Morrer de elenco é um processo de fabricação eficiente que envolve a injeção de metal fundido sob alta pressão em moldes para criar componentes precisos e robustos. Embora se assemelhe à moldagem por injeção de plástico, a fundição sob pressão é muito mais complexa devido às tensões térmicas e mecânicas envolvidas. Essa complexidade torna a fundição sob pressão suscetível a vários defeitos, comprometendo a qualidade final dos componentes se não forem tratados adequadamente.
Neste guia, exploraremos minuciosamente diferentes tipos de defeitos de fundição sob pressão, suas causas, soluções práticas, e dicas de prevenção para ajudar engenheiros, Fabricantes, e os designers conseguem peças fundidas de alta qualidade consistentemente.
Classificação de defeitos de fundição sob pressão
Os defeitos de fundição sob pressão normalmente se enquadram em duas grandes categorias:
Defeitos Internos (invisível externamente, mas afetando a integridade estrutural)
Defeitos Superficiais (visível externamente e impactando a qualidade da superfície)
Vamos explorar cada categoria em detalhes.
Defeitos internos de fundição sob pressão
Defeitos internos enfraquecem a integridade estrutural das peças fundidas e muitas vezes passam despercebidos sem inspeções completas.
Porosidade de Gás

Defeitos de porosidade de gás ocorrem quando gases aprisionados formam bolhas dentro da peça fundida, visíveis como vazios redondos ou ovais após o resfriamento.
Causas:
Liberação de hidrogênio durante o resfriamento devido à diminuição da solubilidade do gás.
Gases aprisionados em fluxos metálicos turbulentos.
Gás emitido por agentes desmoldantes excessivos ou usados incorretamente.
Soluções:
Utilize fusão assistida por vácuo ou fusão sob atmosferas de gás protetoras.
Certifique-se de que os lingotes de metal estejam limpos e secos antes de derreter.
Otimize os parâmetros de transmissão (velocidade, temperatura, sistema de portão).
Escolha agentes desmoldantes de alta qualidade e aplique-os com moderação.
Porosidade de encolhimento
A porosidade de contração surge da solidificação irregular, formando vazios ou cavidades internas devido ao encolhimento volumétrico dos metais à medida que esfriam.
Causas:
Projeto inadequado do sistema de refrigeração.
Abertura prematura do molde.
Temperaturas de vazamento excessivamente altas.
Soluções:
Projete sistemas de comporta e riser eficientes que facilitem a alimentação contínua.
Implementar calafrios, bobinas de resfriamento, ou costelas para gerenciar a dissipação de calor.
Otimize as temperaturas de fundição e os processos de solidificação.
Inclusões
As inclusões são impurezas presas dentro da peça fundida, muitas vezes devido a materiais estranhos ou contaminação por metal, resultando em pontos fracos.
Causas:
Cargas de forno contaminado.
Má remoção de escória durante a preparação do metal.
Agentes desmoldantes inadequados contendo grafite em excesso.
Soluções:
Use cargas metálicas altamente purificadas.
Limpe bem as conchas e as matrizes regularmente.
Gerenciar e purificar adequadamente metais fundidos, removendo escórias diligentemente.
Evite ou controle rigorosamente os agentes desmoldantes à base de grafite.
Defeitos superficiais de fundição sob pressão
Esses defeitos afetam a qualidade estética e superficial dos componentes fundidos.
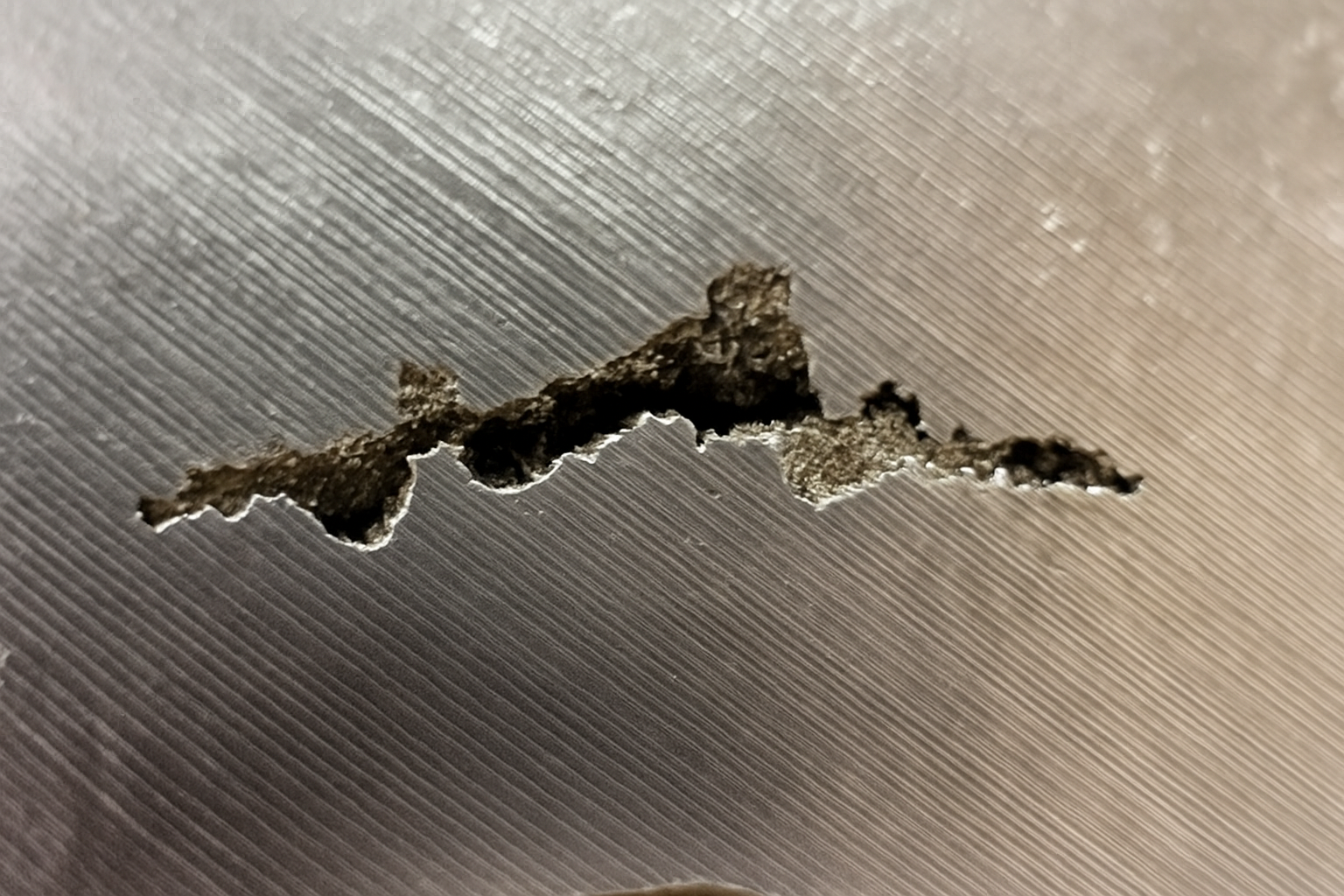
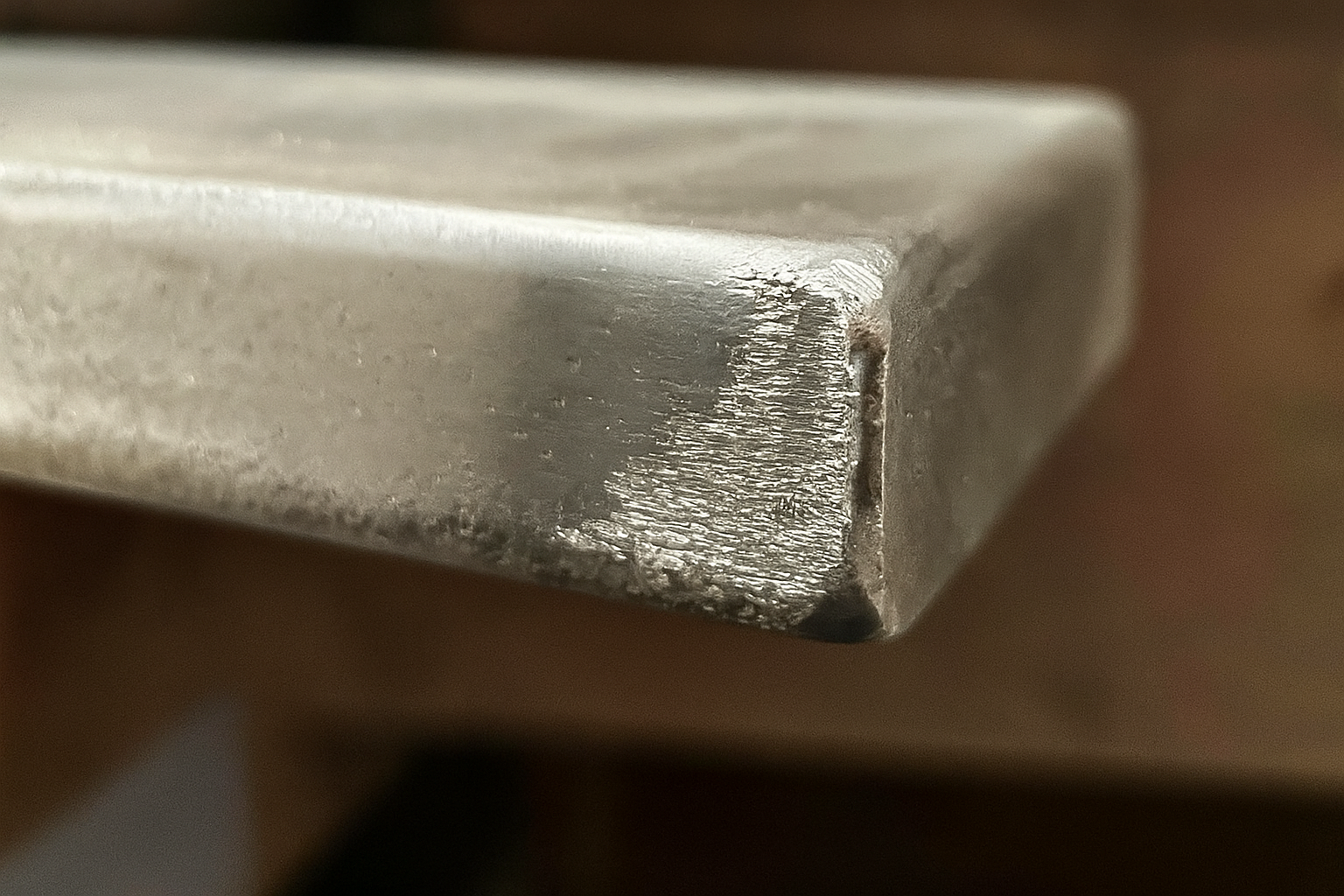
Rachaduras

As rachaduras se manifestam como quebras lineares ou irregulares causadas por tensão durante o resfriamento ou ejeção.
Causas:
Tensão residual devido ao projeto inadequado de componentes.
Composição da liga ou propriedades do metal incorretas.
Forças de ejeção aplicadas de forma desigual ou muito precoce.
Soluções:
Use ligas formuladas especificamente para a fundição pretendida.
Projete peças fundidas com espessuras de parede equilibradas e uniformes.
Otimize a geometria do molde e as técnicas de ejeção para reduzir o estresse.
Fechado a frio
Os defeitos de fechamento a frio aparecem como linhas resultantes da fusão incompleta de frentes de metal fundido.
Causas:
Baixas temperaturas do metal fundido ou velocidade de injeção insuficiente.
Sistemas de portão mal projetados.
Soluções:
Aumente adequadamente as temperaturas do molde e do metal.
Otimizar a pressão de injeção, projeto de portão, e configurações do corredor.
Rachaduras na rede
As rachaduras na rede parecem finas, padrões de linha fina em superfícies, reduzindo o apelo estético e a integridade estrutural.
Causas:
Superfícies da matriz ásperas ou tratadas inadequadamente.
Altas temperaturas de enchimento criando tensões térmicas.
Uniformidade inadequada da temperatura da cavidade da matriz.
Soluções:
Polir e manter as cavidades regularmente.
Mantenha as temperaturas ideais do molde e o equilíbrio térmico usando sistemas de resfriamento controlados.
Arrasta e Solda
Os arrastos aparecem como riscos de superfície lineares, enquanto a soldagem envolve o metal fundido aderindo excessivamente à cavidade da matriz.
Causas:
Metal fundido superaquecido.
Superfícies da cavidade da matriz danificadas ou preparadas incorretamente.
Ângulos de inclinação insuficientes ou incorretos.
Soluções:
Certifique-se de que as cavidades da matriz estejam bem conservadas, polido, e reparado.
Aplique agentes desmoldantes de alta qualidade de forma adequada.
Ajuste os métodos de ejeção e melhore os designs dos canais para evitar atrito.
Flashes
Os flashes são finos, excesso de material projetando-se das bordas das peças fundidas.
Causas:
Altas velocidades ou pressões de injeção.
Linhas de separação de matrizes sujas ou danificadas.
Força de fixação insuficiente.
Soluções:
Otimize os parâmetros e temperaturas de injeção.
Mantenha as superfícies da matriz e garanta forças de fixação adequadas.
Bolhas
Bolhas aparecem como bolhas superficiais de gases aprisionados, causando expansão localizada sob altas temperaturas.
Causas:
Ventilação deficiente levando a bolsas de ar presas.
Condições de enchimento turbulentas.
Soluções:
Melhorar os sistemas de portas e ventilação.
Controle com precisão os parâmetros de fundição, como velocidade e temperatura.
Deformação
A deformação envolve mudanças na forma ou dimensão devido ao manuseio inadequado ou falhas de projeto.
Causas:
Práticas incorretas de remoção de portão.
Abertura antecipada do molde.
Projetos de fundição estrutural ruins.
Soluções:
Otimize o tempo de abertura do molde e o manuseio das peças.
Redesenhe a geometria da peça fundida para garantir resfriamento e suporte uniformes durante a ejeção.
Marcas de fluxo

Marcas de fluxo são padrões de superfície irregulares formados durante o fluxo do metal., muitas vezes afetando a estética e a qualidade do acabamento.
Causas:
Baixa temperatura da matriz e pressões de enchimento.
Excesso de lubrificantes de molde ou agentes desmoldantes.
Soluções:
Ajuste a temperatura da matriz e os parâmetros de injeção.
Limitar o uso de agente desmoldante às quantidades necessárias.
Preenchimento Curto
O enchimento curto ocorre quando o metal não consegue preencher completamente a matriz, deixando áreas incompletas.
Causas:
Baixa fluidez ou pressões de injeção insuficientes.
Sistemas de portão mal projetados.
Soluções:
Aumentar temperaturas, velocidades de injeção, e pressões.
Redesenhe os sistemas de comporta para melhorar os caminhos de fluxo de metal.
Laminações
As laminações resultam da separação da camada metálica, normalmente descoberto durante processos de acabamento.
Causas:
Condições de enchimento turbulentas.
Projeto de canal incorreto causando fluxos de metal sobrepostos.
Soluções:
Otimize o sistema de passagem para obter um fluxo de metal suave.
Monitore e controle meticulosamente as condições de enchimento.
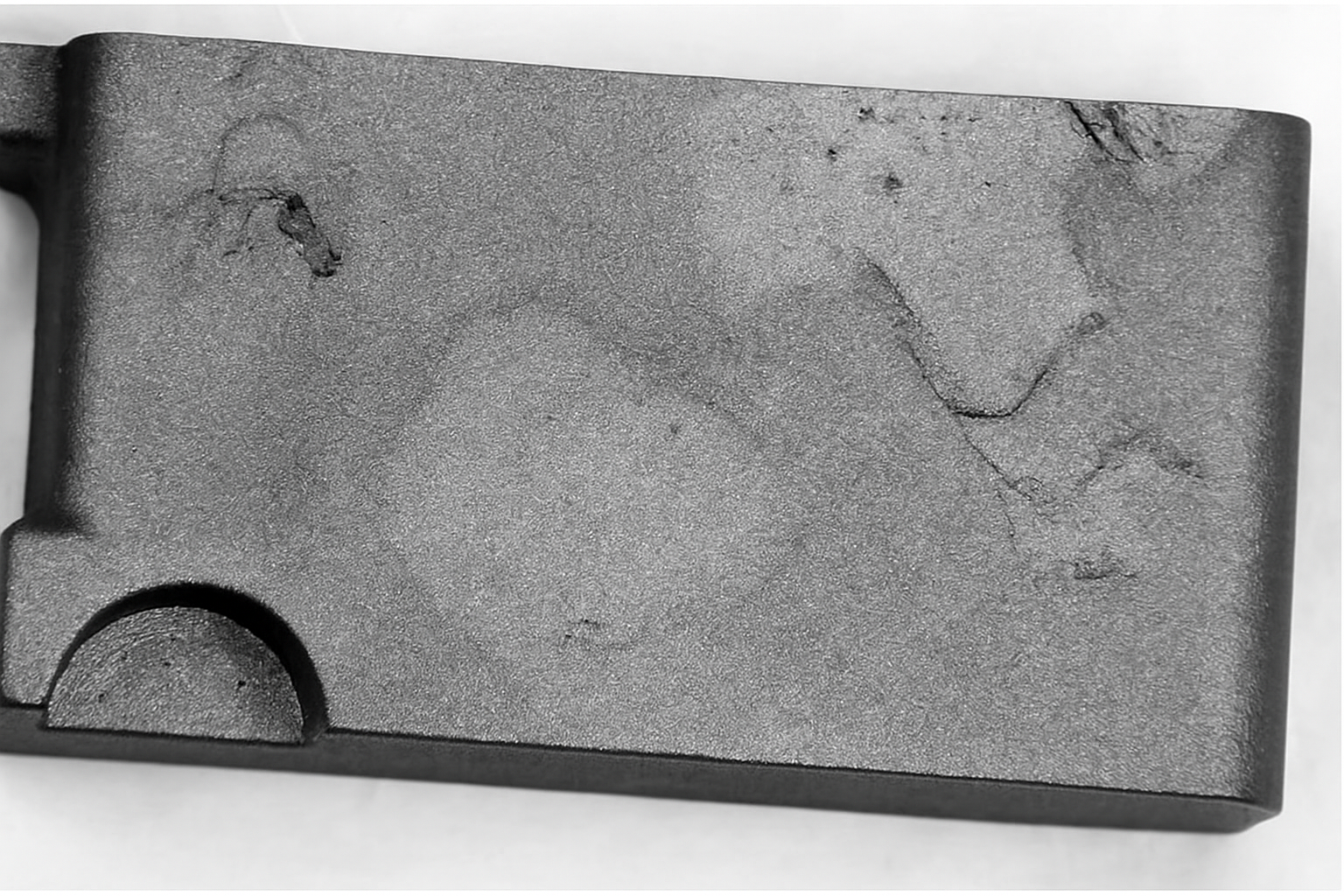
Pias
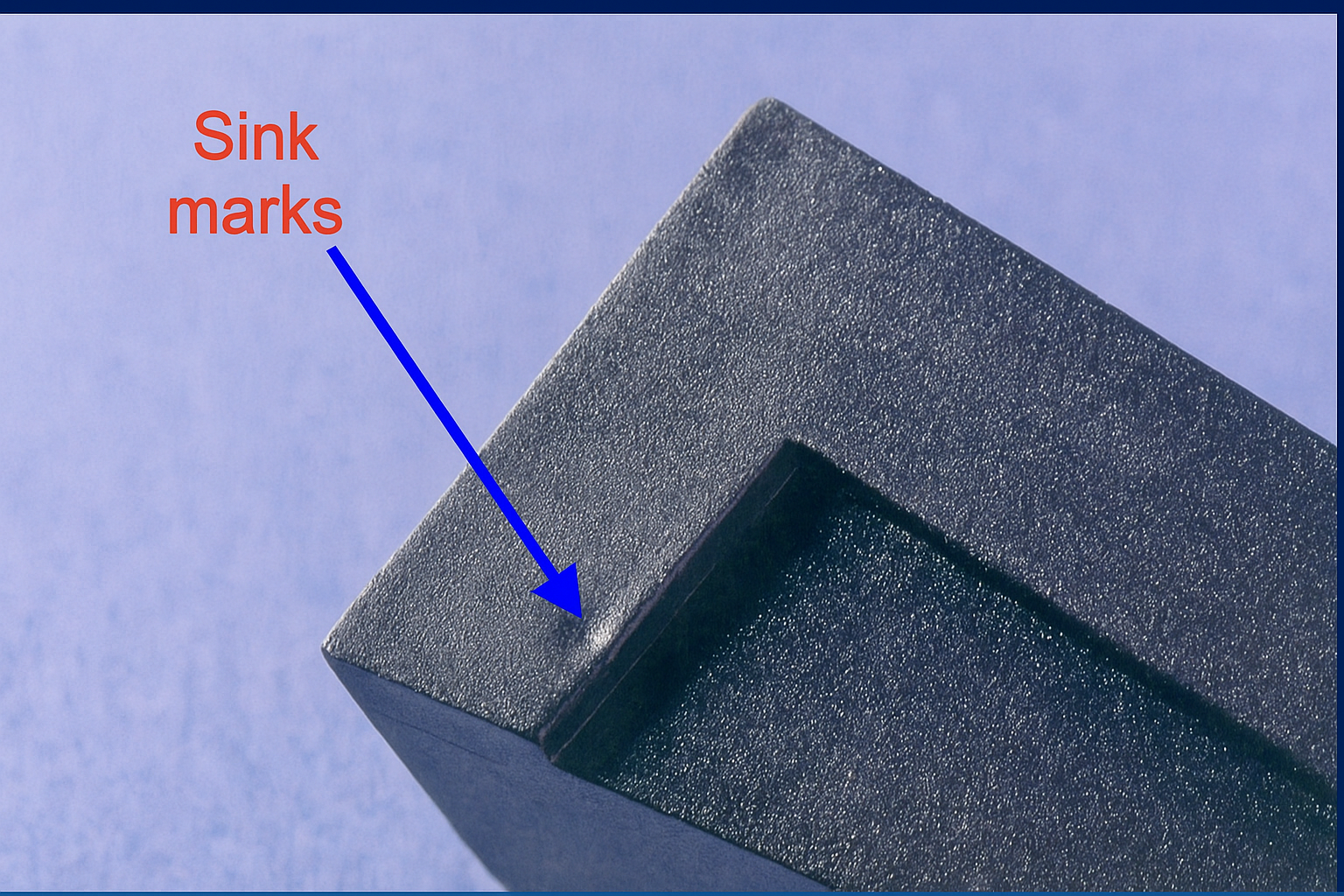
Marcas de afundamento são depressões que aparecem em seções espessas devido à solidificação e resfriamento inadequados.
Causas:
Baixa pressão de injeção ou tempos curtos de retenção de pressão.
Espessura de parede irregular.
Soluções:
Use espessuras de parede uniformes em projetos.
Aumentar a pressão de retenção e o tempo de solidificação.
Dicas para evitar defeitos de fundição sob pressão
Para reduzir defeitos de forma abrangente, siga estas práticas recomendadas críticas:
Sistema eficaz de classificação de defeitos: Quantifique e monitore defeitos continuamente para identificar áreas problemáticas antecipadamente.
Espessura correta da parede: Siga as diretrizes de espessura (por exemplo., 1.5–2,5 mm de alumínio, 1.0 mm zinco).
Tempo de preenchimento previsível: Use cálculos PQ² para otimizar o tempo de enchimento e os parâmetros de injeção.
Padrões ideais de fluxo de metal: Projete sistemas de portão para uma operação suave, fluxo de metal controlado.
Controle correto de temperatura da matriz: Mantenha as temperaturas da matriz para fluxo e resfriamento ideais do metal.
Conclusão
O gerenciamento eficaz de defeitos de fundição sob pressão é essencial para obter componentes de alta qualidade. Adotando um planejamento meticuloso, princípios de design adequados, rigoroso controle de qualidade, e melhorias regulares no processo reduzem significativamente os defeitos e aumentam a confiabilidade do produto. A parceria com fabricantes experientes como RapidDirect garante ainda resultados excelentes e componentes confiáveis.
Perguntas frequentes:
- Como você pode reduzir defeitos de fundição?
Use um sistema eficaz de monitoramento de defeitos, manter temperaturas de fundição adequadas, e otimizar o design do molde. - Para que serve a fundição sob pressão?
Ideal para peças automotivas, Capinhas eletrônicas, acessórios decorativos, e componentes que exigem alta precisão e resistência. - Como você remove a porosidade em peças fundidas?
Aprimore projetos de moldes, otimizar a ventilação, usar técnicas de fundição a vácuo, e adicione nitrogênio ao alumínio fundido.
![]()