
O que é moldagem por injeção de nylon?
O que é moldagem por injeção de nylon
A moldagem por injeção de nylon é um processo de fabricação que utiliza nylon fundido - um tipo de termoplástico de engenharia - para produzir durável, leve, e componentes de alta resistência. Nylon, Também conhecido como poliamida (PA), é um polímero semicristalino caracterizado por excelente resistência mecânica, resistência ao desgaste, e estabilidade química.
Devido ao seu alta cristalinidade, nylon exibe resistência superior, resistência à fadiga, e desempenho térmico. Ele pode suportar ambientes exigentes e muitas vezes substitui o metal em aplicações como engrenagens, fixadores, abraçadeiras, pás do ventilador, e peças da bomba.
Os nylons mais comuns usados na moldagem por injeção incluem:
Nylon 6 (PA6)
Nylon 66 (PA66)
Nylon 12 (PA12)
Nylon reforçado com fibra de vidro (PA-GF)
Cada classe possui características mecânicas e de processamento distintas, permitindo que os engenheiros equilibrem força, flexibilidade, e resistência à umidade para usos finais específicos.
Vantagens da moldagem por injeção de nylon
O nylon é um dos plásticos de engenharia mais populares para moldagem por injeção porque combina moldabilidade, desempenho, e eficiência de custos. Abaixo estão seus principais benefícios explicados em detalhes.
1. Baixa viscosidade de fusão
O nylon derrete facilmente e flui suavemente dentro do molde, mesmo através de seções finas ou geometrias complexas.
Permite a produção de peças de paredes finas (tão baixo quanto 0.7 milímetros).
Reduz a pressão de injeção e garante o preenchimento completo do molde.
Reduz os tempos de ciclo para produção de alto volume.
2. Excelente resistência química e à abrasão
O nylon resiste a uma ampla gama de produtos químicos, Incluindo:
Diluir ácidos e soluções alcalinas
Hidrocarbonetos, combustíveis, e óleos
Solventes orgânicos como álcoois e hidrocarbonetos halogenados
Isso é baixo coeficiente de atrito e alta resistência ao desgaste o tornam ideal para peças que passam por movimento deslizante ou rotacional, como engrenagens, buchas, e rolamentos.
3. Resistência de alta temperatura
O nylon mantém a integridade mecânica em temperaturas elevadas.
Classes de náilon padrão podem operar continuamente até 120–150°C.
Nylons cheios de vidro resistem a temperaturas ainda mais altas antes de amolecerem.
Esta propriedade torna o náilon adequado para compartimentos de motores automotivos e máquinas industriais..
4. Fadiga e resistência ao impacto
A estrutura molecular semicristalina do nylon confere-lhe excelente resistência à fadiga, permitindo-lhe suportar repetidos ciclos de tensão sem rachar ou quebrar.
Projetando peças com raios de canto generosos melhora ainda mais o desempenho sob cargas cíclicas.
5. Resistência Mecânica Comparável ao Metal
Nylon exibe alta resistência à tração e flexão, permitindo substituir o metal em muitas aplicações de suporte de carga.
Reforçando o náilon com fibras de vidro ou cargas minerais aumenta a rigidez e a estabilidade dimensional enquanto reduz a fluência sob carga.
Diretrizes de projeto de moldagem por injeção de nylon
O design adequado da peça garante tanto precisão dimensional e eficiência de produção. Abaixo estão considerações de design específicas de nylon.
1. Espessura da Parede
Recomendado: 0.030–0,115 pol. (0.76–2,92 mm)
Manter espessura de parede uniforme para evitar marcas de afundamento e empenamento.
Transições graduais (≤15%) entre paredes adjacentes são ideais.
Evite paredes mais espessas que 6 milímetros, pois aumentam o tempo de resfriamento e podem reter vazios.
Náilon baixa viscosidade de fusão permite paredes mais finas do que muitos outros termoplásticos, mantendo a resistência da peça.
2. Raios e Cantos
Evite cantos afiados que criam concentrações de tensão.
Raio mínimo: 0.5 milímetros.
Raio ideal: ≈75% da espessura nominal da parede para melhor desempenho de fadiga.
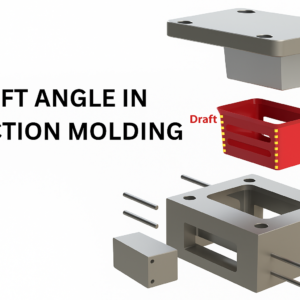
3. Ângulos de inclinação
A superfície lisa do nylon e o baixo atrito permitem uma tiragem mínima.
0.5°–1° por lado é recomendado para facilitar a ejeção e reduzir os tempos de ciclo.
Superfícies planas (por exemplo., engrenagens) às vezes pode ser moldado com sem rascunho.
4. Tolerâncias de peças
O náilon tem um maior taxa de encolhimento (0.5%–2%) do que muitos plásticos, tornando o controle dimensional desafiador.
O gerenciamento preciso da temperatura do molde reduz a variação.
Classes com enchimento de vidro apresentam menor encolhimento e maior estabilidade.
A pós-moldagem com condicionamento de umidade controlada garante precisão a longo prazo.
Propriedades do material de náilon

Propriedades do material de náilon
A seguir estão as propriedades típicas do material para vários tipos de náilon:
| Propriedade | Nylon 11 | Nylon 12 | Nylon 46 | Nylon 66 | Nylon 66 30% GF |
| Densidade (g/cm³) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| Encolhimento Linear (cm/cm) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| Dureza Rockwell (R) | 107 | 98 | 95 | 114 | 117 |
| Resistência à tracção (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| Alongamento no intervalo (%) | 119 | 67 | 43 | 47 | 4 |
| Módulo Flexural (GPa) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| Temperatura de secagem (°C) | 90 | 93 | 94 | 81 | 82 |
| Temperatura de fusão (°C) | 261 | 224 | 303 | 279 | 285 |
| Temperatura do Molde (°C) | 49 | 71 | 103 | 75 | 86 |
Takeaway -chave: O equilíbrio de Nylon de alta resistência à tração, dureza, e flexibilidade torna-o ideal para componentes de suporte de carga. No entanto, devido ao seu natureza higroscópica, o náilon deve ser seque bem antes de processar.
Parâmetros do processo de moldagem por injeção de nylon
O controle dos parâmetros de processamento garante qualidade consistente da peça e precisão dimensional.
1. Viscosidade
O náilon tem baixa viscosidade de fusão, permitindo o preenchimento rápido do molde através de canais finos ou complexos.
Isso reduz os tempos de ciclo, mas requer controle cuidadoso de pressão e velocidade para evitar flashes.
2. Controle de umidade
O nylon absorve facilmente a umidade atmosférica.
A umidade excessiva causa vazios, jogar, e fragilidade.
Teor de umidade ideal: 0.15–0,20%.
Nylon seco em 80–90°C durante 3–6 horas antes de moldar.
3. Controle de temperatura
Maior temperatura do molde → maior cristalinidade e resistência.
Muito alto (acima 330°C) → risco de degradação térmica e descoloração.
Faixa de processamento típica:
Temperatura do barril: 260–290ºC
Temperatura do molde: 70–90ºC
4. Pressão de injeção
Faixa típica: 700–1400 barras (10,000–20.000psi).
Baixa pressão → tiros curtos, linhas de malha, acabamento superficial ruim.
Alta pressão → flash, empenamento, ou distorção dimensional.
O perfil de pressão adequado garante densidade uniforme e tensão interna mínima.
5. Velocidade de injeção
Altas velocidades de injeção reduzem o tempo de ciclo e as linhas de solda.
No entanto, velocidade excessiva pode causar aquecimento por cisalhamento e Marcas de queimadura.
O aumento controlado da velocidade é melhor para peças de náilon com paredes finas.
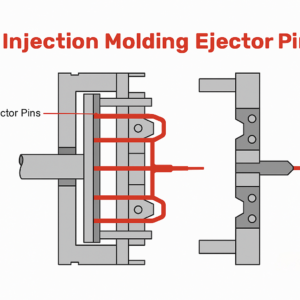
6. Gaseificação e Ventilação
A moldagem de nylon gera gases durante a injeção do fundido.
Causas de ventilação inadequada vazios, queimaduras, e preenchimento incompleto.
Forneça profundidades de ventilação ao redor 0.02–0,04 mm perto das bordas da cavidade.
7. Encolhimento
Faixa típica: 0.5–2%, dependendo do grau e da taxa de resfriamento.
Controlado por:
Temperaturas de molde mais altas (reduzir o encolhimento).
Espessura uniforme da parede.
Reforço de vidro (minimiza empenamento).
Defeitos e soluções comuns de moldagem por injeção de nylon
| Defeito | Possível causa | Solução recomendada |
| Marcas de exibição | Excesso de umidade | Pré-secar o material adequadamente |
| Piscando | Excesso de pressão ou baixa força de fixação | Ajustar a pressão de injeção, inspecionar o ajuste do molde |
| Deformação | Resfriamento irregular ou espessura da parede | Otimize o projeto do molde e o layout de resfriamento |
| Fotos curtas | Baixa velocidade de injeção ou problema de ventilação | Aumentar a velocidade, melhorar a ventilação |
| Descoloração | Superaquecimento ou degradação | Temperatura de fusão mais baixa, garantir a pureza do material |
Aplicações de moldagem por injeção de nylon
As peças moldadas em nylon são utilizadas em inúmeras indústrias devido à sua combinação de força, dureza, e resistência ao calor.
Automotivo: Engrenagens, buchas, ventiladores do radiador, conectores de linha de combustível
Elétrica & Eletrônicos: Abraçadeiras, isoladores, caixas de terminais
Bens de consumo: Carcaças de ferramentas elétricas, componentes do aparelho
Equipamento industrial: Rolamentos, rolos, fixadores mecânicos
Aeroespacial: Acessórios interiores leves, colchetes, clipes
Melhores práticas para moldagem por injeção de nylon bem-sucedida
Armazene pellets de náilon em recipientes herméticos para evitar a absorção de umidade.
Sempre material seco antes de moldar.
Manter resfriamento uniforme para minimizar empenamento.
Usar classes cheias de vidro para aplicações de alta resistência ou precisão.
Aplicar perfis controlados de temperatura e pressão durante a moldagem.
Conclusão
A moldagem por injeção de nylon combina a resistência dos plásticos de engenharia com a versatilidade dos termoplásticos. Quando processado corretamente, náilon oferece desempenho excepcional, durabilidade, e precisão, tornando-o um material preferido para aplicações industriais e de consumo.
Controle adequado de umidade, temperatura, e pressão, junto com inteligente práticas de design, garante peças de náilon de alta qualidade que podem até substituir componentes metálicos.
Perguntas frequentes
- Qual o melhor tipo de náilon para moldagem por injeção?
Nylon 6 e nylon 66 são os tipos mais usados. Nylon 66 oferece maior resistência e resistência à temperatura, enquanto Náilon 6 proporciona melhor acabamento superficial e flexibilidade. - Por que o náilon deve ser seco antes da moldagem por injeção?
Porque o náilon é higroscópico, absorve a umidade do ar. A umidade na resina pode causar bolhas, jogar, e degradação durante a moldagem. - O náilon pode substituir peças metálicas em montagens mecânicas?
Sim. Com reforço de fibra de vidro, o náilon pode atingir resistência à tração comparável ao alumínio, tornando-o uma alternativa leve e econômica. - Quais são os desafios comuns ao moldar náilon?
Os principais desafios incluem a absorção de umidade, encolhimento, deformação, e mantendo tolerâncias apertadas devido às altas taxas de encolhimento. - Como você reduz o encolhimento na moldagem por injeção de náilon?
Use temperaturas de molde mais altas, espessura de parede uniforme, e classes cheias de vidro. O resfriamento controlado também ajuda a evitar empenamento.
Leia mais:
Dicas para projetar clipes para peças de plástico
5 Coisas que você precisa saber sobre moldagem por injeção de plástico
Tudo sobre o básico da moldagem por injeção plástica
Tudo o que você precisa saber sobre moldagem por injeção de policarbonato?
![]()
1 pensei em “Moldagem por injeção de náilon: Projeto, Processo, e guia de materiais para engenheiros”