A dobra de alumínio é um processo de fabricação crítico que envolve a transformação de perfis ou folhas retas de alumínio em formatos específicos por meio de força mecânica.. Porque alumínio possui uma estrutura cristalina única, alcançar uma dobra perfeita sem fissuras requer um conhecimento profundo da ciência dos materiais e das técnicas mecânicas.
EU. Fatores críticos que afetam o processo de dobra
A dobragem de alumínio bem-sucedida depende de mais do que apenas a máquina; depende da física do material:
Formabilidade: Esta é a capacidade inerente de uma liga sofrer deformação plástica sem fraturar.. Fatores como a estrutura do grão e a composição química determinam se um metal irá “fluir” ou “quebrar” durante uma curvatura.
Alongamento: Medido como uma porcentagem durante o teste de tração, alongamento indica quanto o metal pode esticar antes de quebrar. Ligas de alto alongamento são muito mais tolerantes durante curvaturas com raios apertados.
Raio de curvatura vs.. Grossura: O “Raio Mínimo de Curvatura” é o menor raio no qual uma folha pode ser dobrada sem falhar. Geralmente, materiais mais espessos requerem raios de curvatura maiores para evitar que a superfície externa exceda sua resistência à tração final.
II. Melhores ligas de alumínio para dobra
Nem todo alumínio é criado da mesma forma. Os elementos de liga (Manganês, Magnésio, Silício) mudar drasticamente a forma como o metal reage ao estresse:
1. 3003 Series (Liga de Manganês)
Esta é sem dúvida a melhor liga de dobra de “uso geral”. É altamente funcional e oferece resistência moderada.
Características: Alta ductilidade, excelente resistência à corrosão.
Formulários: Equipamento químico, cobertura, e trocadores de calor.
2. 5052 Series (Liga de magnésio)
Mais forte que o 3003 série, 5052 é um favorito para trabalhos estruturais em chapa metálica.
Características: Excelente resistência à fadiga e resistência a ambientes marinhos. Mantém bem a sua forma depois de dobrado.
Formulários: Hardware marítimo, tubos hidráulicos, e equipamentos médicos.
3. 6061 Series (Liga de magnésio e silício)
Enquanto 6061 é o alumínio “estrutural” mais comum, é notoriamente difícil de dobrar. É propenso a rachar, a menos que sejam usados temperamentos específicos ou métodos de pré-aquecimento.
Formulários: Estruturas aeroespaciais, quadros automotivos, e pontes pesadas.
III. Compreendendo os temperamentos e prevenindo o fracasso
O Temperamento (a dureza ou estado do metal) é tão importante quanto a própria liga.
Ó (Recozido): O estado mais suave, mais fácil de dobrar, mas oferece baixa resistência estrutural.
abril/sexta (Tratado termicamente): Fornece alta resistência, mas torna o material quebradiço e propenso a rachaduras durante a flexão.
Dicas para prevenir rachaduras:
Dobre o grão: Como madeira, o alumínio tem uma direção de “grão” proveniente do processo de laminação. Dobrar perpendicularmente ao grão reduz a chance de falha.
Use lubrificação: Reduz o atrito entre o metal e a matriz, evitando danos à superfície.
Pré-aquecimento: Para ligas de alta resistência como 6061, aquecer o material a uma temperatura específica pode aumentar temporariamente a ductilidade.
4. Comparação de métodos de dobra industrial

Dependendo da geometria da peça (planilha versus. tubo), diferentes abordagens mecânicas são necessárias:
| Método | Como funciona | Melhor para |
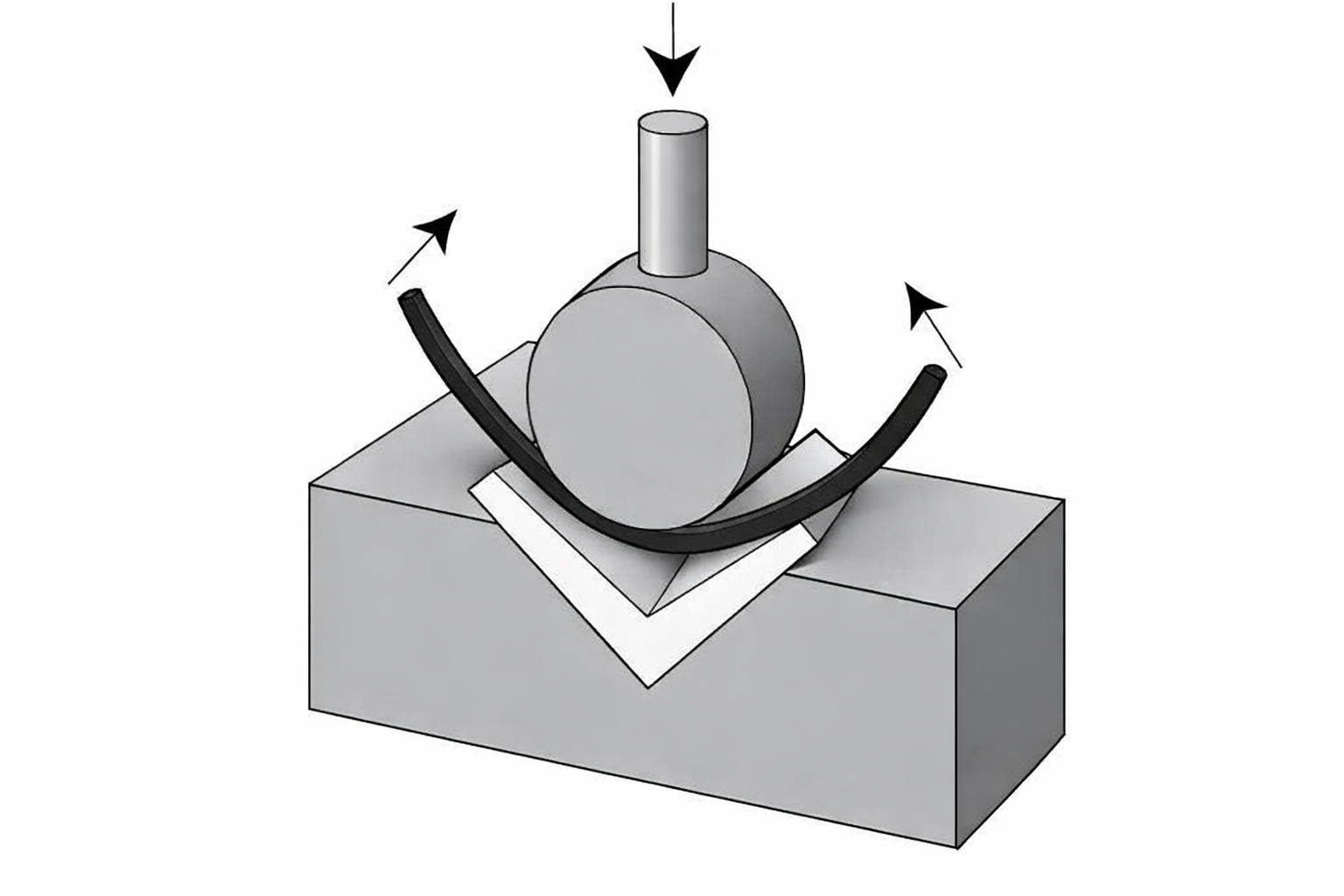
| Pressione o freio | Um punção força a folha em uma matriz em forma de V. | Lençóis grandes, ângulos de alta precisão. |
| Dobragem de rolo | O alumínio passa por três rolos giratórios. | Curvas de raio grande, cilindros, e aros. |
| Sorteio Rotativo | O metal é preso a uma matriz rotativa e puxado em torno dela. | Tubulação de raio apertado (escapamentos, corrimãos). |
| Formação de estiramento | A peça é agarrada e esticada sobre um bloco de formulário. | Grande, curvas complexas com retorno elástico mínimo. |
| Compressão | Uma sapata limpadora envolve o material em torno de uma matriz estacionária. | Produzindo dobras idênticas em ambas as extremidades de uma peça. |
V. Principais aplicações do alumínio dobrado
Automotivo: Os painéis da carroceria e as estruturas estruturais contam com alumínio dobrado para manter os veículos leves e com baixo consumo de combustível.
Aeroespacial: As nervuras da fuselagem e longarinas das asas são frequentemente criadas usando estiramento para garantir alta precisão.
Construção: Os caixilhos das janelas e o revestimento arquitetônico utilizam dobramento de três rolos para curvas estéticas.
Eletrônicos: Dissipadores de calor e gabinetes são frequentemente fabricados através de flexão de prensa dobradeira.
Perguntas frequentes
1. Por que o alumínio “salta para trás” depois que eu o dobro?
Springback ocorre porque todos os metais têm algum grau de elasticidade. Quando a força de flexão é liberada, a tensão elástica interna faz com que a peça retorne parcialmente à sua forma original. Para compensar, os operadores devem “dobrar demais” a peça em alguns graus.
2. Posso dobrar o alumínio 6061-T6 sem rachar?
É difícil. 6061-T6 é muito frágil. Para dobrá-lo com sucesso, você geralmente precisa de um raio de curvatura muito maior (pelo menos 3 vezes para 6 vezes a espessura) ou você deve recozê-lo para uma têmpera “W” ou “O” antes de dobrá-lo.
3. Qual é a vantagem da dobragem rotativa sobre a dobragem por rolo?
A dobra rotativa usa um mandril (uma inserção sólida dentro do tubo) o que evita que o tubo entre em colapso ou enrugue. É muito melhor para apertado, curvas precisas em tubos, enquanto a dobra do rolo é melhor para grandes, arcos abrangentes.
4. Dobrar o alumínio o torna mais fraco?
A dobra na verdade causa “endurecimento por trabalho” no local da dobra, o que aumenta a dureza e a resistência à tração naquela área específica. No entanto, se a curva for muito acentuada, pode introduzir microfissuras que comprometem a integridade estrutural.
5. Como posso saber a “Direção do Grão” de uma chapa de alumínio?
Na maioria das folhas laminadas a frio, o grão corre paralelo à direção em que a folha foi enrolada. Muitas vezes você pode ver linhas longitudinais fracas na superfície. Para a curva mais forte, você deve orientar sua linha de dobra em 90° em relação a essas linhas.