
プラスチック射出成形 プラスチック部品を大規模に生産するために最も広く使用されている製造プロセスの 1 つ. 溶融した熱可塑性材料を金型に射出する作業が含まれます。, 冷却して凝固させて正確な形状にする. このプロセスにより、メーカーは何百万もの同一のコンポーネントを迅速に生産できるようになります。, 金型を作成すると、高精度で比較的低い単位コストが得られます。.
射出成形は、薄壁などの複雑な形状を備えた製品に特に価値があります。, rib骨, スレッド, スナップフィットジョイントは 1 サイクルで実現可能. 機械加工や 3D プリントなどの他の方法と比較した場合, 射出成形は大規模生産において比類のない効率を提供します. 3D プリントはプロトタイピングや少量生産には便利ですが、, 射出成形はスピードが求められる業界で主流です, 再現性, そして耐久性が重要です.
仕組み
プラスチック射出成形プロセスは連続ループで動作します。. 各サイクルには次の主要なステップが含まれます:
餌やり: 熱可塑性プラスチックペレットがホッパーに投入されます.
溶融: ペレットはバレル内で加熱されます, 往復スクリューがそれらを混合し、溶融するまで圧縮します。.
注射: スクリューは、高圧下で溶融材料をノズルから金型キャビティに押し込みます。.
充填と通気: プラスチックは金型キャビティのあらゆる細部を満たし、空気は通気口から排出されます。.
冷却: 金型は温度管理されているため、部品が歪むことなく均一に固化します。.
排出: 冷めたら, 可動プラテンが開きます, そしてエジェクターピンが完成した部品を押し出します.
このサイクルは、材質に応じて数秒から数分で急速に繰り返されます。, 部品サイズ, と複雑さ.
射出成形機のコンポーネント
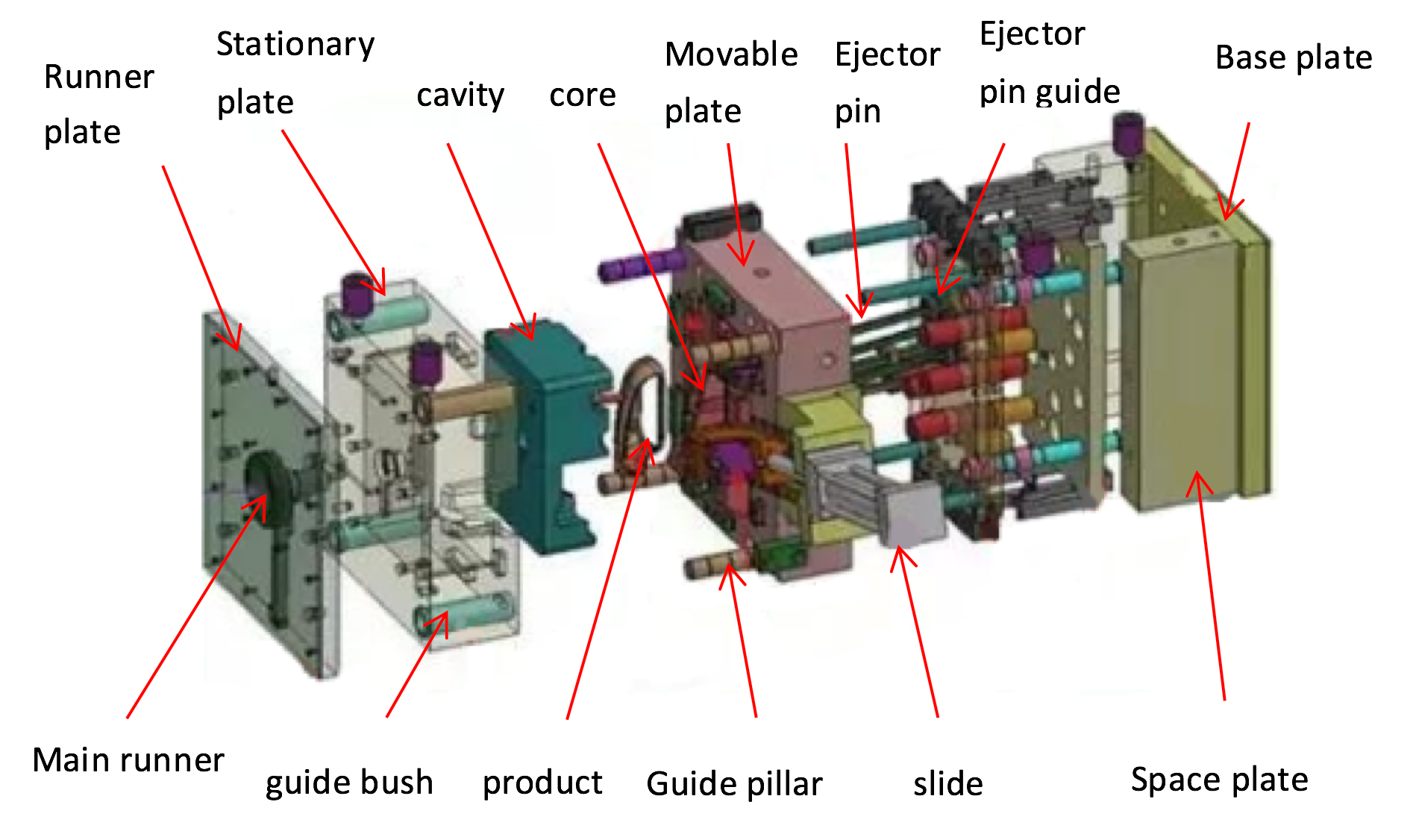
射出成形機のコンポーネント
射出成形機はいくつかの重要なコンポーネントで構成されています, それぞれに明確な役割がある:
ホッパー: プラスチックペレットを装填する漏斗状の開口部. 湿気を除去するための乾燥機が備え付けられている場合が多い.
バレル: ペレットを溶かすヒーターで包まれた円筒形のチャンバー.
レシプロスクリュー: 回転する, 混合するコルク抜き状のシャフト, 圧縮する, 溶けたプラスチックを前方に押し出します.
ヒーター: 温度を正確に制御するバレル周囲の外部加熱バンド.
ノズル: 加熱された, 溶融プラスチックを金型に導く先細の出口.
型: 精密加工されたスチールまたはアルミニウムのブロック, 通常は 2 つの半分で構成されます (コアとキャビティ). 冷却チャネルが含まれています, エジェクター, と通気口.
モールドキャビティ: 最終部品を形作る金型内部の中空空間.
可動プラテン: 射出中に金型をクランプし、その後金型を開くスライド プレート.
スプルー, ランナー, とゲイツ: 溶融プラスチックをノズルから金型キャビティに導くチャネル.
エジェクターシステム: 冷却された部品を金型から押し出すピンまたはプレート.
これらのコンポーネントを理解することは、運用上の問題をトラブルシューティングするために重要です。, 効率の向上, 製品の品質を確保する.
射出成形の種類
射出成形の種類
すべての射出成形が同じというわけではありません. 作るものにもよりますが, 特別な結果をもたらすプロセスにはさまざまなバージョンがあります. 最も一般的なタイプをいくつか紹介します:
標準射出成形
これはほとんどの人が考える「古典的な」方法です. プラスチックペレットが溶ける, 金型に射出される, 冷却された, そして排出された. ペットボトルのキャップなどの日用品に使われています, おもちゃ, と車の部品.
オーバーモールディング
オーバーモールディングあり, ある素材を別の素材の上に重ねて成形する. 例えば, 硬いプラスチックのハンドルを柔らかい布で覆うとよいでしょう。, ゴム状のグリップ. 歯ブラシではよくあることですが, 電動工具, そしてキッチン用品.
インサート成形
ここ, 既製のパーツ (金属ネジやネジ付きインサートなど) 型の中に入れられます, そしてその周りにプラスチックが成形されています. 時間を節約し、より強くなります, より信頼性の高い部品. 金属インサートが組み込まれた電気コネクタまたはプラスチック ハウジングを考えてください。.
ガスアシスト射出成形
この方法はガスを使用します (通常は窒素) 溶けたプラスチックを金型に押し込む. 部品内部に中空セクションを作成します, これにより軽量になり、使用する材料が少なくなり、椅子のアームや自動車部品などに最適です.
薄肉成形
名前が示すように, これは非常に薄い壁を持つ部品用です, 食品包装や医療用容器など. プラスチックは冷える前に素早く流す必要があるため、非常に正確な制御が必要です。.
マイクロ射出成形
超微細な部品を作るためのものです, 時には米粒よりも小さいこともある. 医療機器によく使われています, エレクトロニクス, または小さな機械部品.
反応射出成形 (リム)
熱可塑性プラスチックの代わりに, このプロセスでは、金型内で化学反応して部品を形成する液体熱硬化性材料が使用されます。. 大きいものによく使われます, 自動車のバンパーなどの軽量部品.
各タイプには独自の長所と短所があります, これらを組み合わせると、射出成形がいかに柔軟であるかを示します。. 巨大な車のパネルが必要かどうか, 歯ブラシのグリップ, またはマイクロチップコンポーネント, きっとその仕事に合った成形方法があるはず.
射出成形の基本設計原則
射出成形といえば, 良いデザインがすべてです. 部品がプロセスを念頭に置いて設計されていない場合, 欠陥が生じる可能性があります, 無駄なお金, またはまったく機能しない金型. 幸いなことに、デザインを「成形しやすい」ものにするための簡単なルールがいくつかあるということです。
基本は次のとおりです:
壁の厚さを一定に保つ
プラスチックは厚さの大きな変化がある領域に流入することを嫌います. 厚い壁は薄い壁よりも冷却が遅い, 反りの原因となる可能性があります, ヒケ, または亀裂. 壁をどこでも同じ厚さに保つようにしてください, それができない場合は段階的に移行する.
抜き勾配角度を追加する
抜き勾配はわずかなテーパーです (通常 1 ~ 3 度) 垂直の壁に. それがなければ, 部品が吸盤のように金型にくっつく, 排出しにくくなる. 少し角度を付けるとリリースがスムーズで簡単になります.
鋭利な角を避ける
鋭角な 90 度の角は応力が蓄積する弱点となります, プラスチックが流れにくくなります. 角が丸い方が強度が高い, 成形しやすい, 亀裂のリスクを軽減します.
強度を高めるリブを使用
壁を厚くするのではなく (材料を無駄にするもの), サポートのために薄いリブを追加できます. これにより、重量やコストを大幅に増加させることなく、部品の強度が向上します。.
アンダーカットを計画する
アンダーカット (金型内の部品を「ロック」する形状) 物事が複雑になる可能性がある. スライドが必要な場合もあります, リフター, またはそれらを処理するための特別な金型設計 - これはコストの増加を意味します. もし可能なら, アンダーカットを避けるか、同じ機能を得るより簡単な方法を見つける.
ボスとインサートを正しい方法で追加する
ボス (ネジや留め具用の盛り上がったシリンダー) 破損を防ぐためにリブでサポートする必要があります. 金属インサートが必要な場合, きれいに溶け込むように配置を慎重に計画してください.
退場について考える
パーツをエジェクター ピンで金型から押し出す必要があります。. リブなどのフィーチャーを配置する, 上司, この排出プロセスに抵抗しない方法で壁を設置します.
リビングヒンジを賢く使う
柔軟な接続が必要な場合 (フリップトップボトルのキャップのように), リビングヒンジと呼ばれる薄いプラスチック部分を部品に設計することができます. しかし、それらは特定のプラスチックでのみうまく機能します (ポリプロピレンのような).
これらの単純な原則に従うと、部品の成形が容易になります。, より安く生産できる, 実際の使用でも失敗する可能性は低くなります. 要するに: 最初からスマートにデザインする, そしてあなたの型 (そして財布) 後で感謝します.
射出成形プロセスの詳細
射出成形プロセスの詳細
このプロセスは単にプラスチックを金型に注入するだけではなく、慎重にバランスのとれた熱システムです。, プレッシャー, そして冷却:
読み込み中: 生ペレットがホッパーに入る, あらかじめ着色されているか、添加剤が混合されている場合もあります (例えば, 紫外線安定剤, 難燃剤).
溶融: 加熱されたバレル内でスクリューが回転します, ペレットを徐々に溶かして混合し、均一な溶融状態にする.
注入フェーズ: スクリューはプランジャーのように前進します, 溶融プラスチックをノズルから金型キャビティ内に次の範囲の圧力で押し込みます。 500 に 20,000 psi.
保圧: 型に充填したら, 冷却時の材料の収縮を補うために、追加の圧力が短時間加えられます。.
冷却段階: 金型の冷却システム (多くの場合水路) 安定した温度を維持します, パーツを均一に固める.
排出: プラテンが分離する, エジェクタピンが部品を解放します, そしてサイクルはすぐに再開されます.
この反復可能なサイクルにより、最小限のダウンタイムで大量の出力が保証されます。.
射出成形の入門
1. 設計段階
製品設計は射出成形の成功の基礎です. エンジニアは通常、特定の成形ガイドラインに従って CAD モデルを作成します。:
機能的な特徴を含める: 上司, rib骨, スナップフィットジョイント, そしてリビングヒンジ.
均一な肉厚を維持する: 反りやヒケを防ぐため.
ドラフト角度を使用する: 垂直面での取り出しを容易にする.
設計リスクを回避する: 鋭利な角など, 極端な厚さの変化, アンダーカット, または穴の位置が悪い.
続く 製造可能性のための設計 (DFM) この段階での原則によりコストが削減される, 金型の寿命を改善します, 一貫した結果を保証します.
2. ツーリング金型
金型はプロセス全体の中で最も高価で時間のかかる部分です. 通常、精密 CNC 機械加工と EDM を使用して硬化鋼またはアルミニウムから作られます。 (放電加工).
複雑: 金型設計は部品の形状を考慮する必要があります, 冷却チャネル, スプルー, ランナー, およびエジェクターシステム.
時間枠: 製造と承認には 12 ~ 20 週間以上かかる場合があります.
料金: 金型の価格は、サイズと複雑さに応じて数千ドルから数十万ドルの範囲になります。.
金型の改造には費用がかかるため、, 加工を開始する前に設計を完成させることが重要です.
適合する材質
射出成形は汎用性が高い, 数十種類の熱可塑性プラスチックが利用可能. それぞれの材料は独自の機械的特性を備えています, 熱の, および化学的性質.
一般的な材料と用途
ポリプロピレン (PP): 軽量, 疲労耐性; 自動車部品に使用される, コンテナ, 繊維製品.
高密度ポリエチレン (HDPE): 強い, 耐久性のある, 耐湿性; ボトルに使用される, おもちゃ, とパイプ.
ポリスチレン (PS): 低コスト, 成形しやすいが脆い; 包装や使い捨て製品に使用される.
アクリロニトリルブタジエンスチレン (ABS): 厳しい, 機械加工可能; 自動車部品で人気の, 電子機器の筐体, レゴブロックなどのおもちゃも.
ポリカーボネート (パソコン): 高い耐衝撃性と透明性; メガネに使われている, 医療機器, および自動車照明.
ナイロン (PA): 強い, 耐摩耗性; 歯車に使用される, ベアリング, 繊維製品.
PVC: 難燃性と剛性; パイプに使用される, 床材, および電気断熱.
先進プラスチック (ピーク, PEI, PPS): 耐熱性、耐薬品性を備えた高機能素材; 航空宇宙で使用されます, 自動車, および医療産業.
成形品の表面仕上げ

成形品の表面仕上げ
射出成形で何かを作るとき, 最後の部分の見た目と雰囲気は本当に重要です. そこです 表面仕上げ お入りください. 「仕上がり」とは基本的にどれだけ滑らかか, 光沢, またはパーツの外側の見た目と感触のテクスチャ. 見た目だけじゃないよ, ただし、パーツの動作にも影響する可能性があります, どれほど強いのか, そして掃除がどれほど簡単かさえ.
ここでは、最も一般的な表面仕上げをいくつか紹介します。:
高光沢 / 洗練された仕上げ
これがスムーズです, パーツをピカピカに美しく見せる鏡面仕上げ. 見た目が重要な製品に最適です, スマホケースや車の内装など. 欠点? 研磨には時間がかかり、費用が高くなる可能性があります.
マット仕上げ
マット仕上げの方が柔らかく見える, 輝きが少ない. 表面全体に指紋をつけたくない製品に最適です. 目にも優しく、パーツにモダンな印象を与えます。, きれいな外観.
テクスチャー仕上げ
これは、自分の部分に「グリップ」を与えることだと考えてください。テクスチャーは滑りにくくすることができます, 傷を隠す, または単にクールなデザインを与える. テクスチャは、多くの場合、型に特別なパターンを追加して追加されます。.
半光沢仕上げ
光沢とマットのちょうど中間. どちらの方向にも極端になりすぎず、スタイルと機能のバランスが必要な場合に実用的な選択肢です。.
特殊仕上げ
時々, パターンなど、よりカスタムなものが必要な場合, ロゴ, あるいは革のような質感も. これらにより、製品が目立ち、より高級感を感じることができます.
💡 表面仕上げが重要な理由:
人々が製品をどのように見たり感じたりするかに影響を与える.
ユーザビリティを向上させることができます, ハンドルを持ちやすくするなど.
磨耗を隠すことで耐久性を高めることもできます。.
それで, 成形部品を設計するとき, 形だけを考えるのではなく、仕上がりも考える. 多くの場合、小さな細部が大きな違いを生みます.
なぜ射出成形が良いのか?

なぜ射出成形が良いのか?
なぜこれほど多くの製品が射出成形を使用して製造されているのか疑問に思ったことがあるなら, 答えは簡単です、速いです, 効率的, 信頼できます. 金型が完成したら, あなたは何千も稼ぐことができます (または何百万人も) 速度を落とさずに同一部品を使用.
人々がこのプロセスを好む主な理由は次のとおりです:
スピード: 各サイクルには数秒から数分しかかかりません. つまり、短期間に膨大な数の生産が行われるということです.
一貫性: どのパーツもほぼ同じように出来上がります, 厳しい公差が必要な場合に最適です.
複雑な形状: 射出成形は、他の方法では作るのが非常に難しい、あるいは不可能であるようなデザインにも対応できます。, 小さなクリップのような, 薄い壁, またはリビングヒンジ.
材料の選択: 幅広いプラスチックからお選びいただけます, ポリプロピレンなどの日常的なものから、航空宇宙や医療機器に使用される高度なエンジニアリングプラスチックまで.
部品あたりのコストが低い: 金型は最初は高価になる可能性があります, しかし、準備ができたら, 各部品のコストが大幅に下がり、量産に最適.
強くて耐久性のある部分: 成形プラスチックは硬い場合があります, フレキシブル, 耐熱性, あるいは透明でも, 選んだ素材に応じて.
要するに, 射出成形が優れているのは、 スピード, 正確さ, と柔軟性 全部一度に. そのため、車の部品や携帯電話のケース、おもちゃに至るまで、あらゆるものに使用されています。, キッチンツール, および医療機器.
射出成形のデメリット
射出成形は、大量のプラスチック部品を迅速に作成する優れた方法ですが、, 完璧ではありません. 他のプロセスと同様に, 飛びつく前に知っておくべきいくつかの欠点があります.
高額な初期費用: 金型製作には費用がかかる. サイズと複雑さに応じて, 数千ドル、場合によっては数十万ドルかかることもあります. つまり、射出成形は、大量の部品を製造する計画がある場合にのみ意味を持ちます。.
金型のリードタイムが長い: 金型の構築は一朝一夕にできるものではありません. 設計には数週間から数か月かかることがよくあります, 機械, そしてテスト. 早く部品が必要な場合, この遅れは大きな欠点となる可能性があります.
設計限界: 射出成形は非常に複雑な形状を扱うことができますが、, 部品設計は依然として特定のルールに従う必要があります. 厚い壁のようなもの, 鋭い角, またはアンダーカットは問題を引き起こす可能性があり、追加の作業が必要になる場合があります (または高価な金型の特徴) 直す.
スプルーとランナーからの材料廃棄物: プラスチックの大部分が部品に入り込んでいるにもかかわらず、, 一部は水路内で固まります (スプルーとランナー). この廃棄物はリサイクルできる場合もあります, しかし、それでも全体のコストは増加します.
小規模なランニングには不向き: 少数のプロトタイプまたは少量の部品のみが必要な場合, 型を作るコストと時間は通常、価値がありません. そういった場合には, 3D プリントまたは CNC 加工の方が良い選択かもしれません.
それで, 射出成形は大量生産に最適ですが、, 小規模なプロジェクトや、何かをすぐに必要とする場合には必ずしも適しているとは限りません. マラソンランナーのようなものだと考えてください。長距離を走るために作られています。, 短距離走向きではない.
射出成形に関するよくある質問
- 自分のパートに最適なプラスチックを選択するにはどうすればよいですか?
機械的要件を考慮する (強さ, 靭性, 柔軟性), 環境条件 (紫外線への曝露, 化学薬品, 温度), および規制コンプライアンス (食品グレードの用途に対する FDA の承認). - 金型はどのような材料で作ることができますか?
金型は通常、次のものから作られます。 硬化した鋼 大量生産または アルミニウム 少量から中量の実行向け. スチール製の金型は耐久性が高くなりますが、コストが高く、製造に時間がかかります。. - 射出成形は 3D プリントとどう違うのですか?
射出成形: 量産に最適, 低い単位あたりのコスト, 耐久性のある部分, 金型作成後の柔軟性が制限される.
3D印刷: ラピッドプロトタイピングや少量生産に最適, 柔軟な設計, 単位当たりのコストが高い, 成形プラスチックと比較して材料特性が制限されている.
結論
プラスチック射出成形は依然として現代製造の基礎です. 精密な製品を大量に生産する能力, 複雑な部品は、自動車、航空宇宙から消費財、医療機器に至るまでの業界で不可欠なものとなっています。.
機械の構成要素を理解することで, プロセスのワークフロー, 設計上の考慮事項, および材料オプション, エンジニアとメーカーは、コストを削減する情報に基づいた意思決定を行うことができます, 欠陥を最小限に抑える, 高品質の結果を保証します.
プロトタイプ用の 3D プリントと比較する場合でも、完全生産用のスケールアップと比較する場合でも, 射出成形は、利用可能な最も効率的で信頼性の高いプラスチック製造プロセスであることが証明され続けています。.
![]()


1 「」について考えましたプラスチック射出成形の基本について”