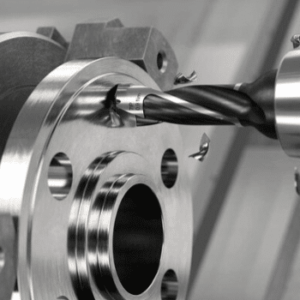
Постигането на прецизни размери на отворите и изключителна повърхностна обработка е от решаващо значение - особено в индустрии като космическата, автомобилен, производство на медицински изделия, и производство на тежки машини. Един от най-ефективните методи за посрещане на тези изисквания е скучна обработка.
За разлика от сондирането, което създава нова дупка от нулата, пробиването е процес на разширяване и прецизиране на съществуваща дупка който първоначално е бил пробит, гласове, или подправени. Този вторичен процес на обработка позволява на производителите да постигнат точност на микронно ниво, подобряване на концентричността, и произвеждат превъзходни повърхностни покрития.
Това ръководство предоставя a изчерпателен, фокусирано върху инженера дълбоко гмуркане в скучна обработка — нейните предимства, ограничения, процеси, видове оборудване, предизвикателства, и експертни съвети за успех.
Какво е Boring Machining?
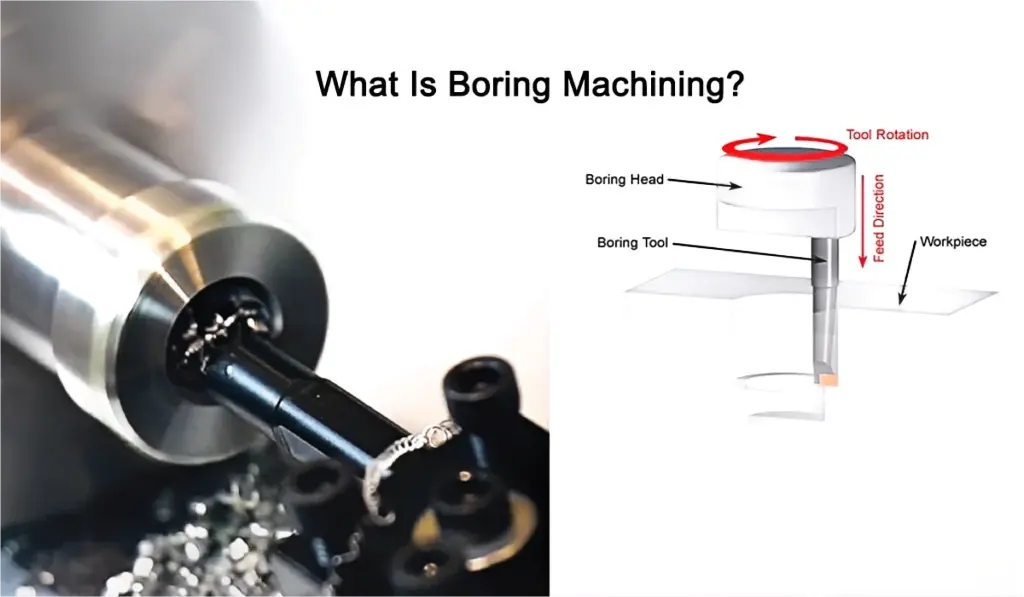
Пробивната обработка е прецизен метод на обработка, използван за уголемяване, подравнете, или завърши съществуваща дупка, за да отговаря на точните спецификации.
Основните цели включват:
Увеличаване на диаметъра на отвора, за да съответства на проектните толеранси
Коригиране на неправилно подравнени или несъвършено пробити отвори
Подобряване на повърхностното покритие за по-добро представяне на компонентите
Осигуряване на концентричност с други елементи в детайла
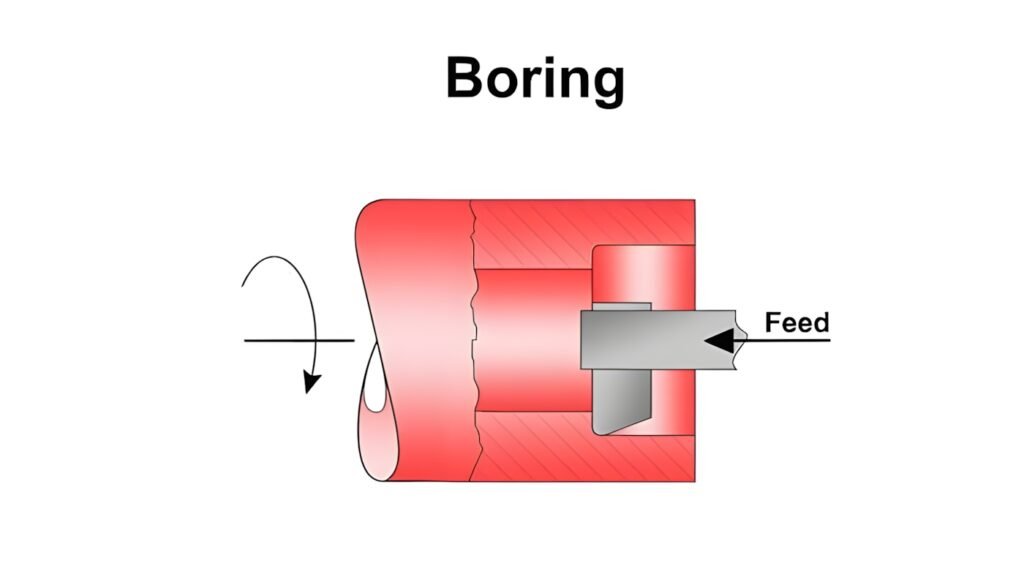
Операцията обикновено се извършва с помощта на a режещ инструмент с една точка наречен а скучен бар, монтиран на оборудване като a струг, CNC Milling Machine, или специализирана бормашина.
Предимства на сондажната обработка
Изключителна точност
Boring може да постигне толкова стегнати допуски, колкото ± 0,0005 инча (± 0,0127 mm)— до 40 пъти по-точно от стандартното пробиване.
Превъзходно покритие на повърхността
С правилните инструменти и параметри на рязане, скучното може да доведе до завършвания на 32 микро инча Ra или по-добре, подобряване на уплътнителните повърхности и устойчивостта на износване.
Универсалност
Работи върху широк спектър от материали-стомана, алуминий, титан, месинг, пластмаси, композити— и може да създава елементи отвъд кръгли отвори, като например слотове, бразди, и шпонкови канали.
Персонализирани размери на отворите
Не се ограничава до стандартни диаметри на свредлото—идеален за изискващи части нестандартни или големи дупки.
Ефективност в масовото производство
Управляваните с ЦПУ бормашини могат да обработват множество детайли Постоянна повторяемост, намаляване на процентите на скрап и увеличаване на производителността.
Ограничения на сондажната обработка
Въпреки предимствата си, скучната обработка има няколко недостатъка:
Висока цена на оборудването – Прецизните пробивни машини и центровете с ЦПУ изискват значителни капиталови инвестиции.
Изискване за квалифициран оператор – Прецизната настройка и подравняването на инструмента са критични за точността.
Работи само върху съществуващи дупки – Изисква предварително пробит или лят отвор преди да започне пробиването.
Време за настройка за малки тиражи – Може да не е рентабилно за еднократни работни места.
Риск от деформация на инструмента – Особено в пробиване на дълбока дупка, което води до вариации в диаметъра.
Как работи скучната обработка
Направете пилотна дупка
Пробийте или излейте дупка леко маломерен (така че има останал материал за почистване).
Почистете/скосете входа, така че бормашината да влезе чисто.
Настройте и подравнете
Струг: Посочете частта, така че съществуващата дупка да е вярна; монтирайте сондажната греда възможно най-къса и твърда.
Мелница: Намерете центъра на отвора със сонда/търсач на ръбове; поставете пробивна глава или държач за пробиващи инструменти в шпиндела.
Груб отвор
Вземете няколко по-големи радиални стъпала (по-голяма дълбочина на рязане) за бързо премахване на по-голямата част от запасите.
Оставете 0.10–0,30 мм (0.004–0,012″) на страна за довършване (варира в зависимост от материала/размера).
Полуфинал (по желание, но умно)
Намалете дълбочината на рязане и подаване, за да стабилизирате размера и да подобрите заоблеността.
Измерете отново; компенсира всеки термичен дрейф или деформация на инструмента.
Завършете отвора
Вземете един или два светлинни пропуска (напр., 0.02–0,08 мм / 0.001–0,003″ на страна).
Използвайте постоянна охлаждаща течност/въздух и стабилно подаване, за да достигнете размера и покритието на повърхността.
Добавете a пролетен пас (същия размер, без компенсиране) ако частта/материалът „изскочи обратно“.
Измерете и проверете
Използвайте a габарит на отвора, въздухомер, или телескопичен габарит + микрофон за размер и закръгленост.
Проверете концентричност и позиция към датата (CMM, ако е критично).
Почистете входа/изхода; добавете малка фаска, ако е посочено.
Видове пробивни машини

Хоризонтална пробивна машина
Какво е: Вретеното (частта, която държи режещия инструмент) се монтира хоризонтално.
Кога да го използвате: Перфектен за дълги части или когато трябва да пробиете дупки дълбоко в страната на голям детайл.
Типични работни места: Двигателни блокове, машинни бази, големи чинии.
Защо е страхотно:
Дръжки голям, тежки детайли С лекота.
Отличен за прецизност на големи промишлени компоненти.
Вертикална пробивна машина
Какво е: Шпинделът е монтиран вертикално, и детайлът обикновено стои равен върху въртяща се маса.
Кога да го използвате: Идеален за големи, тежък, и части с неудобна форма които са по-лесни за боравене в легнало положение.
Типични работни места: Турбинни корпуси, големи фланци, големи клапани.
Защо е страхотно:
Гравитацията помага да се поддържа стабилна частта.
По-лесно зареждане и разтоварване на тежки части.
Машина за пробиване на подове
Какво е: Масивна машина с подвижна колона и шпиндел, предназначени за много големи компоненти поставен директно на пода на магазина или тежка маса.
Кога да го използвате: За огромни индустриални части които не се побират на стандартни машинни маси.
Типични работни места: Корабостроителни части, хъбове на вятърни турбини, големи корпуси на зъбни колела.
Защо е страхотно:
Може да обработва толкова големи части, че трябва да останат на едно място.
Издържа на тежки натоварвания, високо прецизна работа.
Координатно-пробивна машина
Какво е: Супер прецизна машина, предназначена да произвежда точното местоположение на дупките и завършва, често се използва за направата на джигове, приспособления, и прецизно инструменти.
Кога да го използвате: Кога толерансите са изключително тесни и точността е основен приоритет.
Типични работни места: Аерокосмически компоненти, висок клас форми, Умиращи комплекти.
Защо е страхотно:
Невероятно точно позициониране.
Перфектен за работа, която не може да си позволи дори малка грешка в подравняването.
CNC пробивна машина
Какво е: Компютърно управлявана пробивна машина, която автоматизира движението, скорост, и настройки на инструмента.
Кога да го използвате: За производство в голям обем или части със сложни изисквания за пробиване.
Типични работни места: Компоненти за автомобилни двигатели, хидравлични цилиндри, части за индустриални машини.
Защо е страхотно:
Силно повтарящи се резултати.
Може да се справи със сложни програми и многоетапно пробиване в една настройка.
Машина за пробиване на линии
Какво е: Преносима или стационарна машина, която пробива стрейт, идеално подравнен отвор през множество повърхности в една настройка.
Кога да го използвате: За ремонт или обработка на отвори на място без да премествате детайла в голяма машина.
Типични работни места: Ремонт на голямо оборудване като багери, пробиване през корпуси на лагери, отвори на скоростната кутия.
Защо е страхотно:
Спестява време и пари за ремонт на тежко оборудване.
Осигурява перфектно подравняване между множество отвори.
Видове сондажни процеси
Линия скучна
Подравнява отворите в компоненти като двигателни блокове, турбини. Инструментът се поддържа от двата края за твърдост.
Обратно скучно
Увеличава дупка от противоположната страна— използва се в производството на огнестрелни оръжия и хидравлични компоненти.
Сляпа скука
Създава дупка, която не преминава напълно детайла - често срещан в хидравличните колектори.
Микро Боринг
Използва се за мъничко, точни дупки в медицински устройства и аерокосмически части, често изискващи допустими отклонения в рамките микрони.
Вертикална & Хоризонтално пробиване
Изборът зависи от размер на детайла, форма, и тегло.
Често срещани предизвикателства при разточителна обработка
Вибрация – Причинени от дълги пробиващи шини; води до следи от бърборене.
Деформация на инструмента – Влияе на точността на диаметъра.
Поддържане на концентричност – Особено в дълбоки дупки.
Машинно износване – Може да причини загуба на точност с течение на времето.
Контрол на повърхностното покритие – Изисква точни параметри на рязане.
Генериране на топлина – Трябва да се управлява с охлаждащи течности, за да се предотврати изкривяване на размерите.
Експертни съвети за по-добро пробиване
Използвайте правилния инструментален материал & Геометрия – Карбидни вложки за по-твърди метали; бързорежеща стомана за по-меки материали.
Оптимизиране на параметрите на рязане – Коригирайте скорост, фураж, и дълбочина на рязане за вид материал.
Дръжте Boring Bars къси & Твърд – Намалява вибрациите и деформацията.
Извършвайте редовна поддръжка на машината – Предотвратява спад в производителността.
Използвайте висококачествени охлаждащи течности – Подобрява покритието и удължава живота на инструмента.
Пробиване срещу други процеси на обработка
| Процес | Прецизност | Повърхностно покритие | Цел | Типична толерантност |
| скучно | Много високо | 32 μin Ra | Увеличете/усъвършенствайте съществуващите дупки | ±0,0005 инча |
| Пробиване | Среден | 125 μin Ra | Създайте нови дупки | ±0,02 инча |
| Разширяване | високо | 63 μin Ra | Леко прецизирайте дупките | ± 0,001 инча |
| Фрезоване | Променлива | 125 μin Ra | Създайте дупки/функции | ±0,01 инча |
Приложения на сондажна обработка

Автомобилна индустрия 🚗
Където се използва: Двигателни блокове, отвори на цилиндрите, корпуси на колянов вал, и кутии за скоростни кутии.
Защо скучното има значение тук: Двигателите се нуждаят от отвори, които са идеално кръгли и подравнени, за да поддържат всичко гладко и да намалят износването. Дори една малка несъосност може да причини вибрации или повреда с течение на времето.
Аерокосмическа индустрия ✈
Където се използва: Корпуси на реактивни двигатели, Компоненти на предавката за кацане, и структурни рамки.
Защо скучното има значение тук: В космонавтиката, теглото и прецизността са критични. Скуката помага за постигане тесни допустими отклонения и гладки покрития, които гарантират безопасност, надеждна работа при екстремни скорости и температури.
Тежки машини и строителна техника 🚜
Където се използва: Рамена за багер, шарнири на товарач, Корпуси на лагери, и скоростни кутии.
Защо скучното има значение тук: Тези части понасят голямо напрежение, така че дупките трябва да са силен, подравнен, и способни да се справят с тежки товари без провал.
Масло, Газ, и енергиен сектор ⚙
Където се използва: Турбинни корпуси, корпуси на помпата, и компоненти за бормашина.
Защо скучното има значение тук: Отворите в тези части често пренасят течности или газове под високо налягане, така че те трябва да бъдат прецизно обработени, за да предотвратят течове и да издържат на екстремни условия.
Морска индустрия 🚢
Където се използва: Корабни гребни валове, опори на двигателя, и големи корпуси на скоростната кутия.
Защо скучното има значение тук: Морските части са изложени на сурови соленоводни среди, така че пробиването помага да се осигури правилното прилягане и подравняване, намаляване на износването и корозията с течение на времето.
Медицинско оборудване 🏥
Където се използва: Хирургически инструменти, ортопедични импланти, и диагностични уреди.
Защо скучното има значение тук: В медицинския свят, Прецизността е всичко. Трябва да има дупки гладко, без грапавини, и перфектно оформен за да избегнете усложнения или повреди по време на употреба.
Изработка на матрици и матрици 🛠
Където се използва: Основи за шприцформи, Умиращи комплекти, и джигове.
Защо скучното има значение тук: Перфектно пробитите отвори гарантират правилното подравняване на формите, произвеждащи последователни, висококачествени части всеки път.
Заключение
Остава скучната обработка един от най-надеждните и точни методи за постигане на перфектна геометрия на отвора в производството. Докато изисква специализирано оборудване, квалифицирани оператори, и внимателна настройка, резултатите - висока точност, отлично покритие на повърхността, и повторяемост – правят го незаменим в много индустрии.
Често задавани въпроси
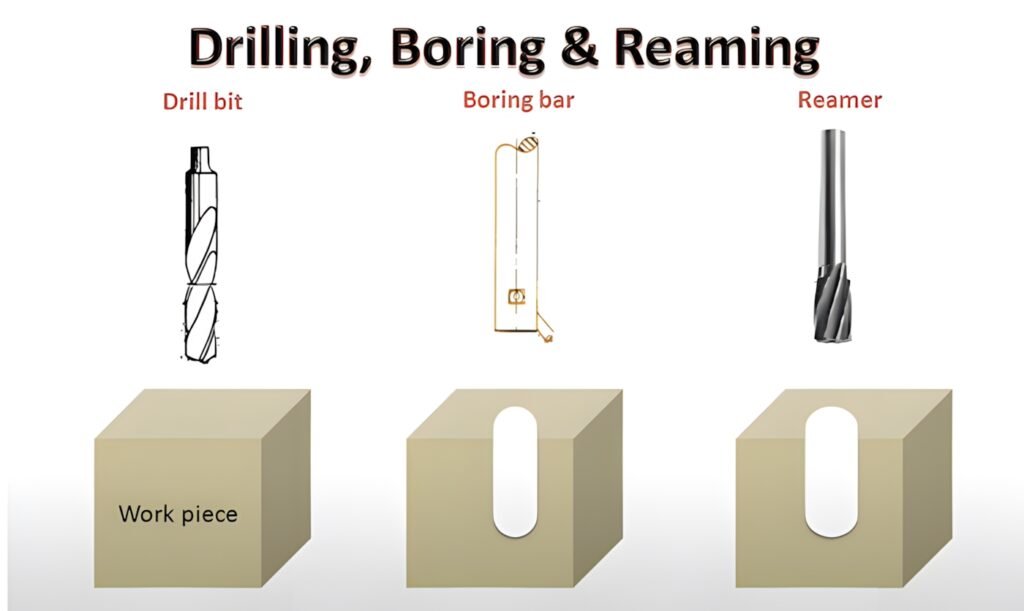
1. Каква е фундаменталната разлика във функцията между пробиване, скучно, и пробиване?
-
Пробиване: Първичният процес на създаване на нова дупка от твърд материал, предлагащ умерена точност.
-
скучно: Процесът на уголемяване и коригиране an съществуващ отвор за постигане на висока точност на диаметъра, закръгленост, и местоположение (концентричност).
-
Разширяване: Довършителен процес, използван за леко прецизирайте съществуващ пробит или пробит отвор, подобряване на неговата толерантност към размера и повърхностното покритие, но премахва само много малко количество материал.
2. Защо "скучният надвес" е толкова критичен фактор за успеха на операцията?
Скучният бар надвес (дължината, на която лентата се простира от държача) пряко въздейства твърдост. Тъй като инструментът се поддържа само от единия край, прекомерният надвес кара скучната щанга да вибрира силно (бърборене) при рязане. Бъркането води до лошо покритие на повърхността, неточни размери (вариация на размера на отвора), и бързото износване на инструмента. Общото правило е да поддържате надвеса на щангата възможно най-къс.
3. Какво е „пролетен пас“ във финалната скука, и защо се използва?
Пролетният пас е финал, лека кройка, взета с нулево допълнително отместване или промяна в дълбочината на рязане. Целта му е да компенсира леките еластична деформация или "пружиниране" на бормашината или детайла по време на предишното рязане. Като пуснете инструмента отново по същия път, без да променяте настройката, той почиства всеки незначителен материал, останал поради деформация, гарантирайки, че крайният размер на отвора е точно това, което е програмирано.
4. Как се различава машината за пробиване на линии от стандартната машина за хоризонтално пробиване?
-
Стандартна машина за хоризонтално пробиване: Използва се за обработка големи, тежки компоненти в контролирана среда на машинен цех. Бормашината се поддържа в единия край от шпиндела.
-
Машина за пробиване на линии: Проектиран специално за обработка на идеално прави и подравнени серии от отвори чрез множество отделни монтажни точки (като корпуси на лагери на двигателен блок). Критично, скучният бар е типичен поддържани в двата края от серията отвори за максимална твърдост, често се използва за ремонтни работи на място (на място).
5. Каква е основната причина за лошото покритие на повърхността в пробития отвор?
Най-честата причина за лошо покритие на повърхността при пробиване е вибрация или бърборене, обикновено в резултат на прекомерен надвес на бормашина или недостатъчна твърдост на машината. Други допринасящи фактори включват:
-
Тъп инструментариум: Режещият ръб избутва материала, вместо да го нарязва чисто.
-
Неправилна скорост на подаване: Твърде високата скорост на подаване оставя дълбоки спирални следи по повърхността.
-
Недостатъчно охлаждаща течност: Позволява натрупването на топлина, което води до деформиране на материала.
6. Кога трябва да се използва Micro Boring, и какво ниво на точност може да постигне?
Микро пробиването е запазено за изключително малки дупки (обикновено по-малко от 1 мм или 0.04 инча в диаметър) или приложения, изискващи абсолютно най-висока точност. Използва специализирани, малки инструменти и е в състояние да постигне точност в рамките микрони (хилядни от милиметъра), което го прави от съществено значение за медицинските изделия, Инжектори за гориво, и аерокосмическа апаратура от висок клас.
7. Защо генерирането на топлина е основен проблем при прецизните скучни, дори и с охлаждаща течност?
Докато охлаждащата течност помага, топлината е проблем, защото причинява термично разширение както на детайла, така и на бормашината. Дори малко повишаване на температурата може временно да промени диаметъра на частта или дължината на инструмента, което води до грешки в размерите. Това изисква машинистите да следят отблизо температурата и да използват a постоянен поток на охлаждащата течност по време на финишния проход за стабилизиране на размерите.
Прочетете повече:
CNC фрезоване: Пълно ръководство за прецизна обработка
CNC струговане: Принципи и приложения
![]()