Какво е PEI (Полиетеримид)?

Какво е PEI (Полиетеримид)
Полиетеримид (PEI) е високоефективен инженерен термопласт, известен с отличната си устойчивост на топлина, стабилност на размерите, и електроизолационни свойства. Той принадлежи към същото семейство полимери като полиетер етер кетон (PEEK) но предлага по-рентабилен баланс между производителност и технологичност в взискателни среди.
Най-известната марка PEI е Ultem®, разработен от SABIC Global Technologies, което включва почти 100 различни степени— от ненапълнено до стъкло- и версии, подсилени с въглеродни влакна - пригодени за приложения, изискващи механична якост, термично съпротивление, и забавяне на горенето.
Въпреки своята универсалност, PEI е сравнително скъпо и има по-ниска устойчивост на износване отколкото материали като PEEK, PTFE, или UHMWPE. Също така изисква много високи температури на обработка и може да преживее напукване под напрежение на околната среда когато са изложени на хлорирани разтворители, силни алкали, или концентрирани киселини при непрекъснато натоварване.
Поради своята цена и уникални характеристики, PEI обикновено се използва в критично, Приложения с висока стойност където сила, изолация, и термичната издръжливост са от съществено значение.
Приложения на PEI леене под налягане

Приложения на PEI леене под налягане
PEI леене под налягане се използва, когато частите трябва да издържат екстремни горещини, многократна стерилизация, или интензивен електрически стрес.
Обичайните приложения включват:
Медицински устройства: Инфузионни помпи, хирургически инструменти, и респираторни устройства, които се подлагат на повтарящи се цикли на стерилизация в автоклав.
Електрически & Електронни компоненти: Конектори, гнезда, превключватели, и корпуси на вериги, които трябва да поддържат изолация при високи напрежения.
Аерокосмически компоненти: Вътрешни части, които изискват устойчивост на пламък, олекотен дизайн, и стабилна работа при повишени температури.
Автомобилни системи: Сензори под капака и електрически модули, изложени на топлина и вибрации.
Индустриално оборудване: Тестови приспособления, помпа корпуси, и високоефективни изолатори.
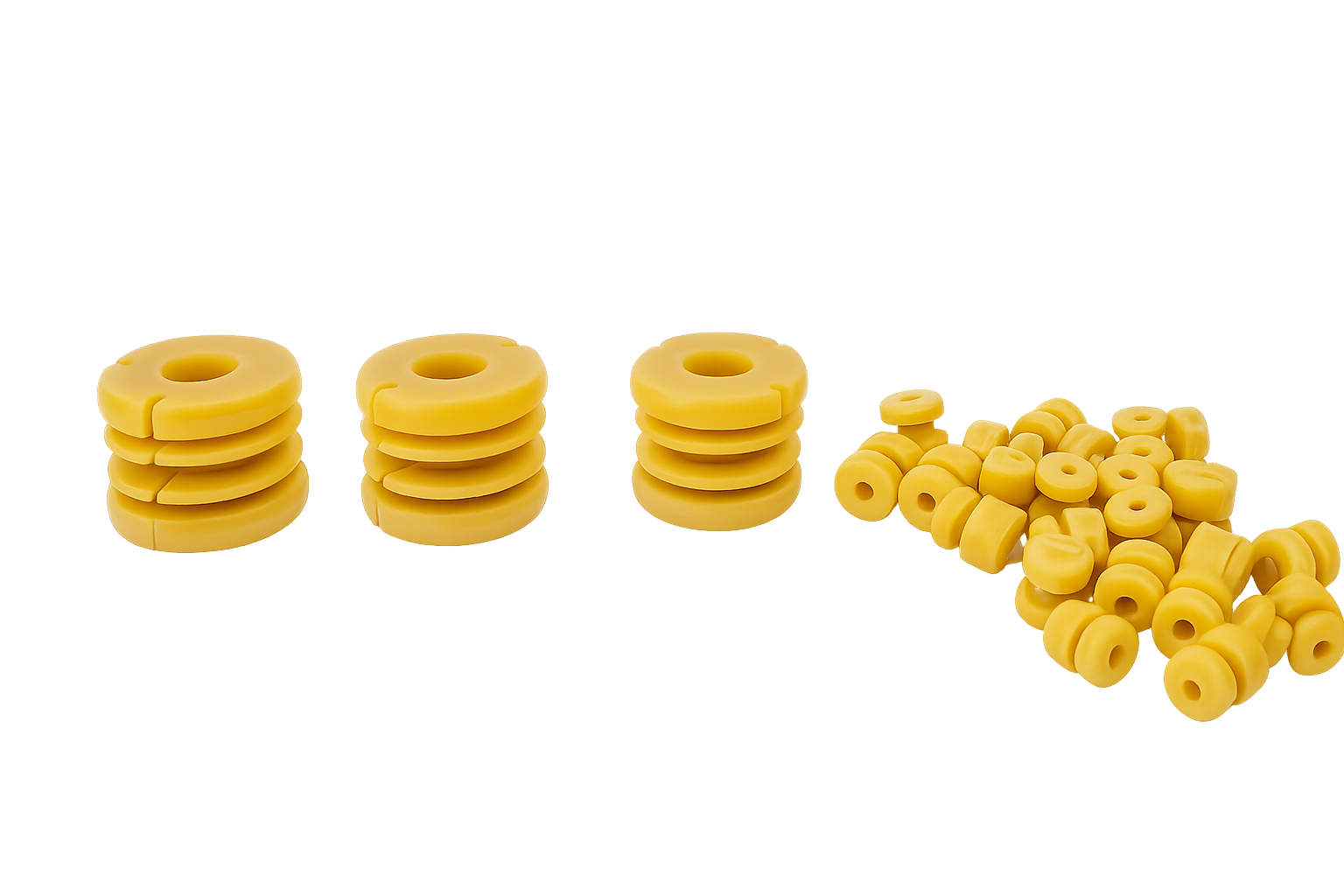
Формованите PEI части обикновено имат a полупрозрачен кехлибарен цвят, въпреки че могат да се добавят оцветители за посрещане на естетически или идентификационни нужди.
Предимства на PEI леене под налягане
Предимства на PEI леене под налягане
Температурна устойчивост
PEI може да работи непрекъснато при до 170°C и издържат температури на топлинна деформация (HDT) между 200°C и 210 °C под натоварване. Това му позволява да замени метали или термореактивни материали в много среди с висока температура. Над 210°C, започва да се деформира при продължително натоварване.
Устойчивост на пълзене
Пълзенето е склонността на материала да се деформира при постоянно натоварване. PEI изключителна устойчивост на пълзене и стабилност на размерите правят го подходящ за прецизни части, които трябва да поддържат тесни толеранси дори след години на термичен цикъл. Това равномерен коефициент на топлинно разширение (CTE) осигурява предвидими промени в размерите при излагане на топлина.
Възможност за стерилизация
Инжекционно формован PEI издържа парно автоклавиране, газ етилен оксид, и гама лъчение— всички обичайни методи за стерилизация в областта на медицината. Тази устойчивост позволява многократна повторна употреба на медицински компоненти без разграждане или обезцветяване.
Устойчивост на околната среда
PEI се представя добре под UV експозиция, висока влажност, и термично напрежение. Неговата UV устойчивост може да бъде допълнително подобрена със стабилизатори, което го прави жизнеспособен избор за Приложения на открито като например електрически заграждения, електромери, и корпуси на сензори.
Диелектрична якост
Сред инженерните пластмаси, PEI показва един от най-високи диелектрични якости— наоколо 25 kV/mm при 1.6 ММ дебелина. Това го прави идеален за електрически изолатори, корпуси на кондензатори, и съединители за високо напрежение. След превишаване на диелектричната граница, обаче, материалът се подлага на a диелектричен пробив, стават по-скоро проводими, отколкото изолиращи, така че правилният дизайн е от съществено значение.
Насоки за проектиране на PEI инжекционно формоване
Следването на правилни дизайнерски практики гарантира постоянно качество на детайлите и ефективна формоваемост.
Дебелина на стената
Препоръчителен диапазон: 0.060–0,100 инча (1.5–2,5 мм)
По-дебелите стени намаляват дължината на потока, рискувайки непълно запълване.
Спазвайте дебелината на стената униформа; вариациите не трябва да надвишават ±25%, и преходите трябва да бъдат постепенни, за да се предотврати натрупване на напрежение или следи от потъване.
Радиуси
Избягвайте остри ъгли, които причиняват концентрация на напрежение.
Минимален вътрешен радиус: >0.015 в (0.38 мм)
Предпочитайте по-големи радиуси, в идеалния случай 25–50% от дебелината на стената, да се подобри динамика на потока и издръжливост на частта.
Ъгли на теглене
За да се даде възможност за лесно изхвърляне на части:
Стандартен ъгъл на газене: 1° на страна.
За текстурирани повърхности, увеличаване на течението с 1.5° за всеки 0.001 в дълбочината на текстурата.
По-гладките покрития може да изискват по-малко течение.
Частични толеранси
PEI позволява тесни допустими отклонения от ±0,001 инча, въпреки че стандартните производствени допуски са ±0,003–0,005 инча. Дизайнерите трябва да балансират прецизността с разходите за инструменти, тъй като по-строгите допуски значително увеличават производствените разходи.
Степени на PEI и свойства на материала
PEI се предлага в множество степени с различно съдържание на пълнител и нива на ефективност. Таблицата по-долу обобщава ключови данни за някои общи класове Ultem® и RTP:
| Имот | Ultem® 1000 | Ultem® 2200 (20% GF) | Ultem® 2300 (30% GF) | RTP 2100 LF |
| Плътност (g/cm³) | 1.27 | 1.42 | 1.51 | 1.27 |
| Степента на свиване (%) | 0.5–0,7 | 0.3–0,5 | 0.2–0,4 | 0.8 |
| Твърдост по Рокуел (М) | 106 | 114 | 114 | — |
| Издръжливост на опън (MPa) | 110 @ Доходност | 131 @ Прекъсване | 175 @ Прекъсване | 105 @ Доходност |
| Удължение при скъсване (%) | 50 | 4 | 2.4 | 60 |
| Модул на огъване (GPa) | 3.3 | 6.89 | 9.6 | 3.31 |
| Диелектрична якост (KV/mm) | 25 | 26.3 | 26 | 19.7 |
| Обемно съпротивление (О·см) | 1×10¹⁵ | 7×10¹⁶ | 1×10¹⁵ | 1×10¹² |
| Температура на сушене (°C) | 150 | 150 | 150 | 149 |
| Температура на топене (°C) | 350–410 | 350–400 | 350–410 | 354–399 |
| Температура на мухъл (°C) | 135–180 | 135–165 | 135–180 | 135–177 |
Стъклени степени (20–30%) осигуряват превъзходна твърдост и стабилност на размерите, Но те са по-малко пластичен. Незапълненият PEI предлага по-добра ударна якост и прозрачност, което го прави идеален за визуални или механични тестови приложения.
PEI Указания за обработка на материали
Контрол на влагата
PEI е хигроскопичен и трябва да се изсуши напълно, за да се предотврати мехурчета, кухини, и повърхностни дефекти.
Непопълнен PEI: 4 часа при 150°C.
Подсилен PEI: до 6 часа при 150°C.
Нивата на влага трябва да са под 0.02% преди формоване.
Контрол на температурата
PEI изисква много високи температури на обработка:
Температура на топене: 350°C–410°C.
Температура на матрицата: 135°C–180°C.
Забележи, че пигментиран PEI може да се обезцвети над 382°C. Поддържането на постоянен температурен контрол в цялата форма гарантира правилен поток и кристализация.
Налягане на впръскване
Типично налягане на впръскване: 70–150 MPa.
По-високото налягане се подобрява пълнеж на плесен и намаляване на свиването, но прекомерният натиск може да предизвика изкривяване или мигане.
Свиване
Непопълнен PEI: изотропно свиване (униформа).
Стъклопълен PEI: анизотропен (насочен), което води до неравномерни промени в размерите.
За минимизиране на свиването:
По-ниска температура на формата.
Увеличете налягането на инжектиране и времето за опаковане.
Използвайте подходящи места на портите за балансиран поток.
Най-добри практики за успешно шприцоване на PEI
Сътрудничете с опитни машини за леене под налягане запознат с високоефективните термопласти.
Употреба Прецизно инструменти със системи за контрол на температурата.
внедрите Дизайн за производство (DFM) рано за балансиране на дизайна и разходите.
Редовно поддържайте сушилните и температурните контролери, за да избегнете промени в процеса.
Поведение анализ на потока на матрицата (МВнР) за оптимално разположение на вратата и отдушника.
Заключение
PEI леене под налягане позволява производството на силни, топлинен устойчив, и електрически изолирани компоненти за критични приложения в медицината, космическото пространство, и електронните индустрии.
Въпреки че PEI е по-скъп и труден за обработка от обикновените пластмаси, това термична издръжливост, диелектрична якост, и стабилност на размерите правят го незаменим за взискателни среди, където производителността не може да бъде компрометирана.
Когато се комбинира с подходящ дизайн на формата, параметри на обработка, и квалифициран инженерен контрол, PEI - особено Ultem®—осигурява изключителна дългосрочна надеждност.
Често задавани въпроси
- Какви са основните разлики между PEI и PEEK?
PEI е по-евтин, но има по-ниска устойчивост на износване и химикали в сравнение с PEEK. PEEK е по-добър за продължителна употреба над 250°C, докато PEI е идеален до около 170°C. - Може ли PEI да се използва за медицински импланти?
не, PEI не е биорезорбируем и не е подходящ за дълготрайна имплантация. въпреки това, Той се използва широко в стерилизуеми външни медицински изделия. - Как стъклените пълнители влияят върху свойствата на PEI?
Стъклените влакна увеличават твърдостта, якост на опън, и устойчивост на топлина, но намаляват гъвкавостта и якостта на удар. - Какви са идеалните условия за сушене на PEI смола?
Сушете при 150°C за 4–6 часа, докато съдържанието на влага спадне под 0.02%. Правилното сушене е от решаващо значение, за да се избегне разпръскване и чупливост. - Дали PEI е подходящ за външни електрически приложения?
да. С UV стабилизатори, PEI се представя добре във външна среда, изложена на слънчева светлина и високи температури.
Прочетете повече:
Найлоново леене под налягане: Дизайн, Процес, и Ръководство за материали за инженери
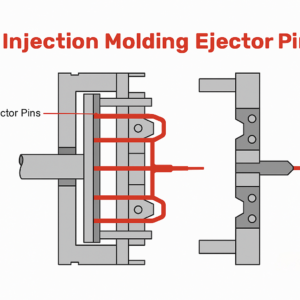
Ежекторни щифтове и тяхното използване в процеса на леене под налягане
Всичко за основите на пластмасовото леене на инжектиране
![]()