O que é PEI (Poli utimida)?

O que é PEI (Poli utimida)
Poli utimida (PEI) é um termoplástico de engenharia de alto desempenho conhecido por sua excelente resistência ao calor, estabilidade dimensional, e propriedades de isolamento elétrico. Pertence à mesma família de polímeros que poliéter éter cetona (OLHADINHA) mas oferece um equilíbrio mais econômico entre desempenho e capacidade de fabricação em ambientes exigentes.
A marca mais reconhecida de PEI é Ultem®, desenvolvido por Tecnologias Globais SABIC, que inclui quase 100 notas diferentes-de vazio para vidro- e versões reforçadas com fibra de carbono – adaptadas para aplicações que exigem resistência mecânica, resistência térmica, e retardador de chama.
Apesar de sua versatilidade, PEI é relativamente caro e tem menor resistência ao desgaste do que materiais como OLHADINHA, PTFE, ou Uhmwpe. Também requer temperaturas de processamento muito altas e pode experimentar rachaduras por estresse ambiental quando exposto a solventes clorados, álcalis fortes, ou ácidos concentrados sob carga contínua.
Devido ao seu custo e características únicas, PEI é normalmente usado em crítico, Aplicações de alto valor onde a força, isolamento, e resistência térmica são essenciais.
Aplicações de moldagem por injeção PEI

Aplicações de moldagem por injeção PEI
A moldagem por injeção PEI é usada onde as peças devem resistir calor extremo, esterilização repetida, ou estresse elétrico intenso.
Aplicações comuns incluem:
Dispositivos médicos: Bombas de infusão, ferramentas cirúrgicas, e dispositivos respiratórios que passam por repetidos ciclos de esterilização em autoclave.
Elétrica & Componentes Eletrônicos: Conectores, tomadas, interruptores, e invólucros de circuito que devem manter o isolamento sob altas tensões.
Componentes Aeroespaciais: Peças internas que exigem resistência à chama, design leve, e desempenho estável em temperaturas elevadas.
Sistemas Automotivos: Sensores sob o capô e módulos elétricos expostos ao calor e à vibração.
Equipamento industrial: Dispositivos de teste, carcaças de bomba, e isoladores de alto desempenho.
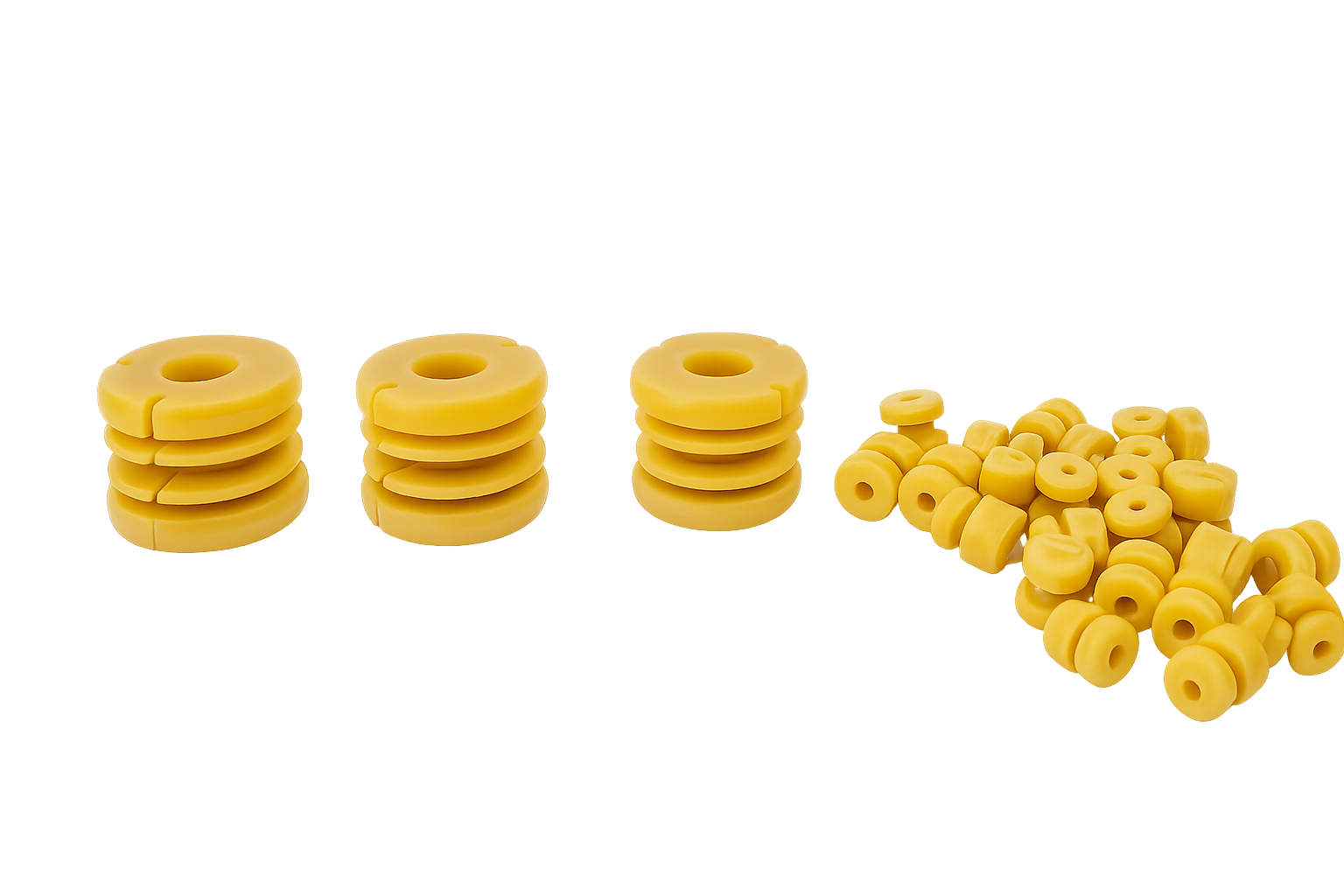
As peças PEI moldadas normalmente têm um cor âmbar translúcida, embora corantes possam ser adicionados para atender às necessidades estéticas ou de identificação.
Vantagens da moldagem por injeção PEI
Vantagens da moldagem por injeção PEI
Resistência à temperatura
PEI pode operar continuamente em até 170ºC e resistir temperaturas de deflexão térmica (HDT) entre 200°C e 210°C sob carga. Isso permite substituir metais ou termofixos em muitos ambientes de alta temperatura. Além de 210°C, começa a se deformar sob estresse prolongado.
Resistência à fluência
Fluência é a tendência de um material se deformar sob carga constante. PEIs excepcional resistência à fluência e estabilidade dimensional torná-lo adequado para peças de precisão que devem manter tolerâncias rigorosas mesmo após anos de ciclagem térmica. Isso é coeficiente uniforme de expansão térmica (CTE) garante mudanças dimensionais previsíveis quando exposto ao calor.
Capacidade de esterilização
PEI moldado por injeção resiste autoclavagem a vapor, gás óxido de etileno, e radiação gama—todos os métodos de esterilização comuns na área médica. Esta resistência permite a reutilização repetida de componentes médicos sem degradação ou descoloração.
Resistência Ambiental
PEI tem bom desempenho sob Exposição UV, alta umidade, e estresse térmico. Sua resistência UV pode ser ainda melhorada com estabilizadores, tornando-se uma escolha viável para Aplicações ao ar livre como gabinetes elétricos, medidores de energia, e caixas de sensores.
Força dielétrica
Entre os plásticos de engenharia, PEI expõe um dos maiores resistências dielétricas-em volta 25 kV/mm em 1.6 mm espessura. Isto o torna ideal para isoladores elétricos, caixas de capacitores, e conectores de alta tensão. Uma vez excedido o limite dielétrico, no entanto, o material sofre uma ruptura dielétrica, tornando-se condutor em vez de isolante, então um design adequado é essencial.
Diretrizes de projeto para moldagem por injeção PEI
Seguir práticas de projeto adequadas garante qualidade consistente das peças e moldabilidade eficiente.
Espessura da Parede
Faixa recomendada: 0.060–0,100 pol. (1.5–2,5 mm)
Paredes mais espessas reduzem o comprimento do fluxo, arriscando preenchimentos incompletos.
Mantenha a espessura da parede uniforme; variações não devem exceder ±25%, e as transições devem ser graduais para evitar o acúmulo de estresse ou marcas de afundamento.
Radii
Evite cantos afiados que causam concentrações de tensão.
Raio interno mínimo: >0.015 em (0.38 milímetros)
Prefira raios maiores, idealmente 25–50% da espessura da parede, para melhorar dinâmica de fluxo e durabilidade da peça.
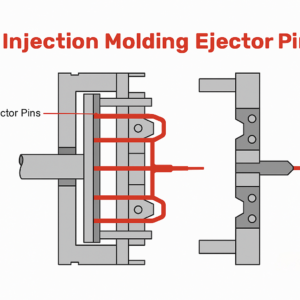
Ângulos de inclinação
Para permitir a ejeção fácil da peça:
Ângulo de inclinação padrão: 1° por lado.
Para superfícies texturizadas, aumentar o calado em 1.5° para cada 0.001 em profundidade de textura.
Acabamentos mais suaves podem exigir menos calado.
Tolerâncias de peças
PEI permite tolerâncias apertadas de ±0,001 pol., embora as tolerâncias de produção padrão sejam ±0,003–0,005 pol.. Os projetistas devem equilibrar a precisão com o custo das ferramentas, uma vez que tolerâncias mais restritas aumentam significativamente as despesas de fabricação.
Classes PEI e propriedades dos materiais
PEI vem em vários graus com diferentes conteúdos de enchimento e níveis de desempenho. A tabela abaixo resume os principais dados de alguns notas Ultem® e RTP comuns:
| Propriedade | Ultem® 1000 | Ultem® 2200 (20% GF) | Ultem® 2300 (30% GF) | RTP 2100 SE |
| Densidade (g/cm³) | 1.27 | 1.42 | 1.51 | 1.27 |
| Taxa de encolhimento (%) | 0.5–0,7 | 0.3–0,5 | 0.2–0,4 | 0.8 |
| Dureza Rockwell (M) | 106 | 114 | 114 | - |
| Resistência à tracção (MPa) | 110 @ Colheita | 131 @ Quebrar | 175 @ Quebrar | 105 @ Colheita |
| Alongamento no intervalo (%) | 50 | 4 | 2.4 | 60 |
| Módulo Flexural (GPa) | 3.3 | 6.89 | 9.6 | 3.31 |
| Força dielétrica (kv/mm) | 25 | 26.3 | 26 | 19.7 |
| Resistividade de volume (Oh·cm) | 1×10¹⁵ | 7×10¹⁶ | 1×10¹⁵ | 1×10¹² |
| Temperatura de secagem (°C) | 150 | 150 | 150 | 149 |
| Temperatura de fusão (°C) | 350–410 | 350–400 | 350–410 | 354–399 |
| Temperatura do Molde (°C) | 135–180 | 135–165 | 135–180 | 135–177 |
Classes cheias de vidro (20–30%) proporcionam rigidez superior e estabilidade dimensional, Mas eles são menos dúctil. PEI não preenchido oferece melhor resistência ao impacto e transparência, tornando-o ideal para aplicações de testes visuais ou mecânicos.
Diretrizes de processamento de materiais PEI
Controle de umidade
O PEI é higroscópico e deve ser bem seco para evitar bolhas, vazios, e defeitos superficiais.
PEI não preenchido: 4 horas a 150°C.
PEI reforçado: até 6 horas a 150°C.
Os níveis de umidade devem estar abaixo 0.02% antes de moldar.
Controle de temperatura
Exigências de PEI temperaturas de processamento muito altas:
Temperatura de fusão: 350°C-410 °C.
Temperatura do molde: 135°C-180 °C.
Observe que PEI pigmentado pode descolorir acima de 382°C. Manter um controle de temperatura consistente em todo o molde garante fluxo e cristalização adequados.
Pressão de injeção
Pressão de injeção típica: 70–150MPa.
Pressões mais altas melhoram enchimento de molde e reduzir o encolhimento, mas a pressão excessiva pode induzir empenamento ou flash.
Encolhimento
PEI não preenchido: retração isotrópica (uniforme).
PEI cheio de vidro: anisotrópico (direcional), levando a mudanças dimensionais desiguais.
Para minimizar o encolhimento:
Temperatura mais baixa do molde.
Aumente a pressão de injeção e o tempo de empacotamento.
Use locais de comporta adequados para um fluxo equilibrado.
Melhores práticas para moldagem por injeção PEI bem-sucedida
Colabore com experientes moldadores por injeção familiarizado com termoplásticos de alto desempenho.
Usar ferramentas de precisão com sistemas de controle de temperatura.
Implementar Design para fabricação (DFM) cedo para equilibrar design e custo.
Faça a manutenção regular dos secadores e controladores de temperatura para evitar variação do processo.
Conduta análise de fluxo de molde (AMF) para colocação ideal de portão e ventilação.
Conclusão
Moldagem por injeção PEI permite a produção de fortes, resistente ao calor, e componentes eletricamente isolados para aplicações críticas em medicina, aeroespacial, e indústrias eletrônicas.
Embora o PEI seja mais caro e difícil de processar do que os plásticos comuns, isso é resistência térmica, rigidez dielétrica, e estabilidade dimensional tornam-no indispensável para ambientes exigentes onde o desempenho não pode ser comprometido.
Quando combinado com um design de molde adequado, parâmetros de processamento, e controle de engenharia qualificado, PEI – especialmente Ultem®—oferece confiabilidade excepcional a longo prazo.
Perguntas frequentes
- Quais são as principais diferenças entre PEI e PEEK?
O PEI é mais barato, mas tem menor desgaste e resistência química em comparação ao PEEK. PEEK é melhor para uso contínuo acima de 250°C, enquanto o PEI é ideal até cerca de 170°C. - O PEI pode ser usado para implantes médicos?
Não, O PEI não é bioabsorvível e é inadequado para implantação a longo prazo. No entanto, é amplamente usado em dispositivos médicos externos esterilizáveis. - Como os enchimentos de vidro afetam as propriedades do PEI?
Fibras de vidro aumentam a rigidez, resistência à tracção, e resistência ao calor, mas reduzem a flexibilidade e a resistência ao impacto. - Quais são as condições de secagem ideais para a resina PEI?
Seque a 150°C por 4–6 horas até que o teor de umidade caia abaixo 0.02%. A secagem adequada é fundamental para evitar espalhamento e fragilidade. - O PEI é adequado para aplicações elétricas externas??
Sim. Com estabilizadores UV, PEI tem bom desempenho em ambientes externos expostos à luz solar e altas temperaturas.
Leia mais:
Moldagem por injeção de náilon: Projeto, Processo, e guia de materiais para engenheiros
Pinos ejetores e seus usos no processo de moldagem por injeção
Tudo sobre o básico da moldagem por injeção plástica
![]()