
As roscas moldadas são características fundamentais em inúmeros produtos, desde bens de consumo e instrumentos de precisão até gabinetes industriais robustos. Embora altamente desejável para criar segurança, conexões repetíveis, integrar roscas diretamente em um molde de injeção de plástico apresenta desafios únicos. Roscas moldadas bem-sucedidas exigem consideração cuidadosa das propriedades do material, forças mecânicas, e ferramentas complexas, muitas vezes desviando-se significativamente das práticas padrão de moldagem por injeção.
O objetivo deste guia é fornecer uma análise aprofundada dos aspectos técnicos, mecânico, e requisitos de ferramentas necessários para incorporar com sucesso roscas moldadas em suas peças plásticas.
Principais forças relevantes para o design de rosca
Ao projetar uma rosca de parafuso, duas forças mecânicas opostas devem ser maximizadas ou minimizadas para garantir a integridade funcional e evitar falhas durante o uso.
A. Força de extração (Força Axial)
Definição: A força linear necessária para separar o fixador (parafuso) da peça moldada sem virar isto. Mede a resistência da rosca ao desgaste sob carga axial direta.
Objetivo do projeto: A força de extração deve ser o mais alto possível. As paredes roscadas de plástico devem ser fortes o suficiente para suportar a carga de tração máxima esperada sem falhar antes que o fixador seja desaparafusado. Esta força é ditada pela geometria da rosca, a área de contato, e a resistência ao cisalhamento do material.
B. Força de Torque (Resistência Rotacional)
Definição: O torque rotacional necessário para remover um parafuso depois de totalmente apertado ou “assentado”.
Objetivo do projeto: Esta força deveria ser o mais baixo possível para permitir fácil, montagem e desmontagem repetíveis. No entanto, deve ser alto o suficiente para manter a carga de fixação e evitar afrouxamento vibracional. Na prática, a força de torque deve ser facilmente superada por ferramentas manuais, mas suficiente para suportar tensões operacionais. O projetista busca um equilíbrio onde a pré-carga ideal seja alcançada (maximizando a extração) com mínimo esforço de remoção (minimizando o torque).
Tipos de roscas para moldagem por injeção e requisitos de ferramentas
Tipos de rosca para moldagem por injeção
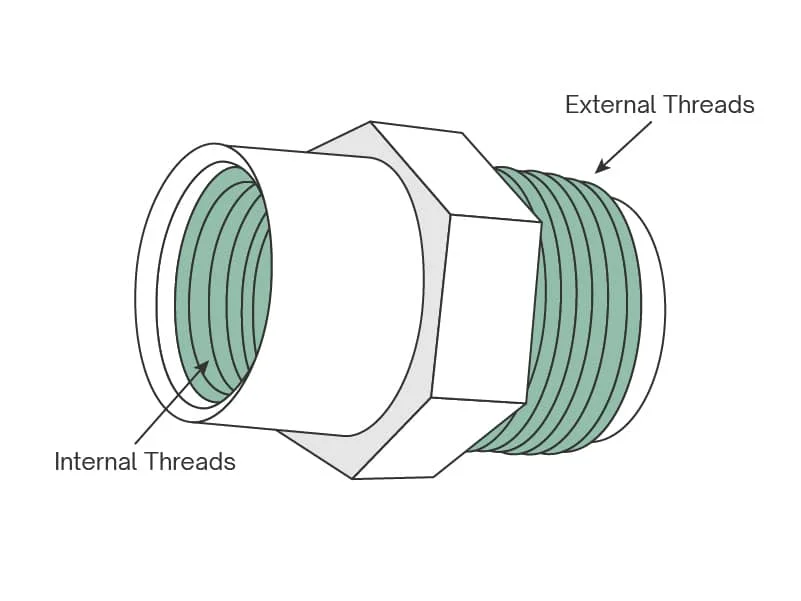
A escolha entre roscas externas e internas determina fundamentalmente a complexidade e o custo do molde devido ao desafio de desmoldagem de rebaixos.
A. Tópicos Externos (Método mais fácil)
Dificuldade de projeto: Relativamente fácil. Os fios externos (como em uma tampa de garrafa) formar em torno da circunferência da peça.
Método: A forma da rosca é criada diretamente pela geometria do molde – o vale da rosca é formado pela cavidade parede, e o pico do fio é formado pelo essencial parede. Nenhum movimento é estritamente necessário para desmoldar os próprios fios.
Desvantagem: Linhas de separação: Porque a linha atravessa a linha divisória do molde, visível e tátil linha de separação correrá ao longo do eixo do thread. Embora moldadores experientes possam reduzir o flash, a linha continua sendo um recurso permanente, potencialmente afetando a vedação ou o engate preciso.
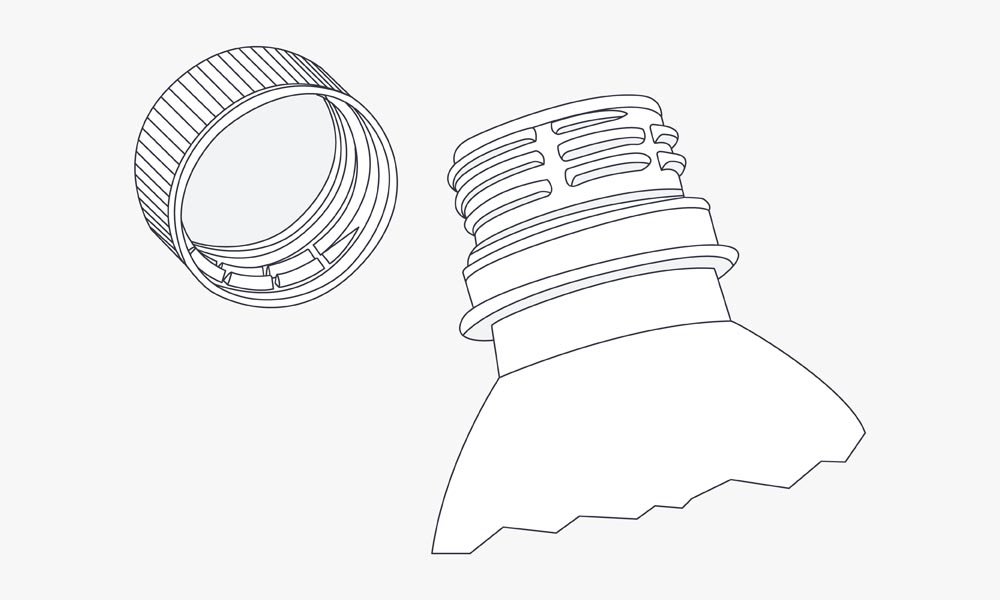
B. Threads Internos (Método Complexo de Corte Inferior)
Dificuldade de projeto: Significativamente mais difícil. Roscas internas representam um corte inferior que trava a peça no pino central, exigindo mecanismos de desmoldagem especializados.
Método Automático Primário: Núcleo de desenrolamento / Desbobinador:
Mecanismo: Um mecanismo adicional motorizado ou acionado hidraulicamente é adicionado à base do molde. Esse núcleo de desenrolamento (ou mecanismo de desparafusamento) gira o pino central para fora da peça acabada antes da ejeção.
Vantagem: Sem linhas de separação nos tópicos, garantindo qualidade de rosca perfeita em 360 graus. Tempos de ciclo curtos.
Desvantagem: Aumenta drasticamente o custo do molde, complexidade, manutenção, e tempo de configuração.
Método Manual Secundário: Carga Manual Manual:
Aplicativo: Mais adequado para produção de volumes muito baixos ou linhas extremamente grandes onde a automação é impraticável.
Processo: Um pino central rosqueado dedicado é colocado manualmente no molde antes de cada ciclo. Após a injeção, a peça acabada é ejetada com o pino central ainda dentro. Um operador então usa uma ferramenta portátil para desparafusar manualmente o núcleo da peça.
Desvantagem: Requer vários pinos de núcleo para permitir que o núcleo de metal esfrie antes da reinserção. Leva a tempos de ciclo muito lentos e altos custos de mão de obra.
Métodos de liberação de rosca para peças acabadas
Métodos de liberação de rosca para peças acabadas
A escolha do método de liberação correto equilibra o custo do ferramental, tempo de ciclo, e complexidade do thread.
A. Forçar Liberação (Decapagem) – Raramente usado
Mecanismo: O molde abre, e os pinos ejetores empurram a peça para fora do pino central rosqueado. Os fios são esticado e despojado sobre o pino central.
Aplicabilidade: Viável apenas para threads pequenos (por exemplo., passo fino em tampas de garrafas flexíveis) com materiais com propriedades de alto alongamento (como PE ou PP).
Pré-condições críticas de projeto:
O perfil da rosca deve incorporar ângulos de rascunho (afunilar) e generoso raios (redondeza) na raiz e na crista do fio.
A espessura da parede deve ser consistente e relativamente fino para permitir que o plástico flexione sem rachar durante a remoção.
B. Inserção manual (Extração) – Às vezes usado
Mecanismo: (Consulte a Seção II.B, Método de carga manual) Depende do trabalho do operador para remover os pinos centrais após o ciclo.
Troca: Baixo custo inicial de ferramentas, mas o maior custo operacional (trabalho) e tempo de ciclo mais longo. O custo da mão de obra o torna ineficiente para qualquer coisa, exceto prototipagem ou execuções muito limitadas.
C. Desenrolamento Totalmente Automático – Mais Comum
Mecanismo: (Consulte a Seção II.B, Núcleo de desenrolamento) Usa um motor dedicado (servo hidráulico ou elétrico) sincronizado com a sequência de abertura da máquina para girar mecanicamente os núcleos da rosca para fora da peça.
Beneficiar: Fornece os tempos de ciclo mais curtos e o maior rendimento, necessário para peças de consumo de alto volume.
Considerações: A complexidade e precisão dos componentes móveis (engrenagens, prateleiras, motores) aumentar significativamente o investimento inicial. A manutenção e o reparo de moldes também são especializados e mais caros.
Fatores Críticos de Design e Melhores Práticas
A atenção à mecânica e geometria dos materiais é essencial para a durabilidade da rosca.
A. Tamanho e passo da rosca
A regra do fio de plástico: Os materiais plásticos têm resistência ao cisalhamento significativamente menor do que os metais.
Recomendação: As roscas internas devem ser mantidas pelo menos 0.3 polegadas (aprox. 7.6 milímetros) de diâmetro. O diâmetro maior aumenta a área de contato para as forças de cisalhamento.
Seleção de pitch: Use o tom mais grosseiro possível (menos fios por polegada/mm). Um passo mais grosso significa que a carga é distribuída em áreas mais espessas, raízes de fio mais fortes, reduzindo a probabilidade de remoção.
B. Cortes inferiores
Os fios são um corte inferior helicoidal, travando a peça no molde.
Eliminação por meio de ações paralelas: Para roscas externas ou de parede lateral que não podem ser desmoldadas rotativamente, designers podem usar ações secundárias ativadas por câmera ou slides. Eles retraem uma parte do molde perpendicular à direção de abertura para limpar o corte inferior.
Troca: Enquanto eficaz, as ações laterais aumentam drasticamente o custo inicial e a complexidade do ferramental e introduzem linhas de partição adicionais onde a ação lateral encontra o corpo do molde principal.
C. Seleção de Materiais
Flexibilidade de materiais, dureza, e resistência química são fundamentais.
Materiais preferidos para roscas internas (Durabilidade):
abdômen (Butadadieno de acrilonitrila): Bom equilíbrio entre rigidez e resistência ao impacto.
POM (Polioximetileno, ou Delrin): Excelente força, rigidez, e baixo atrito (ideal para montagem/desmontagem repetida).
Nylon (Poliamida): Alta tenacidade e resistência ao desgaste, tornando-o excelente para roscas de suporte de carga.
Tópicos Externos: A escolha do material é menos crítica, pois a cavidade do molde circundante fornece suporte uniforme.
D. Melhores práticas gerais de moldagem
O sucesso das roscas depende da adesão aos princípios fundamentais da moldagem por injeção:
Ângulos de inclinação: Essencial em todas as paredes para desmoldagem; frequentemente incorporado na própria geometria da rosca para métodos de liberação forçada.
Espessura de parede consistente: Crítico para garantir resfriamento uniforme, minimizar empenamento, e evitar concentrações de tensão ao redor do recurso de rosca.
Projeto de raio: Utilize sempre um raio nos cantos (raiz e crista do fio) em vez de cantos afiados, já que cantos afiados são altamente propensos ao início de trincas e falhas por tensão em plástico.
Alternativas econômicas para roscas moldadas
Quando as roscas moldadas são muito caras ou complexas, considere essas alternativas robustas:
Usinagem de roscas em uma operação secundária: A peça é moldada sem rosca, e uma máquina dedicada (como uma fresadora CNC ou torno) corta a linha depois que a peça esfria. Isso adiciona uma etapa de processamento, mas simplifica o molde.
Parafusos auto-roscantes: O uso de parafusos metálicos projetados para cortar ou formar sua própria rosca à medida que são inseridos em um tamanho menor, furo moldado sem rosca. Isto é barato e eficaz, mas não é adequado para desmontagens repetidas.
Inserção de rosca sobremoldada (Heat-Set ou Ultrassônico): Inserções metálicas pré-fabricadas (nozes) são colocados no molde, ou são instalados após a moldagem usando soldagem por calor ou ultrassônica. Isto fornece a resistência de um fio de metal dentro do componente plástico, oferecendo excelente resistência à extração e durabilidade para montagem frequente.
Conclusão
Roscas moldadas são um recurso de alto valor, mas a sua integração exige uma compreensão diferenciada do comportamento plástico sob tensão e da dinâmica operacional de ferramentas complexas. Ao otimizar cuidadosamente a geometria da rosca, selecionando materiais apropriados como ABS ou POM, e escolhendo o mecanismo de liberação correto (muitas vezes automação completa para alto volume), designers podem superar os desafios inerentes. Em caso de dúvida, consultar um moldador de injeção de plástico altamente experiente é o passo necessário para equilibrar a integridade da rosca, tempo de ciclo, e ferramentas com boa relação custo-benefício. Contate-nos Para maiores informações.
![]()

