
Quando se trata de peças de plástico, funcionalidade não é o único requisito. A aparência de um produto é igualmente importante – especialmente em setores onde a percepção e a estética do consumidor influenciam o valor da marca. A moldagem por injeção é um dos métodos de fabricação mais amplamente utilizados para a produção de peças plásticas em escala. Embora eficiente, o processo também está sujeito a defeitos cosméticos que podem impactar negativamente a qualidade e a satisfação do cliente.
Neste artigo, discutiremos padrões cosméticos para peças plásticas, examinar os defeitos cosméticos mais comuns em moldagem por injeção, explorar suas causas, e fornecer soluções práticas para evitá-los ou corrigi-los.
Padrões cosméticos para peças plásticas

Padrões cosméticos para peças plásticas
Antes de mergulhar em defeitos específicos, é importante entender como a qualidade cosmética é medida. As peças plásticas são avaliadas usando sistemas de classificação padronizados que definem acabamentos superficiais aceitáveis e tolerâncias para defeitos.
Cinco níveis de padrões cosméticos:
Nota 1: Claro, transparente, ou peças altamente polidas com os mais altos padrões e tolerância mínima para defeitos.
Nota 2: Polimento de baixa qualidade, claro transparente, ou peças texturizadas/não texturizadas com um pouco mais de defeitos.
Nota 3: Polimento de baixa qualidade, peças não texturizadas onde a estética é menos crítica.
Nota 4: Peças pintadas onde imperfeições superficiais podem ser ocultadas por revestimentos.
Nota 5: Tinta carimbada, serigrafado, impresso, ou peças decoradas de outra forma onde o acabamento superficial abaixo da decoração é menos significativo.
Cada nível de classificação define expectativas para fabricantes e clientes. Por exemplo, Nota 1 peças exigem precisão excepcional, enquanto nota 5 as peças podem tolerar pequenas imperfeições, uma vez que a superfície é coberta.
Para marcas de beleza e cuidados pessoais, os padrões cosméticos costumam ser mais rígidos porque defeitos visíveis podem afetar a aparência, qualidade de decoração, e consistência geral de embalagens cosméticas personalizadas.
Defeitos cosméticos comuns na moldura de injeção
1. Clarão

Defeitos cosméticos comuns em flash de moldagem por injeção
Definição: Protuberâncias finas de plástico ao longo da borda da peça causadas quando o material fundido escapa da cavidade do molde.
Causas:
Superfícies do molde desgastadas ou danificadas
Moldes mal projetados ou de baixa qualidade
Força de fixação insuficiente
Pressão de injeção excessiva
Correções:
Soldar e recortar linhas de partição
Construa moldes com travas retas precisas
Aumentar a pressão da braçadeira
Reduza a velocidade e a pressão da injeção
Manter e substituir moldes regularmente
2. Marcas de pia

Marcas de pia
Definição: Pequenas depressões ou crateras em seções mais espessas de uma peça causadas por contração irregular.
Causas:
Projeto de peça ruim com seções de parede espessas
Baixa pressão na cavidade
Altas temperaturas de porta ou molde
Resfriamento irregular entre áreas grossas e finas
Correções:
Aumentar a pressão de injeção e o tempo de retenção
Otimize a espessura da parede (40–60% da seção mais espessa)
Reduza a temperatura do molde
Modifique o design da peça para evitar seções volumosas
3. Linhas de Fluxo
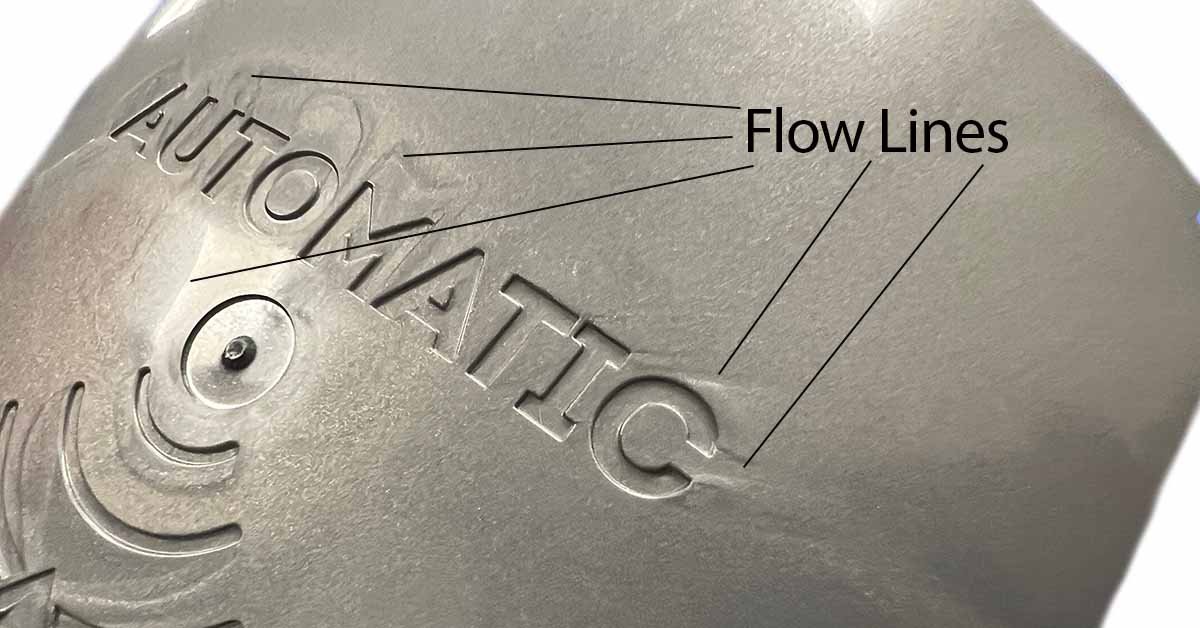
Linhas de Fluxo
Definição: Listras visíveis, padrões ondulados, ou linhas, geralmente perto da área do portão, causada por fluxo plástico inconsistente.
Causas:
Espessura da parede não uniforme
Variações na taxa de resfriamento
Baixa pressão de injeção ou velocidade de enchimento lenta
Correções:
Garanta uma espessura de parede uniforme
Cantos arredondados e afiados no design
Posicione o portão perto de paredes mais finas
Aumentar a velocidade e a temperatura da injeção
Aplique lubrificantes na superfície do molde, se necessário
4. Linhas de malha (Linhas de solda)

Linhas de malha (Linhas de solda)
Definição: Afinar, linhas semelhantes a rachaduras onde duas frentes de fusão se encontram e não conseguem se unir adequadamente.
Causas:
Solidificação parcial antes da fusão
Fluxo de material ruim
Sistema de portão inadequado
Correções:
Use um único portão quando possível
Selecione materiais de baixa viscosidade
Aumentar a temperatura e a pressão do fundido
Redesenhe peças para fazer furos pós-moldagem em vez de moldá-las diretamente
5. Vazios
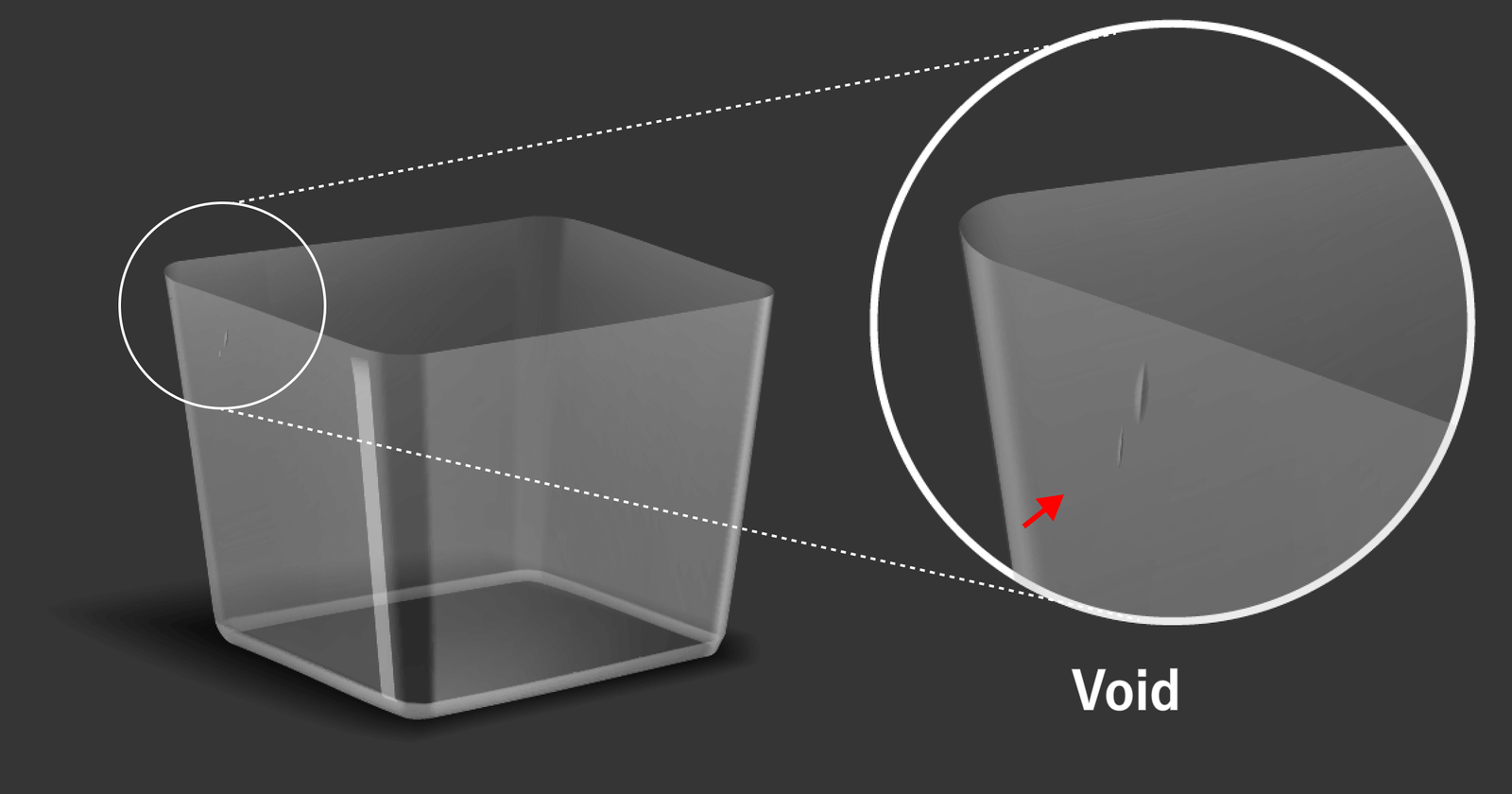
Vazios
Definição: Bolsas de ar ou bolhas dentro da peça moldada que comprometem a aparência e a resistência.
Causas:
Pressão de moldagem insuficiente
Seções de parede espessas resfriam de forma desigual
Metades do molde desalinhadas
Correções:
Aumentar a pressão de moldagem
Alinhe as metades do molde com precisão
Reduza a espessura da parede
Coloque portões mais próximos de seções grossas
6. Descoloração
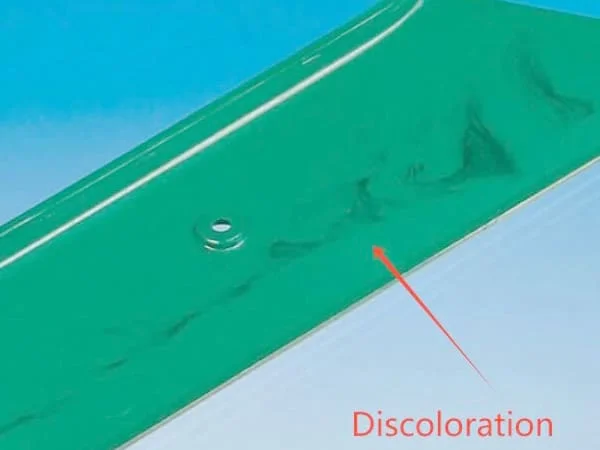
Descoloração
Definição: Listras indesejadas ou manchas de cores inconsistentes.
Causas:
Material residual no bocal
Contaminação de execuções de produção anteriores
Má mistura do agente corante
Aquecimento excessivo
Correções:
Purgue a máquina de moldagem por injeção regularmente
Limpe todos os equipamentos entre as execuções
Misture bem as matérias-primas com corantes
Temperaturas de fusão mais baixas para evitar o superaquecimento dos pigmentos
7. Deformação
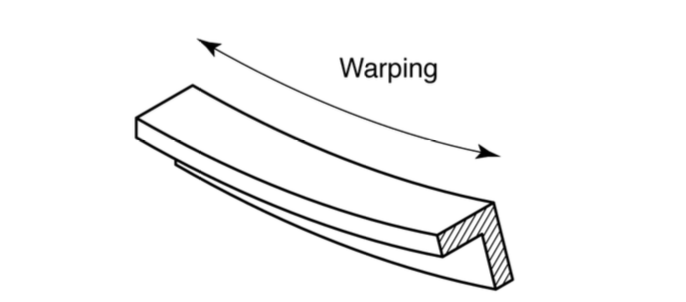
Deformação
Definição: Torção ou flexão da peça devido ao encolhimento irregular durante o resfriamento.
Causas:
Diferentes taxas de resfriamento em toda a peça
Materiais de alto encolhimento
Espessura de parede irregular
Correções:
Use materiais com propriedades de baixo encolhimento
Garanta uma espessura de parede uniforme
Controle e equilibre o resfriamento em todo o molde
Gradualmente esfrie as peças para reduzir o estresse
8. Tiros curtos
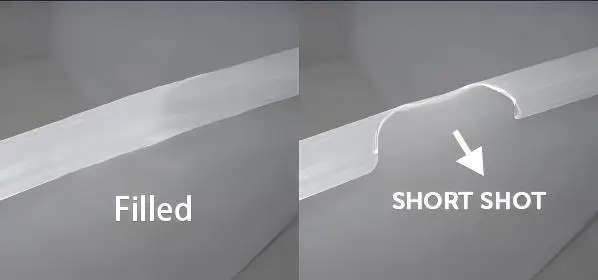
Tiros curtos
Definição: Preenchimento incompleto da cavidade do molde, deixando áreas vazias ou seções faltando.
Causas:
Portões bloqueados
Pressão de injeção insuficiente
Materiais de alta viscosidade
Baixa temperatura de molde ou fusão
Ar preso em cavidades
Correções:
Aumentar a temperatura do molde/derreter
Use portões maiores ou múltiplos
Adicione mais aberturas para liberação de ar
Selecione plásticos menos viscosos
Ajuste a velocidade e a pressão da injeção
9. Jateamento
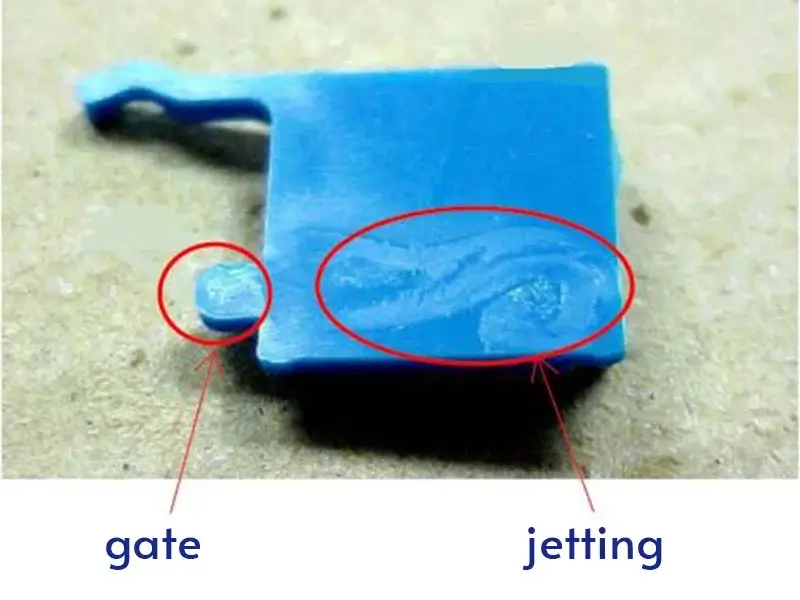
Jateamento
Definição: Ondulado, padrões de fluxo dobrados na superfície causados por fluxo inadequado de plástico derretido.
Causas:
Pressão de injeção excessivamente alta
Baixa temperatura de fusão impedindo a adesão às superfícies do molde
Correções:
Aumentar as temperaturas de fusão e molde
Reduza a pressão de injeção
Aumente o tamanho da porta para promover um fluxo mais suave
10. Marcas de queimadura

Marcas de queimadura
Definição: Descolorações marrons ou pretas na superfície causadas por superaquecimento ou ar preso.
Causas:
Degradação da resina devido ao aquecimento excessivo
Alta velocidade de injeção retendo ar dentro
Correções:
Temperaturas mais baixas de fusão e molde
Reduza a velocidade de injeção
Adicione ou amplie canais de ventilação
11. Delaminação de superfície
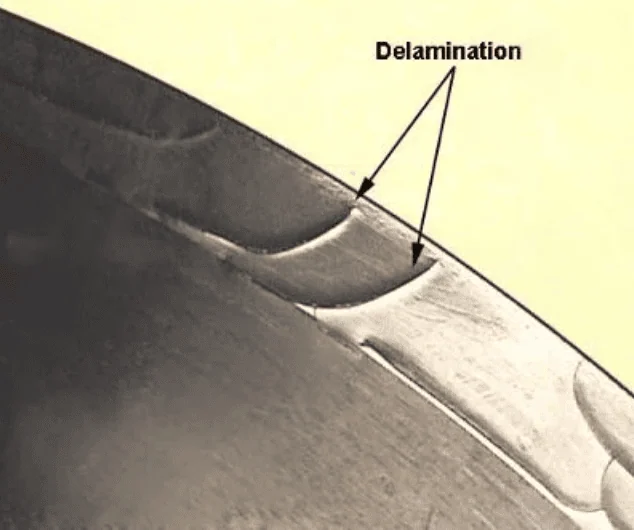
Delaminação de superfície
Definição: Descamação ou descamação de finas camadas superficiais, enfraquecendo a força e a aparência da peça.
Causas:
Matéria-prima contaminada
Umidade residual em pellets
Dependência excessiva de agentes desmoldantes
Correções:
Matérias-primas secas antes da moldagem
Armazene e manuseie os materiais adequadamente
Redesenhar os mecanismos de ejeção para reduzir o uso do agente desmoldante
Aumente a temperatura do molde para uma ligação mais forte
Evite cantos afiados que concentram o estresse
Melhores práticas para evitar defeitos cosméticos
Invista em projetos de moldes de alta qualidade com espessura de parede uniforme, caminhos de fluxo suave, e portão adequado.
Faça a manutenção dos moldes regularmente Para evitar o desgaste, desalinhamento, ou acúmulo de contaminantes.
Otimize os parâmetros de processamento como pressão de injeção, temperatura de fusão, e taxas de resfriamento.
Escolha os materiais com sabedoria com base na viscosidade, taxas de encolhimento, e compatibilidade com acabamentos pretendidos.
Implementar inspeções em processo para identificar defeitos no início da produção e ajustar as configurações rapidamente.
Conclusão
Defeitos cosméticos em moldagem por injeção são comuns, mas evitáveis. Ao compreender as causas e aplicar as soluções certas – desde um melhor projeto de molde até condições de processamento otimizadas – você pode minimizar o retrabalho, reduzir sucata, e entregar peças que não apenas funcionem bem, mas também atendam aos padrões estéticos.
Para empresas, investir na prevenção é muito mais econômico do que consertar defeitos após a produção. A parceria com moldadores de injeção experientes garante maior qualidade, melhor consistência, e riscos reduzidos de problemas cosméticos.
Perguntas frequentes
- Quais são os defeitos cosméticos mais comuns na moldagem por injeção?
Os defeitos cosméticos mais frequentes incluem flash, marcas de pia, linhas de fluxo, linhas de malha (linhas de solda), vazios, descoloração, deformação, tiros curtos, jato, Marcas de queimadura, e delaminação superficial. Cada defeito tem causas diferentes, como design de molde ruim, resfriamento irregular, ou parâmetros de processamento incorretos. - Como posso evitar marcas de afundamento em peças moldadas por injeção?
Para reduzir marcas de afundamento, garantir espessura de parede uniforme, aumentar a pressão de injeção e o tempo de retenção, e temperaturas mais baixas do molde para melhorar o resfriamento. Usar nervuras em vez de paredes grossas no projeto de peças também é uma estratégia eficaz. - Qual é a diferença entre linhas de solda e linhas de fluxo?
Linhas de solda (linhas de malha): Aparecer tão magro, linhas semelhantes a rachaduras onde duas frentes de fluxo se encontram, mas não conseguem se unir completamente. Eles podem enfraquecer a resistência estrutural.
Linhas de fluxo: Aparecem como listras onduladas ou descolorações causadas por fluxo de plástico inconsistente ou resfriamento irregular. Isso afeta principalmente a estética, mas não a funcionalidade.
- Por que ocorre empenamento na moldagem por injeção?
O empenamento ocorre quando diferentes áreas de uma peça moldada esfriam e encolhem em taxas diferentes., criando tensões internas. Usando materiais com baixo encolhimento, garantindo espessura de parede uniforme, e controlar a taxa de resfriamento pode minimizar o empenamento. - Os defeitos cosméticos podem afetar o desempenho da peça?
Sim. Embora alguns defeitos sejam puramente cosméticos (como descoloração ou linhas de fluxo), outros - como vazios, linhas de solda, ou delaminação - pode enfraquecer significativamente as propriedades mecânicas. Para aplicações críticas de segurança, mesmo pequenos defeitos devem ser cuidadosamente avaliados.
![]()

