薄肉は現代の製造において避けられない設計要件です, 材料消費量を削減するという急務によって推進される, 体重を減らす, 洗練されたデザインを実現, コンパクトなフォームファクター. 従来の通念では、ショートショットなどの成形の問題を解決するために壁を厚くすることが提案されているかもしれませんが、, 反り, または表面欠陥, このオプションは多くの場合、機能によって制限されます。, 美的, またはコストの制約.
薄壁 射出成形 (ツイム) 先端材料を活用した特殊なプロセスです, 高速機械, 流動長と壁の厚さの比率が適切な部品を製造するための精密ツーリング (L/t) 非常に高いです. このガイドでは、TWIM の重要な技術的側面について説明します。, 設計原則をカバーする, 材料の選択, 処理パラメータ, トラブルシューティング, そして実際の産業用途, 部品を確実に大量生産に移行できるようにする.
薄肉射出成形の定義 (ツイム)
何が「薄い壁」を構成するのかについての単一の普遍的な基準はありません。決定は材料のレオロジーの複雑な相互作用に依存します, 部品の形状, そして成形機の能力.
例えば, ある $1.0 \文章{ んん}$ 流動性の高いポリプロピレン製の壁 (PP) 楽に満たせるかもしれない, 一方、高粘度ポリカーボネートでは同じ肉厚ですが、 (パソコン) 慢性的なショートショットを引き起こす可能性がある. 同様に, 小さな, シンプルなカップ付き $1.5 \文章{ んん}$ 壁は簡単に成形できます, しかし長い, 複雑なリブを備えた複雑なハウジングでは、たとえ $2.0 \文章{ んん}$ 壁.
実際に, ほとんどのエンジニアは 2 つのベンチマークに依存しています:
厳密な定義: 壁の厚さ $le 1.0 \文章{ んん}$ (0.04 で。).
より広い定義: 壁の厚さまで $2.0 \文章{ んん}$ (0.08 で。), 特に大型部品や低流動エンジニアリング樹脂で作られた部品の場合.
核となる定義要素: 高いL/t比
薄肉成形を真に定義するものは、 流れの長さと壁の厚さの比 (L/t). この比率は、流路の断面積に対して溶融プラスチックが移動しなければならない距離を測定します。. この比率が $mathbf を超えると{150:1}$, このプロセスでは大幅に高い射出速度が必要です, より大きな型締力, 従来の成形品と比較してより厳密な熱制御が可能.
薄肉 vs. 従来の射出成形
| 特徴 / 要件 | 薄肉成形 (ツイム) | 従来の成形 |
| 一般的な壁の厚さ | $\の 1.0 \文章{–} 2.0 \文章{ んん}$ | $2.5 \文章{–} 4.0 \文章{ んん}$ それ以上 |
| 流れの長さと厚さの比 (L/t) | $\数学{150:1}$ または高 | $100:1$ それ以下 |
| 射出速度 | $\数学{300 \文章{–} 600 \文章{ mm/s}}$ (高速マシンが必要) | $50 \文章{–} 150 \文章{ mm/s}$ (標準油圧) |
| クランプ力 | より高い (キャビティのピーク圧力に耐えるために高いトン数が必要) | より低い (標準トン数で十分) |
| サイクル時間 | $\数学{3 \文章{–} 6}$ 秒 (急速冷却により短縮) | $8 \文章{–} 15$ 秒 |
| 冷却制御 | 非常にきつい, 均一な温度管理が必須 | 要求が少ない, 許容範囲が広い |
| 代表的なアプリケーション | 包装, 医療用使い捨て製品, エレクトロニクスハウジング | 自動車, アプライアンス, 一般部品 |
本質的に, TWIM は単に壁が薄いだけではありません; それは高速です, キャビティを充填する必要があるため、高圧プロセスが必要となります。 溶けたものが凍る前に.
薄肉部品の材料選択
樹脂の選択はおそらく TWIM の成功の最も重要な決定要因です, として 流動性, 剛性, そして 耐熱性 プロセスの実現可能性に直接影響を与える.
高流動樹脂 (商品)
TWIMの定番素材です, 特に以下の壁厚を必要とする部品の場合 $1.0 \文章{ んん}$.
ポリプロピレン (PP): 優れたレオロジー特性を備えています (低粘度のメルト), 食品包装の主な選択肢となっています, キャップ, とコンテナ. 流動性と中程度の耐衝撃性のバランスを提供します。.
ポリスチレン (PS): 同様に優れた流れと優れた透明度を提供します。, 透明なハウジングや使い捨ての実験器具に適しています, ただし、靭性が低いため用途が制限されます.
エンジニアリング樹脂および高耐熱性樹脂
機械的性能や熱安定性を犠牲にできない場合, エンジニアは流動性の低いものに目を向ける必要がある, 高粘度材料.
ポリカーボネート (パソコン): 高い剛性と優れた衝撃強度を実現, 電子機器のハウジングや安全部品に最適. しかし, 溶融粘度が高いため、薄いセクションを一貫して充填するには、大幅に速い射出速度とより高い圧力が必要です。.
ポリエーテルイミド (PEI – ウルテム): 高い使用温度を必要とする航空宇宙または医療用途に使用されます。 ($\文章{まで } \SIM 170^circ text{C}$). 薄肉での PEI の成形には堅牢性が求められます, 強力なマシンと非常に高い, 金型と樹脂の温度を注意深く管理.
| 財産 / 材料 | ポリプロピレン (PP) | ポリスチレン (PS) | ポリカーボネート (パソコン) | ポリエーテルイミド (PEI) |
| 流動性 | 素晴らしい | 素晴らしい | 普通から悪い | 公平 |
| 剛性 | 中くらい | 低から中 | 高い | 非常に高い |
| 耐熱性 | 最大 $sim 100^circ text{C}$ | 最大 $sim 90^circ text{C}$ | 最大 $sim 120^circ text{C}$ | 最大 $sim 170^circ text{C}$ |
| TWの実現可能性 | 一般 | 良い | 限定 (力が必要です) | 可能 (強力なマシンが必要です) |
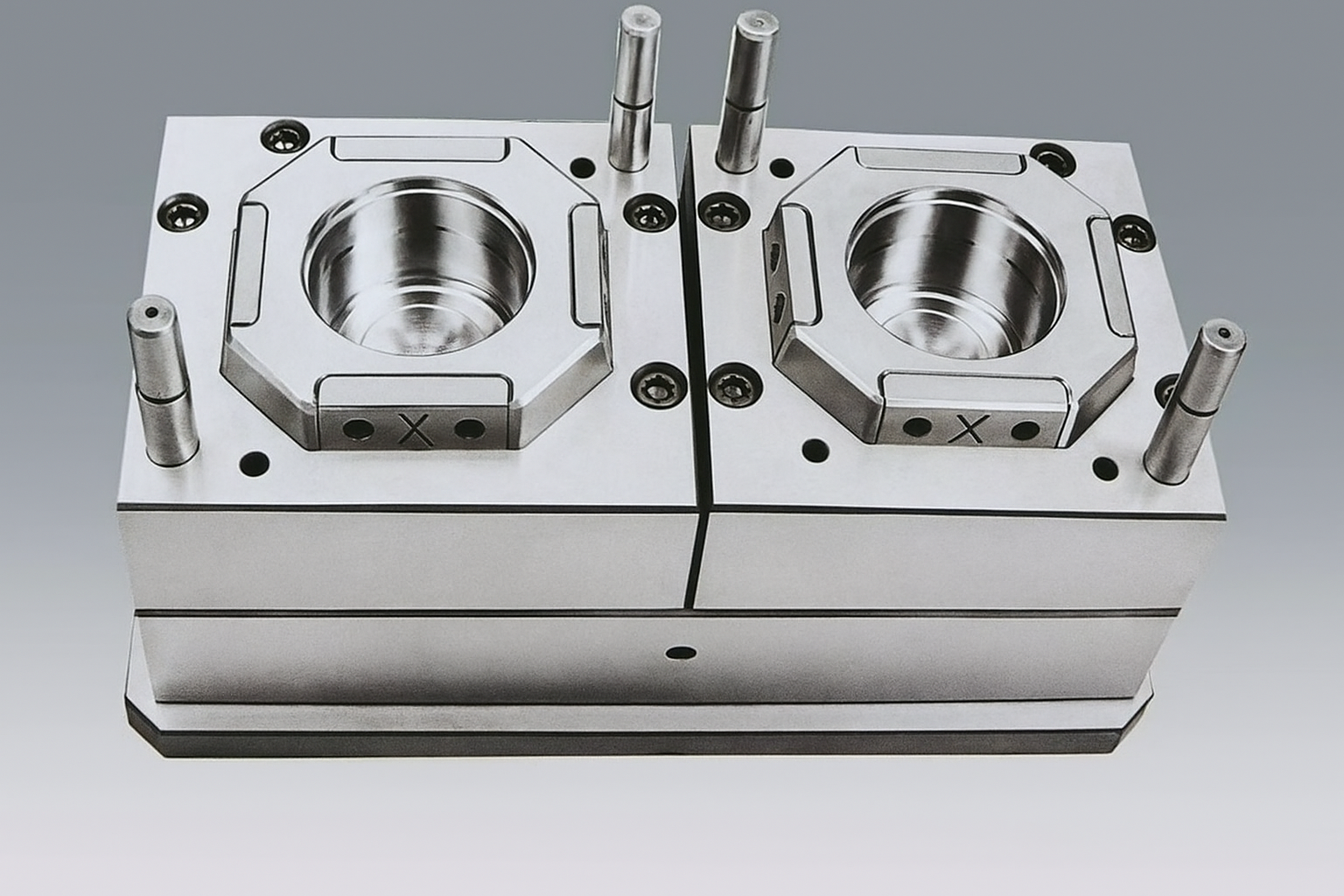
薄肉射出成形の金型設計原則
金型設計はプロセスが真に有効になる場所です, 工具は高いキャビティ圧力に対応する必要があるため, 急速充填, 集中的な熱サイクル.
1. 金型鋼と耐久性
TWIMには焼入れ工具鋼が必要です, のような H13またはS7, より柔らかいグレード以上. 高い射出圧力の組み合わせ ($\数学{\シム 150 \文章{–} 200 \文章{ MPa}}$) そして定数, 高速サイクルの急速な熱負荷には、早期の摩耗を防ぐための耐久性の高いツールが必要です, 浸食, とたわみ.
2. ゲートとランナーの設計
ランナー システムは、圧力損失を最小限に抑え、溶融物をできるだけ早く均一にキャビティに供給する必要があります。.
ホットランナーシステム: これらは強く推奨されます, ランナーの質量を排除し、ゲート直前まで溶融温度を維持するため, 必要な射出圧力を低減し、サイクルタイムを改善します。.
ランナーの断面図: せん断発熱と流れの制限を最小限に抑えるために、従来のランナーよりも幅が広く、より流線型である必要があります。.
ゲーティング: バルブゲート そして エッジゲート よくある. バルブゲートは高精度を提供します, 機械的遮断, これは糸引きを防ぎ、きれいな状態を達成するために不可欠です, 痕跡の少ない門跡. 多くの場合、ゲートは流路を短くし、重要でない領域でフロー フロントが合流するように配置されます。.
3. 通気と冷却
薄い部分は数ミリ秒で固まるので、, 空気の閉じ込めと不均一な冷却が差し迫った脅威となる.
通気: 通気不良はショートショットに直結します (圧力ロック) または火傷跡 (断熱圧縮). 金型設計者は積極的な通気戦略を活用する必要があります, パーティングラインの通気口を含む, マイクロベント 充填終了エリア付近, そして時々バキュームアシスト.
冷却: 反りを防ぐには均一性が最も重要です. 冷却チャネルは密な間隔で高効率でなければなりません. コンフォーマル冷却 (3D キャビティの輪郭に沿った金型インサートをプリント) 金型表面全体で正確な熱バランスを維持するために使用されることが増えています。, 寸法精度を維持しながらサイクルタイムを大幅に短縮します.
処理パラメータとマシン要件
TWIM の成功は、機械とオペレーターが非常に高い電力入力を瞬時に正確に管理できるかどうかにかかっています。.
1. 高速射出成形機
薄い壁は急速に凍結するため、急激な粘度の増加に対処するために高速で射出を行う必要があります。.
射出速度: 機械は通常 $mathbf の範囲の射出速度を維持できる必要があります。{300 \文章{ mm/s} \文章{ そして } 600 \文章{ mm/s}}$.
装置: 全電動またはハイブリッド印刷機 標準的な油圧機械と比較して、優れた精度と加速度でこれらの高い射出速度を実現し、繰り返すことができるため、優勢です。.
2. 重要な処理パラメータ
溶融温度: 最適化する必要があります - 速い流れのために低い粘度を維持するのに十分な温度, ただし、熱劣化や過剰な冷却時間を引き起こすほど高温ではない.
射出速度と射出圧力: 射出速度は、所望の充填時間を達成するために使用される制御変数です (多くの場合 $<0.5$ 秒). 射出圧力は必要な力です, $mathbf のピークに達することが多い{2 \文章{–} 3}$ 従来の成形品の2倍以上, その速度を維持するために必要な.
保持 (パッキング) プレッシャー: フェーズが短い, ただし、急速な体積収縮を補償し、ヒケやボイドを防ぐために、高圧を正確に供給する必要があります。.
金型温度: 厳密な均一性を維持するにはPID制御が必要. 不均一な金型温度は薄肉部品の反りの主な原因です.
| 樹脂 | 融解温度 (∘C) | 金型温度 (∘C) | 射出速度 | メモ |
| ポリプロピレン (PP) | $200 \文章{–} 250$ | $20 \文章{–} 50$ | 非常に高い ($\数学{300 \文章{–} 600 \文章{ mm/s}}$) | 優れた流れ, パッケージングによくある. |
| ポリスチレン (PS) | $180 \文章{–} 240$ | $20 \文章{–} 40$ | 高い ($250 \文章{–} 500 \文章{ mm/s}$) | 良好な透明度, せん断加熱に敏感. |
| ポリカーボネート (パソコン) | $260 \文章{–} 310$ | $80 \文章{–} 120$ | 中~高 ($200 \文章{–} 400 \文章{ mm/s}$) | 硬い, より高い金型温度と強力な機械が必要です. |
| PEI (究極) | $340 \文章{–} 400$ | $140 \文章{–} 180$ | 中くらい ($150 \文章{–} 300 \文章{ mm/s}$) | 高耐熱性能, 正確な熱管理が必要. |
薄肉部品の一般的な欠陥と解決策
TWIMは材料とプロセスウィンドウの限界で動作します, 予測可能なものにつながる, 繰り返し発生する欠陥はフローに関連していることが多い, 冷却, または圧力の不均衡.
1. ショートショット
根本的な原因: 溶融プラスチックの粘度は、薄い部分で冷えるにつれて急激に増加します, 空洞が完全に満たされる前に固化する.
一般的な修正: 注入速度を上げます (充填時間を短縮するために), 溶融温度を上げる, ゲート位置を最適化して流路を短くする, または、より高いメルト フロー インデックスに切り替える (MFI) 樹脂.
2. 反り
根本的な原因: 部品全体の冷却速度の大幅な差によって生じる内部応力 (例えば, 一方の側がもう一方の側よりも早く冷却される) または不均一な流れパターン.
一般的な修正: 冷却チャネルのバランスをとる (コンフォーマル冷却を使用する), 均一な金型温度制御を保証, またはわずかに ピーク射出圧力を下げる 閉じ込められた分子ストレスを下げる.
3. ウェルドライン
根本的な原因: 2 つのフロー フロントが合流する, しかし、プラスチックが冷たすぎるか、空気が閉じ込められています。, 適切な分子の相互拡散と融合を妨げる. これにより、弱い結果が得られます, 目に見える縫い目.
一般的な修正: 樹脂温度または射出速度を上げる (合流点におけるフロー フロントの温度を上昇させる), ゲートの配置を最適化して、ウェルド ラインを重要でない領域に移動します。, そして十分な量を確保する 通気 前線が交わる地点で.
4. ヒケ
根本的な原因: 厚さの変化がある領域での不均一な冷却 (例えば, 薄い壁に厚いリブが取り付けられている). ゆっくりと冷却される厚い部分は、表面が固まった後に収縮します。, 表面を内側に引っ張る.
一般的な修正: 壁の均一性を向上させる (理想的な修正), 保有期間または保有規模を延長する (パッキング) 収縮領域に材料を供給する圧力, または、取り付けられたフィーチャーの厚さを減らす (rib骨).
| 欠陥 | 根本的な原因 | 一般的な修正 |
| ショートショット | 薄い壁は充填前に凍結します | 射出速度/温度を上げる, ゲートを追加する, 高流動性樹脂を使用. |
| 反り | 不均一な冷却, 残留応力 | バランス冷却, 金型温度を調整する, 圧力を下げる. |
| ウェルドライン | 寒流前線, 通気が悪い | 溶解温度を上げる, ゲートを最適化する, 通気口を追加する. |
| ヒケ | 厚いものから薄いものへの移行, ローパック | 壁の均一性を向上させる, 保圧を延長する, リブを再設計する. |
アプリケーションと業界のユースケース

TWIM は大容量の標準的な手法です, コスト重視の, デザイン集約型産業.
包装: これは最大ボリュームのアプリケーションです. からの切り替え $2.5 \文章{ んん}$ 壁に $1.0 \文章{ んん}$ 最大で収穫できる $20\%$ 材料の節約 部位ごとに, 大幅な年間コスト削減と持続可能性の向上につながります. ヨーグルト容器などの製品もございます, 蓋, そしてカトラリー.
医学: 使い捨てに使用される, 注射器などの使い捨てコンポーネント, 診断カートリッジ, および IV コネクタ. このプロセスにより、軽量の製品の高速生産が保証されます。, 無菌部品, PS や COP などの光学的に透明な樹脂を使用することが多い.
家電: 最新のスマートフォンに必要な最小限の厚さを実現するために不可欠, ラップトップ, そしてウェアラブル. TWIM を使用すると、 スリム, 化粧品グレードのエンクロージャ 内部の熱管理要件もサポート.
産業および自動車: 大型の成形能力, 薄いパネルは重要です 車両の軽量化 (インテリアトリム, 楽器パネル) より厳しい燃費と排出量目標を達成するために.
よくある質問
Q1: 流れの長さと厚さが一致するのはなぜですか (L/t) TWIMを定義するための主要な指標である比率?
あ: L/t 比は、金型充填プロセスの難易度を数値化します。. 高い比率 ($mathbf より上{150:1}$) 溶融プラスチックが非常に狭い流路を通って長距離を移動する必要があることを示します. これにより、プラスチックが凍結するまでの射出時間が大幅に制限されます。, TWIM 特有の極端なスピードとプレッシャーを要求する. 対照的に, L/t 比が低いため、より従来の成形パラメータが可能になります.
第2四半期: TWIM では油圧式機械よりも全電動式射出成形機が好まれる理由?
あ: 優れた精度と加速性を実現する全電動プレス. 油圧システムは非常に高い圧力を維持するのに苦労しています, 再現可能な射出速度 ($\数学{300 \文章{–} 600 \文章{ mm/s}}$) 薄い空洞を素早く埋めるために必要. 電動機は各軸にサーボモーターを使用, 優れた速度制御を提供します, プレッシャー, そして位置決め, これは TWIM の狭いプロセスウィンドウを維持するために重要です.
Q3: TWIMにおけるせん断加熱の役割は何ですか, そしてそれは常に利益になりますか?
あ: せん断加熱は、プラスチック溶融物が小さなゲートや薄い壁を超高速で押し通されるときに発生します。, 摩擦と熱を生成します. TWIMで, この追加の熱は溶融粘度を一時的に下げるため有益です。, 流れを助け、早期凍結を防ぎます. しかし, 過度のせん断加熱は材料の劣化を引き起こす可能性があります, 変色, 完成品の内部応力が増加します, 射出速度とゲート サイズを慎重に制御する必要がある.
Q4: コンフォーマル冷却とは, 薄肉部品の反りを最小限に抑えるためになぜそれが不可欠なのか?
あ: コンフォーマル冷却では、金型内に密接に続く冷却チャネルを作成します。 (~に「適合」している) 部品の形状. ストレートドリルチャンネルとは異なります, このアプローチにより、キャビティ表面全体にわたって非常に均一な温度抽出が保証されます。. TWIM の反りは主に冷却速度の差によって引き起こされるため、, コンフォーマル冷却は、部品の温度を迅速かつ一貫して安定させるために不可欠です, 内部ストレスを最小限に抑える, 寸法精度の維持.
Q5: ホールディングの主な目的は何ですか (パッキング) 薄肉成形における圧力段階?
あ: 圧力保持フェーズは 2 つの主な目的を果たします。: 材料の収縮を補償し、キャビティから熱を伝達します。. TWIMではパーツが急速に固まるため, 追加の材料をキャビティに詰め込むために、充填段階後に保持圧力を迅速かつ正確に供給する必要があります。. このアクションにより、体積収縮が最小限に抑えられます, これによりヒケを防止し、部品が意図した寸法と表面仕上げを確実に達成できるようにします。.
Q6: 薄肉金型の場合、ベントの深さはどのくらいにする必要がありますか, そして最も重要なのはどこですか?
あ: プラスチックの流出を防ぐために、通気口は十分に浅くする必要があります (フラッシュ) ただし、空気とガスが逃げるのに十分な深さがあります. 受け入れられる深さの範囲は通常 $mathbf です{0.01 \文章{ んん} \文章{ に } 0.03 \文章{ んん}}$ (または $0.0005 \文章{ で} \文章{ に } 0.001 \文章{ で}$). それらは、次の点で最も重要です。 充填終了エリア ウェルドライン付近, フロー フロントが合流し、閉じ込められた空気が集中する場所.
Q7: 初期ツールのコストが大幅に高い場合、TWIM はどのようにしてコスト効率を高めることができるのでしょうか?
あ: コスト削減は主に 2 つの領域から得られます:
材料の節約: 薄い壁では、部品ごとに必要な樹脂が大幅に少なくなります, 部品の寿命全体にわたる材料コストの大幅な削減につながります.
サイクルタイムの短縮: TWIM により極めて短いサイクルタイムが可能になります (多くの場合 $mathbf{3 \文章{–} 6}$ 秒) 急速冷却と高速射出による. これにより、時間あたりの生産量が大幅に増加します, 特殊工具や高速機械への高額な先行投資を迅速に償却.
結論とパートナーの選択
薄肉射出成形は軽量化を実現する強力な技術です。, もっと早く, 性能や美観を損なうことなく、よりコスト効率の高い製品を実現. 材料使用量の削減とサイクルタイムの大幅な短縮を活用することでこれを実現します。.
しかし, TWIM は基本的に従来の成形に比べて寛容性が劣ります。. 加工ウィンドウが狭いということは、工具や機械への高額な先行投資が必須であることを意味します.
適切な TWIM パートナーの選択
サプライヤーの選択は技術的な決定です, 単なる価格比較ではなく. 成功するパートナーは高速の専門知識を実証する必要があります, 高圧管理.
| 要件 | なぜそれが重要なのか | サプライヤーに求めるもの |
| 高速プレス | 溶融物が凍結する前に薄壁を確実に充填します | $mathbf が可能な電気またはハイブリッド印刷機{\げ 300 \文章{ mm/s}}$ 持続的な射出速度. |
| モールドフロー / シミュレーション | リスクを予測して排除する (ショートショット, 反り) プレツーリング | Autodesk Moldflow や Sigmasoft などのソフトウェアへのアクセス. |
| 高度なツーリングの専門知識 | 効果的な換気に不可欠, ゲート, および冷却戦略 | 社内の工具ショップ、または専門工具ベンダーとの実証済みの長期パートナーシップ. |
| 同様の部品の経験 | 高ストレス条件下での現実世界の能力を証明 | ケーススタディ, CPKデータ, および同様の薄肉プロジェクトからの参照部品. |
軽量化するなら, 材料効率, または大量の出力がプロジェクトの優先事項である, 薄肉射出成形の原理を習得することが不可欠です. 適切なデザインを融合したサプライヤーと提携する, 装置, プロセス調整機能によりスムーズな作業が保証されます。, 設計から量産へのコスト効率の高い移行.
![]()