
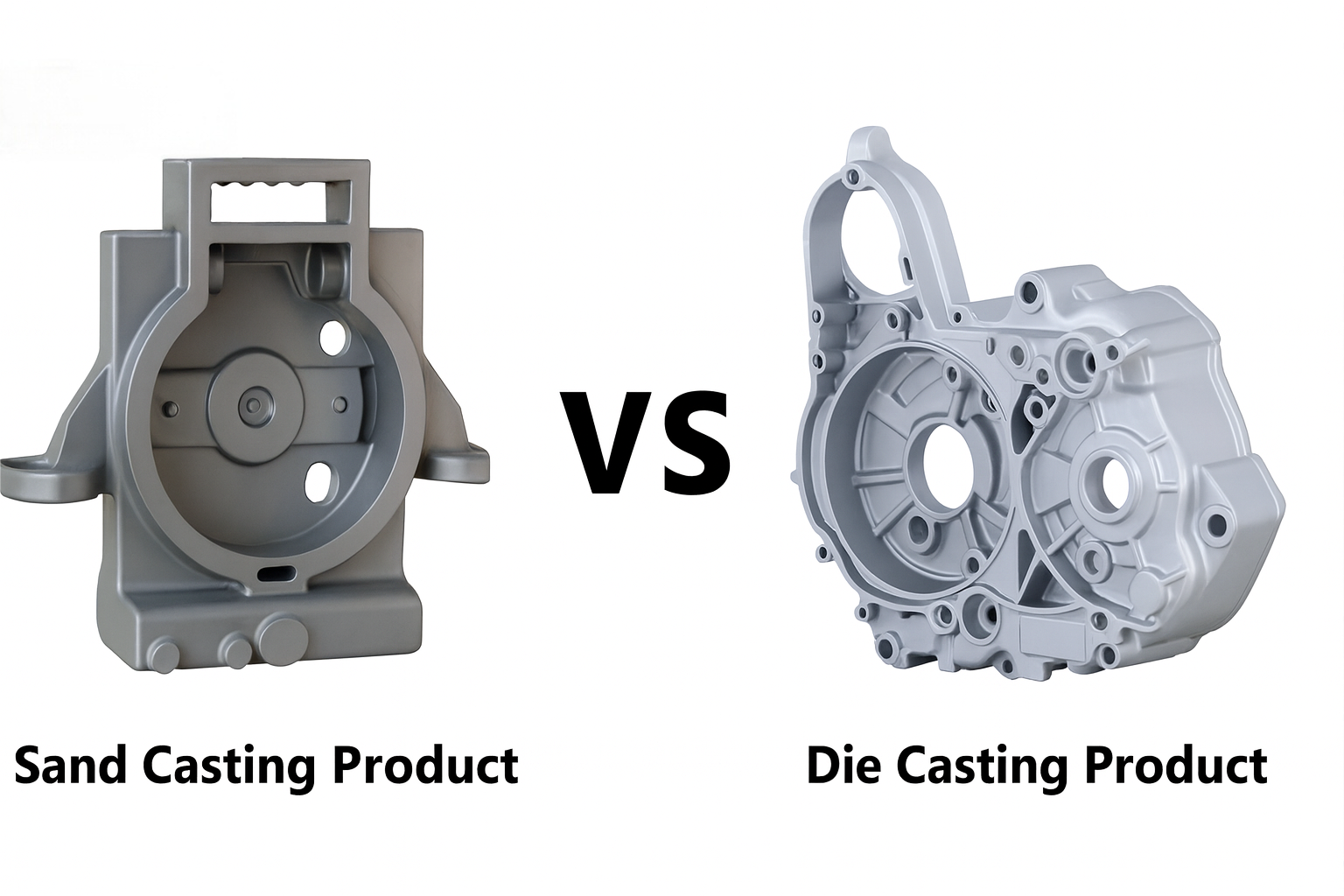
適切な鋳造方法の選択は、製品の最終品質を決定する重要な決定です。, 料金, そして実現可能性. 両方 ダイカスト そして 砂型鋳造 金属製造の基本的なプロセスです, しかし、それらは大きく異なる原理に基づいて動作し、別々の産業要件に対応します。. どちらも、溶融金属を所望の形状に成形するという基本的な目標を達成します。, 製品エンジニアや調達スペシャリストにとって、それらの特有のメカニズムとトレードオフを理解することは不可欠です。.
概要と基本原則
ダイカスト (高圧プロセス)
耐久性に優れたダイカストを採用, 精密に機械加工された 金型 (死ぬ). 溶融金属はこれらの金型に注入されます。 非常に高い圧力 (まで 4,500 psi) そして高速. この圧力により、金属が金型のすべてのキャビティに押し込まれます。, 高度に定義されたフィーチャの作成. 固まったら, ダイが開きます, そしてその部分 (キャスト) 排出される.
砂型鋳造 (大気プロセス)
砂型鋳造, 最も古い鋳造形式, の混合物から作られた型を使用します。 砂, 粘土, そして水 (または化学結合剤). 溶解した金属は、下の金型キャビティに注入されます。 大気圧 (重力だけで). 砂型を破壊して完成品を取り出します, 次のサイクルのために新しい金型を準備する必要があります.
詳細な主な違い
多くの場合、選択は 7 つの主要なパラメータにわたる詳細な比較にかかっています。:
あ. 工具の材質と耐久性
ダイカスト: 金型 (死ぬ) 硬化工具鋼から作られています, 数千回のサイクルに耐えられるように設計されています. この高い耐久性が量産プロセスの効率化の基礎となっています.
砂型鋳造: 型は一時的なものであり、圧縮された砂で作られています, 使い捨て用に設計された. パターン (砂の中に空洞を作るために使用されます) 木でもいい, プラスチック, または金属, より低い初期コストを提供する.
B. 生産量と工具コスト
| パラメータ | 砂型鋳造 | ダイカスト |
| ツーリングコスト (イニシャル) | 低い (通常 $500 に $8,000) | 高い (通常 $8,000 に $80,000 それ以上) |
| サイクル時間 | 遅い (金型の準備/破壊には 5 ~ 10 分が含まれます) | 速い (秒/分で測定されるサイクル) |
| 理想的なボリューム | 低~中 (プロトタイプ, 1 に 500 単位) | 大量生産 (数千から数百万まで) |
| 部品あたりのコスト | より高い | 非常に低い (サイクルタイムが速いため) |
C. 寸法精度と精度
ダイカストで使用される高圧は精度にとって非常に重要です.
ダイカスト: 達成する 優れた寸法精度 (公差は多くの場合±以内 0.05 mmから± 0.15 んん. この精度により、多くの場合、高価な後加工の必要性が最小限に抑えられるか、不要になります。.
砂型鋳造: 精度が低い (公差は通常± 0.8 mmから± 1.5 んん). このプロセスによりフィット感が緩くなり、より大きなサイズが必要になります 加工代 (その後の CNC 加工のために追加の材料が追加されました).
D. 表面仕上げと肉厚
表面仕上げ:
ダイカスト: を生成します。 素晴らしい, 滑らかな仕上げ (できるだけ低い 1 μm) 型から出してすぐ, 多くの場合、仕上げは必要ありません.
砂型鋳造: 去るa 粗い, 粗い表面 砂型の質感により, 大規模な清掃が必要な, 研削, またはショットブラスト.
肉厚:
ダイカスト: 非常に生産能力が高い 薄い壁 (ほど薄い 0.5 んん), 軽量設計を可能にする.
砂型鋳造: 限定 厚い壁 (通常 3 mm以上) 適切な流れを確保し、凝固欠陥を防止します.
E. 内部の品質と強度
ダイカスト: 高圧射出により内部の気孔を最小限に抑えます。 (エアギャップ). これにより、密度が高くなります, より強い部分 優れた機械的特性 より一貫した内部構造.
砂型鋳造: 金属は重力で流し込まれるため、, エアポケットと多孔性が一般的です. 全体的な材料強度は同等かもしれませんが、, 内部欠陥のリスクが高くなります, 一貫性と疲労寿命に影響を与える可能性があります.
F. 材料の選択とサイズの制約
材料の制限 (合金への優しさ):
ダイカスト: 主に以下に限定されます 低融点合金 アルミニウムなどの (アル), 亜鉛 (亜鉛), マグネシウム (マグネシウム), と銅 (銅) 合金. 高融点鉄金属 (鋼のように) 金属ダイを急速に損傷するため、一般に互換性がありません。.
砂型鋳造: 汎用性が高く、 合金に優しい. ほぼ使えます あらゆる金属, 鋼や鋳鉄などの高温鉄合金を含む, 砂型は一度使用すると壊れてしまうため、.
サイズの制約:
ダイカスト: 通常は以下に限定されます 中小型部品 (例えば, エンジンブロック, トランスミッションのケース, ハウジング).
砂型鋳造: に最適です 非常に大きなコンポーネント (例えば, 巨大なポンプケーシング, 大型機械ベース, 船のプロペラ), 金型のサイズを簡単に拡大縮小できるため.
適切なプロセスの選択
最適な選択は、最終コンポーネントの主要な要件に優先順位を付けることによって決定されます。:
| 主な要件が次の場合… | 選ぶ… | 理論的根拠 |
| 高い生産量 | ダイカスト | 最速のサイクルタイム (最高のスループット). |
| 工具予算が低い / クイックスタート | 砂型鋳造 | 最小限の初期投資と迅速なパターン作成. |
| 優れた表面仕上げ / 薄い壁 | ダイカスト | 圧力射出により滑らかな表面が作成され、より薄い設計が可能になります. |
| 鋳鋼または鋳鉄 | 砂型鋳造 | 鉄合金の高い溶解温度に対応可能. |
| 非常に大きな部品サイズ | 砂型鋳造 | スケーラブルな金型サイズと、巨大なコンポーネントの単位体積あたりのコストの削減. |
| 厳しい公差 & 最小限の加工 | ダイカスト | 本質的に高い精度と優れた再現性. |
代表的なアプリケーション
ダイカストの用途: 自動車 (エンジンブラケット, トランスミッションハウジング, ピストン), エレクトロニクス (ヒートシンク, エンクロージャ), 電動工具, 医療機器, とおもちゃ.
砂型鋳造の用途: 大型バルブ, エンジンブロック, 農機具フレーム, 工作機械ベース, および専門的な、または プロトタイプ 早くて安く必要な部品.
要約すれば, ダイカストは高速です, 大量生産向けの高精度ソリューション, 小~中部品, その間 砂型鋳造は柔軟です, プロトタイプ向けの低コストオプション, 低容量の実行, 非常に大きなコンポーネント あらゆる合金から作られています.
よくある質問
1. ダイカストが一般的にアルミニウムや亜鉛などの低融点合金に限定されるのはなぜですか?
ダイカストの用途 金型 硬化鋼製. 高融点金属の場合 (鋼鉄や鋳鉄のような) 使用されました, 極度の熱により金属ダイが急速に侵食される可能性があります (と呼ばれるプロセス 熱疲労または「熱チェック」), 金型の寿命が大幅に短縮され、メンテナンスコストが増加します. したがって, ダイカストの費用対効果が高いのは、溶融温度が低い合金を使用した場合のみです。, アルミニウムなどの (アル), 亜鉛 (亜鉛), とマグネシウム (マグネシウム).
2. 後加工を行った場合、砂型鋳造でもダイカストと同じ精度を達成できますか?
後加工中 (例えば, CNCを使用して) 砂型鋳物の寸法誤差や粗い表面仕上げを修正できます。, を達成する 同じレベルの精度 として as-cast ダイキャスト部品は多くの場合、 非実用的で高価な. 砂型鋳物には大きなものが必要です 取り代 (余分な材料) キャストのばらつきを補正するため. CNC を使用してこの材料を除去すると、大幅な時間とコストがかかります, 多くの場合、砂型鋳造プロセスの初期節約が無効になります.
3. 砂型鋳造時の表面粗さの主な原因は何ですか?
砂型鋳造の粗さの原因は次のとおりです。 金型素材そのもの. キャビティを作成するために使用される砂の粒子は比較的粗い. 溶融金属がキャビティを満たすとき, その表面の質感は砂粒の粗い質感を反映しています。, マットな仕上がりになります, 粒状, 凹凸のある表面.
4. なぜ内部欠陥が起こるのか (気孔率) ダイカストよりも砂型鋳造で一般的?
砂型鋳造では, 下に金属が流し込まれている 重力 (大気圧). 固化中, 気泡が閉じ込められる可能性がある, またはひけ巣が比較的容易に形成される可能性がある, につながる 気孔率. で ダイカスト, の 非常に高い射出圧力 金属が固まるときに圧縮します, 空気とガスを強制的に排出し、密度がより高くなります。, 空隙率を最小限に抑えた、より構造的に健全な内部構造.
5. 大型部品の少量生産向け, サイクルタイムが遅いにもかかわらず、砂型鋳造のコストが安くなる要因は何ですか?
大型部品の少量生産向け, 耐久性のあるものを作るには高いコストがかかる, 精度 金型 ダイカストの場合は莫大な費用がかかります. 砂型鋳造は工具が必要なため安価です。 (の パターン 砂型を作るのに使用しました) 木材などの安価な材料で作られることが多い, プラスチック, または泡, 代替プロセスに必要な大規模な鋼製金型と比較して、最小限の資本投資に相当します。.
6. 2 つのプロセス間で冷却速度はどのように異なりますか, そしてなぜそれが重要なのでしょうか?
ダイカスト: 溶けた金属が冷気と接触する, 密集 金型, 結果として非常に 急速冷却. この急速冷却により、多くの場合、表面近くにより細かい粒子構造が生成されます。 (「チルゾーン」), 表面硬度と強度を向上させることができます.
砂型鋳造: 溶けた金属は多孔質で囲まれています, 絶縁 砂, 結果として多くのことが起こる 冷却速度が遅い. ゆっくりと冷却すると粒子構造が粗くなり、内部欠陥のリスクが高まる可能性があります。.
7. 持続可能性を考えるとき, どのプロセスがより環境に優しいのか?
どちらのプロセスにも環境要因があります:
ダイカスト: 大型の金型を高温に保つ必要と高圧システムにより、非常にエネルギーを消費します。. しかし, 金型は何十万もの部品に再利用可能です.
砂型鋳造: 一次廃棄物は大量の使用済み廃棄物です。, 廃棄またはリサイクルする必要がある使用済みの砂.
一般的に, ダイカストは材料の無駄が極めて少ないため、大量生産においてより持続可能であると考えられています。, 高い再現性, 工具寿命が長いため、代替プロセスで砂を継続的に消費する場合と比較して、製造される部品ごとの全体的な廃棄物が少なくなります。.
![]()

1 「」について考えましたダイカストとダイカストの完全ガイド. 砂型鋳造: 適切な製造プロセスの選択”