
Moldagem por injeção de plástico é um dos processos de fabricação mais utilizados para a produção de peças plásticas em escala. Envolve a injeção de material termoplástico fundido em um molde, permitindo que esfrie e solidifique em uma forma precisa. Este processo permite que os fabricantes produzam milhões de componentes idênticos rapidamente, com alta precisão e custo por unidade relativamente baixo, uma vez que o molde é construído.
A moldagem por injeção é especialmente valiosa para produtos com geometrias complexas – características como paredes finas, costelas, tópicos, e juntas de encaixe instantâneo podem ser obtidas com um único ciclo. Comparado com outros métodos como usinagem ou até impressão 3D, moldagem por injeção oferece eficiência incomparável para produção em larga escala. Embora a impressão 3D seja útil para prototipagem ou execuções de baixo volume, moldagem por injeção domina em indústrias onde a velocidade, repetibilidade, e durabilidade são cruciais.
Como funciona
O processo de moldagem por injeção de plástico opera em um circuito contínuo. Cada ciclo inclui as seguintes etapas principais:
Alimentação: Pellets termoplásticos são carregados na tremonha.
Fusão: Os pellets são aquecidos dentro do barril, onde o parafuso alternativo os mistura e comprime até derreter.
Injeção: O parafuso empurra o material fundido através do bico para a cavidade do molde sob alta pressão.
Enchimento e Ventilação: O plástico preenche todos os detalhes da cavidade do molde enquanto o ar escapa pelas aberturas.
Resfriamento: O molde tem temperatura controlada para que a peça solidifique uniformemente sem empenar.
Ejeção: Uma vez resfriado, a placa móvel abre, e os pinos ejetores empurram a peça acabada para fora.
Este ciclo se repete rapidamente - de alguns segundos a alguns minutos, dependendo do material, Tamanho da peça, e complexidade.
Componentes de uma máquina de moldagem por injeção
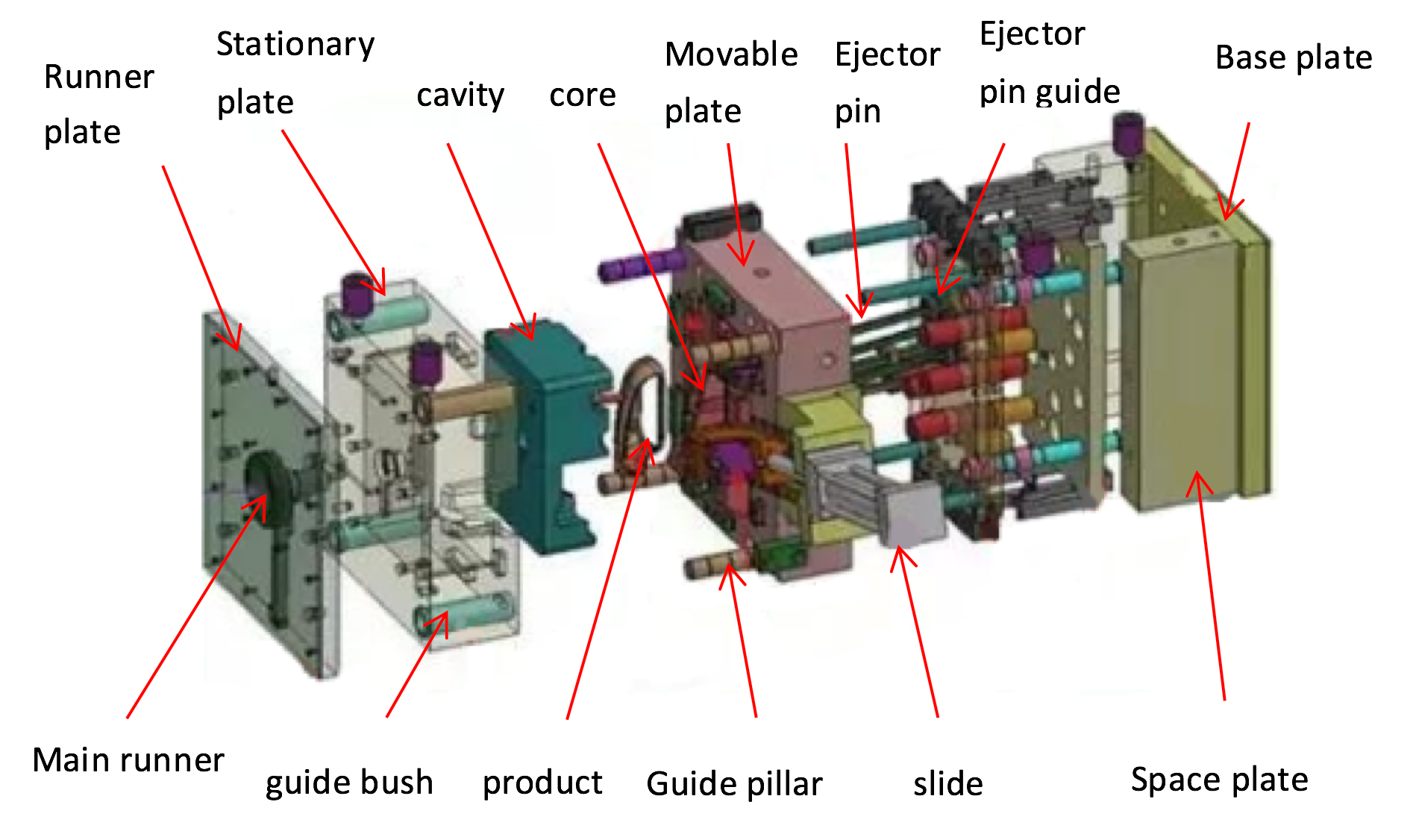
Componentes de uma máquina de moldagem por injeção
As máquinas de moldagem por injeção são compostas por vários componentes essenciais, cada um com uma função distinta:
Funil: Uma abertura em forma de funil onde os pellets de plástico são carregados. Muitas vezes equipado com um secador para remover a umidade.
Barril: Uma câmara cilíndrica envolta em aquecedores onde os pellets são derretidos.
Parafuso Alternativo: Uma rotação, eixo em forma de saca-rolhas que mistura, compressas, e empurra o plástico derretido para frente.
Aquecedores: Faixas de aquecimento externas ao redor do cano que controlam com precisão a temperatura.
Bocal: Um aquecido, saída cônica que direciona o plástico derretido para dentro do molde.
Mofo: Um bloco de aço ou alumínio usinado com precisão, geralmente consistindo de duas metades (núcleo e cavidade). Contém canais de resfriamento, ejetores, e aberturas de ventilação.
Cavidade do Molde: O espaço oco dentro do molde que dá forma à peça final.
Placa Móvel: Uma placa deslizante que fecha o molde durante a injeção e o abre depois.
Sprue, Corredores, e portões: Canais que guiam o plástico derretido do bico para a cavidade do molde.
Sistema Ejetor: Pinos ou placas que empurram a peça resfriada para fora do molde.
Compreender esses componentes é fundamental para solucionar problemas de produção, melhorando a eficiência, e garantindo a qualidade do produto.
Tipos de moldagem por injeção
Tipos de moldagem por injeção
Nem todas as moldagens por injeção são iguais. Dependendo do que você está fazendo, existem diferentes versões do processo que podem fornecer resultados especiais. Aqui estão alguns dos tipos mais comuns:
Moldagem por injeção padrão
Este é o método “clássico” que a maioria das pessoas pensa. Pelotas de plástico são derretidas, injetado em um molde, resfriado, e ejetado. É usado para produtos de uso diário, como tampas de garrafas, brinquedos, e peças do carro.
Sobremoldagem
Com sobremoldagem, você molda um material sobre outro. Por exemplo, você pode cobrir uma alça de plástico rígido com um pano macio, punho emborrachado. Isso é comum em escovas de dente, ferramentas elétricas, e utensílios de cozinha.
Inserir Moldagem
Aqui, uma peça pré-fabricada (como um parafuso de metal ou uma inserção roscada) é colocado dentro do molde, e o plástico é moldado em torno dele. Economiza tempo e torna mais forte, peças mais confiáveis. Pense em conectores elétricos ou caixas de plástico com inserções metálicas integradas.
Moldagem por injeção assistida por gás
Este método usa gás (geralmente nitrogênio) para empurrar o plástico derretido para dentro do molde. Cria seções ocas dentro da peça, o que o torna mais leve e usa menos material - perfeito para itens como braços de cadeiras ou peças automotivas.
Moldagem de parede fina
Como o nome sugere, isto é para peças com paredes muito finas, como embalagens de alimentos ou recipientes médicos. Precisa de um controle muito preciso porque o plástico precisa fluir rapidamente antes de esfriar.
Moldagem por microinjeção
Isto é para fazer peças super minúsculas, às vezes menor que um grão de arroz. É frequentemente usado em dispositivos médicos, eletrônicos, ou pequenos componentes mecânicos.
Moldagem por injeção de reação (ARO)
Em vez de termoplásticos, este processo utiliza materiais termofixos líquidos que reagem quimicamente dentro do molde para formar a peça. É frequentemente usado para grandes, peças leves, como pára-choques automotivos.
Cada tipo tem seus prós e contras, mas juntos eles mostram o quão flexível a moldagem por injeção pode ser. Se você precisa de um painel gigante para carro, um punho de escova de dentes, ou um componente de microchip, provavelmente existe um método de moldagem adequado ao trabalho.
Princípios básicos de design para moldagem por injeção
Quando se trata de moldagem por injeção, um bom design é tudo. Se a peça não for projetada com o processo em mente, você pode acabar com defeitos, dinheiro desperdiçado, ou um molde que não funciona de jeito nenhum. A boa notícia é que existem algumas regras simples que tornam o seu design “amigável à moldagem”.
Aqui estão os princípios básicos:
Mantenha a espessura da parede consistente
O plástico não gosta de fluir para áreas com grandes mudanças de espessura. Paredes grossas esfriam mais lentamente que as finas, o que pode causar empenamento, marcas de pia, ou rachaduras. Tente manter as paredes com a mesma espessura em todos os lugares, ou faça transições graduais se não puder.
Adicionar ângulos de inclinação
Um ângulo de inclinação é uma ligeira conicidade (geralmente 1–3 graus) em paredes verticais. Sem isso, a peça adere ao molde como uma ventosa, dificultando a ejeção. Um pequeno ângulo torna a liberação suave e fácil.
Evite cantos afiados
Cantos agudos de 90° são pontos fracos onde a tensão aumenta, e dificultam o fluxo do plástico. Cantos arredondados são mais fortes, mais fácil de moldar, e reduzir o risco de rachaduras.
Use costelas para fortalecer
Em vez de tornar uma parede mais espessa (que desperdiça material), você pode adicionar costelas finas para suporte. Isso torna a peça mais resistente sem adicionar muito peso ou custo.
Plano para cortes inferiores
Cortes inferiores (formas que “travam” a peça dentro do molde) pode complicar as coisas. Às vezes você precisa de slides, levantadores, ou projetos de moldes especiais para lidar com eles - o que significa mais custos. Se possível, evite cortes inferiores ou encontre uma maneira mais simples de obter a mesma função.
Adicione saliências e inserções da maneira certa
Chefes (cilindros elevados para parafusos ou fixadores) deve ser apoiado com nervuras para evitar quebra. Se você precisar de inserções de metal, planeje sua colocação com cuidado para que se moldem de maneira limpa.
Pense em ejeção
Sua peça precisará ser empurrada para fora do molde por pinos ejetores. Coloque recursos como costelas, chefes, e paredes de uma forma que não lute contra este processo de ejeção.
Use dobradiças vivas com sabedoria
Se você precisar de uma conexão flexível (como em uma tampa de garrafa flip-top), finas seções de plástico chamadas dobradiças vivas podem ser projetadas na peça. Mas eles só funcionam bem com certos plásticos (como polipropileno).
Seguir estes princípios simples torna sua peça mais fácil de moldar, mais barato para produzir, e menos probabilidade de falhar no uso real. Resumidamente: projete de forma inteligente desde o início, e seu molde (e carteira) vou agradecer mais tarde.
O processo de moldagem por injeção em detalhes
O processo de moldagem por injeção em detalhes
O processo é mais do que simplesmente injetar plástico em um molde – é um sistema cuidadosamente equilibrado de calor, pressão, e resfriamento:
Carregando: Pelotas cruas entram no funil, às vezes pré-colorido ou misturado com aditivos (por exemplo., Estabilizadores UV, retardadores de chama).
Fusão: O parafuso gira dentro do cilindro aquecido, derretendo gradualmente e misturando os pellets em um estado fundido homogêneo.
Fase de injeção: O parafuso avança como um êmbolo, empurrando o plástico derretido através do bocal para dentro da cavidade do molde a pressões que variam de 500 para 20,000 psi.
Pressão de retenção: Assim que o molde estiver preenchido, pressão adicional é aplicada brevemente para compensar o encolhimento do material à medida que ele esfria.
Fase de resfriamento: O sistema de resfriamento do molde (muitas vezes canais de água) mantém uma temperatura constante, solidificando a peça uniformemente.
Ejeção: A placa separa, pinos ejetores liberam a peça, e o ciclo reinicia imediatamente.
Este ciclo repetível garante produção de alto volume com tempo de inatividade mínimo.
Introdução à moldagem por injeção
1. Fase de projeto
O design do produto é a base de uma moldagem por injeção bem-sucedida. Os engenheiros normalmente criam modelos CAD que seguem diretrizes específicas de moldagem:
Incluir recursos funcionais: chefes, costelas, juntas de encaixe, e dobradiças vivas.
Mantenha a espessura uniforme da parede: para evitar deformações e marcas de afundamento.
Use ângulos de inclinação: em superfícies verticais para facilitar a ejeção.
Evite riscos de design: como cantos afiados, mudanças extremas de espessura, Undercuts, ou buracos mal colocados.
Seguindo Design para fabricação (DFM) princípios nesta fase reduz o custo, melhora a longevidade do molde, e garante resultados consistentes.
2. Molde de ferramentas
O molde é a parte mais cara e demorada de todo o processo. Normalmente é feito de aço temperado ou alumínio usando usinagem CNC de precisão e EDM (usinagem de descarga elétrica).
Complexidade: O projeto do molde deve levar em conta a geometria da peça, canais de resfriamento, sprues, corredores, e sistemas ejetores.
Prazo: A fabricação e aprovação podem levar de 12 a 20 semanas ou mais.
Custo: Um molde pode variar de alguns milhares a várias centenas de milhares de dólares, dependendo do tamanho e da complexidade..
Porque modificar um molde é caro, é fundamental finalizar o projeto antes do início da usinagem.
Materiais Compatíveis
A moldagem por injeção é altamente versátil, com dezenas de termoplásticos disponíveis. Cada material oferece mecânica única, térmico, e propriedades químicas.
Materiais e aplicações comuns
Polipropileno (PP): Leve, resistente à fadiga; usado em peças automotivas, recipientes, e têxteis.
Polietileno de alta densidade (PEAD): Forte, durável, resistente à umidade; usado em garrafas, brinquedos, e tubos.
Poliestireno (PS): Baixo custo, fácil de moldar, mas quebradiço; usado em embalagens e produtos descartáveis.
Acrilonitrila butadieno estireno (abdômen): Difícil, usinável; popular em peças de automóveis, caixas eletrônicas, e brinquedos como peças de LEGO.
Policarbonato (computador): Alta resistência ao impacto e transparência; usado em óculos, dispositivos médicos, e iluminação automotiva.
Nylon (PA): Forte, resistente ao desgaste; usado em engrenagens, rolamentos, e têxteis.
PVC: Resistente a chamas e rígido; usado em tubos, piso, e isolamento elétrico.
Plásticos avançados (OLHADINHA, PEI, PPS): Materiais de alto desempenho com resistência térmica e química; usado no aeroespacial, automotivo, e indústrias médicas.
Acabamentos de Superfície para Peças Moldadas

Acabamentos de Superfície para Peças Moldadas
Quando você faz algo com moldagem por injeção, a aparência da parte final realmente importa. É onde acabamentos de superfície entre. O “acabamento” é basicamente o quão suave, brilhante, ou texturizado a parte externa da sua peça parece e sente. Não se trata apenas de aparência, embora - também pode afetar o funcionamento da peça, quão forte é, e até como é fácil de limpar.
Aqui estão alguns dos acabamentos de superfície mais comuns que você encontrará:
Alto brilho / Acabamento Polido
Este é o suave, acabamento espelhado que faz com que as peças pareçam brilhantes e elegantes. É ótimo para produtos onde a aparência é importante, como capas de telefone ou interiores de carros. A desvantagem? O polimento leva tempo e pode custar mais.
Acabamento fosco
Um acabamento fosco parece mais suave, com menos brilho. É bom para produtos onde você não quer impressões digitais por toda a superfície. Também é mais agradável aos olhos e dá às peças um aspecto moderno, aparência limpa.
Acabamento Texturizado
Pense nisso como dar um “controle” à sua parte. A textura pode tornar algo menos escorregadio, esconder arranhões, ou apenas dê um design legal. As texturas são frequentemente adicionadas com padrões especiais no molde.
Acabamento semibrilhante
Bem no meio entre brilhante e fosco. É uma escolha prática quando você deseja um equilíbrio entre estilo e função sem ir muito longe em nenhuma direção.
Acabamentos Especiais
Às vezes, você precisa de algo mais personalizado, como padrões, logotipos, ou até mesmo texturas semelhantes a couro. Isso pode fazer com que os produtos se destaquem e pareçam mais premium.
💡 Por que os acabamentos de superfície são importantes:
Eles afetam a forma como as pessoas veem e se sentem em relação ao produto.
Eles podem melhorar a usabilidade, como tornar uma alça mais fácil de segurar.
Eles podem até aumentar a durabilidade, escondendo o desgaste.
Então, quando você está projetando uma peça moldada, não pense apenas na forma - pense também no acabamento. Muitas vezes é o pequeno detalhe que faz uma grande diferença.
Por que a moldagem por injeção é boa?

Por que a moldagem por injeção é boa?
Se você já se perguntou por que tantos produtos são feitos com moldagem por injeção, a resposta é simples – é rápido, eficiente, e confiável. Uma vez que o molde é construído, você pode ganhar milhares (ou até milhões) de peças idênticas sem desacelerar.
Aqui estão alguns dos principais motivos pelos quais as pessoas adoram esse processo:
Velocidade: Cada ciclo leva apenas segundos a minutos. Isso significa enormes números de produção em pouco tempo.
Consistência: Cada parte sai quase exatamente igual, o que é ótimo quando você precisa de tolerâncias restritas.
Formas complexas: A moldagem por injeção pode lidar com projetos que seriam realmente difíceis – ou mesmo impossíveis – de serem feitos com outros métodos, como pequenos clipes, paredes finas, ou dobradiças vivas.
Escolhas de materiais: Você pode escolher entre uma ampla variedade de plásticos, desde plásticos de uso diário, como o polipropileno, até plásticos de engenharia avançados usados na indústria aeroespacial ou em dispositivos médicos.
Baixo custo por peça: O molde pode ser caro no início, mas quando estiver pronto, o custo de cada peça cai muito – perfeito para produção em massa.
Peças fortes e duráveis: Plásticos moldados podem ser resistentes, flexível, resistente ao calor, ou até mesmo transparente, dependendo do material que você escolher.
Resumidamente, moldagem por injeção é boa porque dá a você velocidade, precisão, e flexibilidade tudo de uma vez. É por isso que você o verá sendo usado para tudo, desde peças de automóveis e capas de telefone até brinquedos., ferramentas de cozinha, e equipamentos médicos.
As desvantagens da moldagem por injeção
Embora a moldagem por injeção seja uma ótima maneira de fabricar muitas peças plásticas rapidamente, não é perfeito. Como qualquer processo, ele vem com algumas desvantagens que você deve conhecer antes de começar.
Alto custo inicial: Fazer o molde é caro. Dependendo do tamanho e complexidade, pode custar milhares – ou mesmo centenas de milhares – de dólares. Isso significa que a moldagem por injeção só faz sentido se você planeja produzir um grande número de peças..
Longo prazo de entrega para moldes: Construir um molde não é algo que você pode fazer durante a noite. Muitas vezes leva semanas ou meses para projetar, máquina, e teste. Se você precisar de peças rapidamente, esse atraso pode ser uma grande desvantagem.
Limites de projeto: Embora a moldagem por injeção possa lidar com formas muito complexas, o design da peça ainda precisa seguir certas regras. Coisas como paredes grossas, cantos afiados, ou cortes inferiores podem causar problemas e exigir trabalho extra (ou recursos de molde caros) consertar.
Resíduos de material de sprues e canais: Mesmo que a maior parte do plástico vá para a peça, parte dele se solidifica nos canais (sprues e corredores). Às vezes, esses resíduos podem ser reciclados, mas ainda aumenta o custo geral.
Não é ótimo para pequenas corridas: Se você precisar apenas de alguns protótipos ou peças de baixo volume, o custo e o tempo de fazer um molde geralmente não valem a pena. Nesses casos, 3Impressão D ou usinagem CNC podem ser uma escolha melhor.
Então, enquanto a moldagem por injeção é fantástica para produção em massa, nem sempre é adequado para projetos menores ou quando você precisa de algo rapidamente. Pense nisso como um corredor de maratona – foi construído para longas distâncias, não para sprints curtos.
Perguntas frequentes sobre moldagem por injeção
- Como escolho o melhor plástico para minha peça?
Considere os requisitos mecânicos (força, dureza, flexibilidade), condições ambientais (Exposição UV, produtos químicos, temperatura), e conformidade regulatória (Aprovação da FDA para aplicações de qualidade alimentar). - De quais materiais os moldes podem ser feitos?
Os moldes são normalmente feitos de Aço endurecido para produção em grande volume ou alumínio para execuções de baixo a médio volume. Os moldes de aço são mais duráveis, mas mais caros e mais lentos de produzir. - Como a moldagem por injeção difere da impressão 3D?
Moldagem por injeção: Melhor para produção em massa, baixo custo por unidade, peças duráveis, flexibilidade limitada após o molde ser feito.
3D impressão: Melhor para prototipagem rápida e pequenas tiragens de produção, projetos flexíveis, maior custo por unidade, e propriedades limitadas do material em comparação com plásticos moldados.
Conclusão
A moldagem por injeção de plástico continua sendo uma pedra angular da fabricação moderna. Sua capacidade de produzir grandes volumes de produtos precisos, peças complexas o tornam indispensável em indústrias que vão desde automotiva e aeroespacial até bens de consumo e dispositivos médicos.
Ao compreender os componentes da máquina, fluxo de trabalho do processo, considerações de design, e opções de materiais, engenheiros e fabricantes podem tomar decisões informadas que reduzem custos, minimizar defeitos, e garantir resultados de alta qualidade.
Quer você esteja comparando com a impressão 3D para protótipos ou ampliando para produção completa, a moldagem por injeção continua a provar ser o processo de fabricação de plástico mais eficiente e confiável disponível.
![]()


1 pensei em “Tudo sobre o básico da moldagem por injeção plástica”