
Обработката с подрязване е специализиран CNC процес, използван за производство на вдлъбнати елементи, които са трудни или невъзможни за достигане със стандартни фрезови инструменти. Тъй като дизайнът на съвременните продукти става все по-сложен и компактен, търсенето на подбивания нараства в индустрии като космическата индустрия, медицински, и автомобилостроенето. Тази статия предоставя задълбочен поглед върху машинната обработка с подрязване: какво представлява, защо има значение, как се прави, различните видове, и експертни съвети за успех.
Какво е подрязване?
Машинната обработка с подрязване се отнася до процеса на отстраняване на материал под надвиснала секция или от зона, която е частично запушена, правейки го недостъпен от конвенционалните вертикални инструменти. Традиционните 3-осни мелници се борят с тези характеристики поради геометрични ограничения, така че машинистите разчитат на специализирани инструменти - като резачки за близалки и фрези с Т-слот - и напреднали CNC машини, включително 4- и 5-осни настройки.
Има две основни категории:
Вътрешни подрязвания – Вградени функции в рамките на компонент, като канали вътре в зъбна предавка или кухини в медицински инструменти.
Външни подрязвания – Видими вдлъбнатини или вдлъбнатини като тези, открити в формовани части или заключващи механизми.
Защо подрязванията са важни?
Подрязванията са от съществено значение както във функционалните, така и в естетическите аспекти на дизайна на частите. Те служат за няколко цели:
Механична функционалност: Осигурете заключващи функции или точки за задържане в монтажни конструкции, без да изисквате крепежни елементи.
Намаляване на теглото: Разрешаване на вътрешно вдлъбване на компоненти за намаляване на масата, като същевременно се поддържа структурна цялост - критично в приложенията в аерокосмическите и моторни спортове.
Канали за течности: Действат като пътища за течности или смазочни материали в хидравлични и пневматични системи.
Подобрено прилягане: Улесняват тесните фрикционни прилягания или позволяват движение, като сферични или резбови съединения.
Въпреки тяхната сложност, подрязванията понякога са единственият начин да се изпълнят специфични изисквания за изпълнение или сглобяване.
Ръководство стъпка по стъпка за процеса на подрязване
1. Първо погледнете дизайна (Оценете геометрията)
Още преди да докоснете машината, разгледайте добре вашия 3D модел в CAD софтуер. Запитайте се:
Подрязването е от вътрешната или външната страна на детайла?
Може ли инструментът действително да достигне тази област?
Какви ъгли ще ви трябват?
Това ще ви помогне да решите как да подходите към работата.
2. Изберете правилния инструмент за работата (Изберете правилния инструмент)
Различните подрязвания се нуждаят от различни инструменти. Ето някои често срещани:
Резачки за близалки – Чудесно за заоблени или едностранни подрязвания.
Фрези тип лястовича опашка – Перфектен за ъглови канали.
Фрези с Т-слот – Идеален за тази класическа „Т“ форма.
Фрези или протяжки – Използва се, когато трябва да заключите части заедно с ключ.
Изборът на правилния инструмент прави всичко по-лесно (и предотвратява счупени битове).
3. Подгответе CNC машината (Подгответе CNC настройката)
Време е да настроите вашата машина. Ето какво трябва да направите:
Ако вашата част има трудни ъгли, а 4- или 5-осна CNC машина ще ви даде по-добър достъп.
Заредете CAM програма с всички правилни траектории на инструмента.
Уверете се, че вашата част се държи здраво в приспособлението, така че да не се измества или вибрира по време на рязане.
Добра подготовка = гладка обработка.
4. Оставете машината да си свърши работата (Машинно подрязване)
След като всичко е настроено, натиснете тръгни! Следете нещата:
Уверете се, чипове (малките парчета метал, които се отрязват) се почистват правилно - особено в тесни места.
Следете за износване на инструмента. Тесните участъци и дълбоките срезове могат да бъдат трудни за вашия нож.
Добре е да направите пауза и да проверите нещата, ако е необходимо.
5. Проверете дали всичко е наред (Проверете и проверете)
След изрязване, време е да проверите отново работата си:
Използвайте инструменти като a CMM, оптичен компаратор, или профилен проектор за измерване на размерите и качеството на повърхността.
Ако работите върху нещо с висока точност, може да се наложи да направите a завършващ пас за по-гладка повърхност.
Не пропускайте тази стъпка – контролът на качеството спестява време и пари по-късно!
Често срещани видове подрязвания при CNC обработка
-
Едностранно подрязване
🛠 Какво е: Жлеб или разрез само от едната страна на част - като прорез, който не минава през целия път.
🔧 Използван инструмент: Резачка за близалки (наречена, защото прилича на близалка!)
📦 Където се използва: Връзки с щракване, жлебове за задържащи пръстени, или всяка област, която се нуждае от чист едностранен слот. -
Подрязване на лястовича опашка
🛠 Какво е: Клиновидна кройка, която е по-широка в основата — нещо като трапец. Заключва се в подходящо парче.
🔧 Използван инструмент: Фреза тип лястовича опашка
📦 Където се използва: Настройки на инструментите, плъзгащи се стави, или дори фуги в стил дърво в метални части. -
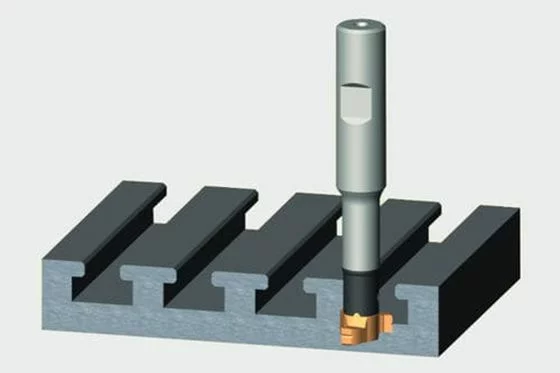
Подрязване на T-Slot
🛠 Какво е: Т-образен канал, който позволява на болтовете да се плъзгат и заключват.
🔧 Използван инструмент: T-Slot резачка
📦 Където се използва: CNC машинни маси, модулни платформи за сглобяване - основно навсякъде, където имате нужда от регулируеми приспособления. -
Заострени Undercut
🛠 Какво е: Жлеб, който става по-тесен, докато върви - като рампа или наклон вътре в детайла.
🔧 Използван инструмент: Конусна крайна фреза
📦 Където се използва: Самозаключващият се пасва на части, които трябва да изглеждат елегантни, или области, където конусът помага да се задържат нещата на място. -
Сферично подрязване
🛠 Какво е: Заоблен, топчеста бразда, която се извива навътре.
🔧 Използван инструмент: Челна фреза със сферичен нос
📦 Където се използва: Лагери, сферични стави, или всяка част, която се върти гладко и се нуждае от кръгла кухина. -
Подрязване с резба
🛠 Какво е: Подрязване, което има вътрешни резби за завинтване на нещата.
🔧 Използван инструмент: Резбови мелници или метчици
📦 Където се използва: Фитинги под налягане, стегнати механични възли - особено когато пространството е ограничено. -
Жлеб за О-пръстен
🛠 Какво е: Кръгъл жлеб, направен специално за задържане на О-пръстен (гумено уплътнение).
🔧 Използван инструмент: Фреза за канали с О-пръстен
📦 Където се използва: Хидравлични съединители, помпи, компоненти на двигателя - навсякъде, където имате нужда от стегнат, уплътнение без течове. -
Релефно подрязване
🛠 Какво е: Малка вдлъбнатина, добавена близо до въртящите се части, за намаляване на напрежението и триенето.
🔧 Използван инструмент: Фреза за шлицове или долна фреза
📦 Където се използва: Лагери, зъбни колела, или въртящи се части, които се нуждаят само от малко разстояние. -
Подрязване на шпонка
🛠 Какво е: Слот, изрязан в вал, за да държи ключ, който заключва две въртящи се части заедно.
🔧 Използван инструмент: Фреза или протяжка
📦 Където се използва: Двигатели, скоростни кутии, или нещо, което предава въртящ момент без приплъзване.
Специализирани инструменти за подрязване
Резачки за близалки: Идеален за сферични и скрити канали.
Фрези за T-слотове: Проектиран за фрезоване както отдолу, така и отстрани на Т-образните прорези с едно преминаване.
Фрези тип лястовича опашка: Ъгловите остриета съответстват на обичайните профили на лястовича опашка.
Протяжки за шпонкови канали: Отстранете материала линейно, за да създадете еднакви прорези.
Подрязани крайни фрези: Универсални инструменти със странични и долни жлебове.
Съвети за успешна обработка на подрязване
Избягвайте дълбоки порязвания: Проектирайте плитки подрязвания, за да осигурите достъп до инструмента и да намалите деформацията.
Използвайте Multi-Axis CNC: Позволява по-добри ъгли на достъп и по-плавни пътеки.
Оптимизиране на CAM пътища: Минимизирайте внезапните промени в посоката или дълбочината.
Партнирайте със специалисти: Магазини с опит и инструменти за подрязване подобряват качеството на частите и намаляват разходите.
Дизайн за производство: Елиминирайте ненужните подрязвания по време на ранния дизайн, когато е възможно.
Заключение
Подрязването е с висока точност, технически труден процес, който позволява на инженерите да включат сложни функции в части, където конвенционалните инструменти не успяват. Независимо дали създавате заключващи механизми, оптимизиране на флуидните канали, или постигане на лека производителност, характеристиките на подрязване играят критична роля в съвременния механичен дизайн.
С правилните инструменти, техники, и CNC оборудване, производителите могат да обработват подрязвания ефективно и многократно. Чрез разбиране на нюансите на избора на инструменти, анализ на геометрията, и планиране на процеса, дизайнерите и машинистите могат да прокарат границите на възможното в обработката с ЦПУ.
Често задавани въпроси
1. Каква е основната разлика в достъпа до инструмента между подрязване и конвенционален джоб?
Разликата се крие в линия на видимост от режещия инструмент до функцията:
-
-
Конвенционален джоб: Режещият инструмент може да се приближи и да фрезова цялата функция с помощта на a прав вертикален път (по оста Z).
-
Подрязване: Функцията има надвиснал участък или вдлъбната зона, която го прави недостъпен чрез инструмент, движещ се само по оста Z. Специализирани инструменти, като резачки за близалки или резачки с Т-слот, се изисква да достигнат под запушването чрез срязване странично или под ъгъл
-
2. Защо са 4- и 5-осни CNC машини, често необходими за сложна обработка на подрязване?
Докато прости подрязвания (като Т-образни слотове) може да се извърши на 3-осна машина с помощта на специални инструменти, 4- и 5-осни CNC машини са необходими за сложни подрязвания, защото позволяват на детайла или инструмента да завъртете и наклонете. Тази многоосна способност:
-
Подобрява достъпа: Позволява на инструмента да се приближи до подрязването от различни ъгли без препятствия.
-
Намалява времето за настройка: Сложни функции могат да се обработват с една настройка, елиминиране на необходимостта от ръчно повторно фиксиране и намаляване на кумулативната грешка.
3. Кое е основното функционално предимство на подрязването с лястовича опашка?
Основното функционално предимство на подрязването на лястовича опашка е механично заключване и задържане. Защото браздата пламва (става по-широк) в основата си, създава клиновидна форма. Когато е вмъкната съвпадаща функция тип "лястовича опашка"., осигурява здрава механична ключалка, която може да се справи със силите на напрежение и срязване, гарантирайки, че сглобените компоненти са здраво държани заедно без да изисква отделни крепежни елементи.
4. Кое основно ограничение на дизайна трябва да се избягва, за да се предотврати деформация на инструмента по време на обработка с подрязване?
Дизайнерите трябва избягвайте дълбоко, тесни подрязвания с дълъг обхват на инструмента. Инструменти за подрязване (като резачки за близалки или T-слот) често са тънки и дълги, което ги прави по същество по-малко твърди от стандартните челни фрези. Когато дълъг инструмент е принуден да достигне дълбоко в затворено пространство, той е силно предразположен към отклонение на инструмента (огъване). Деформацията води до неточни размери на подрязване, Лошо повърхностно покритие (бърборене), и значително увеличава риска от счупване на инструмента.
5. Как Relief Undercuts подобряват производителността на свързващите се въртящи се части (Като валове и зъбни колела)?
Релефните вдлъбнатини са малки вдлъбнатини, добавени на кръстовището, където се променя диаметърът на вала или където лагерът/зъбното колело се свързва с рамото. Тяхната функция е да осигурете перфектно, места за сядане без стрес на частта за чифтосване. Релефът осигурява хлабина, така че зъбното колело или лагерът да са разположени точно срещу вертикалното рамо, предотвратяване:
-
Концентрация на стрес: Елиминиране на острите ъгли, които биха могли да доведат до отказ от умора.
-
Намеса в съответствие: Гарантиране, че съединяващият компонент не пада в дъното на радиуса на обработка вместо предвидената плоска повърхност.
6. При проектиране на канал за О-пръстен, кой размер на инструмента трябва да съответства на радиуса и ширината на жлеба?
При проектиране на канал за О-пръстен, на ширина на канала и радиус на ъгъла трябва да се контролира прецизно. Специализиран Фрези за канали с О-пръстен обикновено се използват. Ширината на фрезата определя ширината на канала, и на радиус на режещия ръб на инструмента определя радиуса на филета в долните ъгли на жлеба. Тази прецизност гарантира, че О-пръстенът е поставен правилно и изпълнява жизненоважната си уплътнителна функция, без да бъде прищипан или екструдиран под налягане.
![]()

