Pós-processamento refere-se a qualquer operação secundária realizada em uma peça moldada por injeção de plástico após ela ter sido ejetada da cavidade do molde.. Enquanto moldagem por injeção é um processo de fabricação altamente eficiente, tem limitações, e as peças raramente emergem totalmente prontas para o uso final pretendido.
A função principal do pós-processamento é dupla: executar ações corretivas que removem materiais indesejados ou defeitos de superfície, e para realizar processos funcionais ou decorativos secundários que a máquina de moldagem não consegue alcançar de forma eficiente ou de todo.
Esta fase é crucial porque muitas vezes representa uma compensação custo-benefício. Por exemplo, obter uma cor específica ou um gráfico complexo por meio do pós-processamento pode ser significativamente mais barato do que investir em resinas pigmentadas caras, rotulagem complexa no molde, ou projetos de ferramentas altamente sofisticados. Adicionando essas etapas, os fabricantes podem utilizar materiais de base mais baratos e moldes mais simples, mitigando altos custos iniciais.
Este guia detalha as seis técnicas de pós-processamento mais comuns e críticas usadas na indústria de moldagem por injeção de plástico.:
Corte de portão
Pintura
Marcação a Laser
Tampografia
Estacamento de Calor
Soldagem Ultrassônica
Atividades comuns de pós-processamento
1. Corte de portão

Corte de portão
As portas são os pontos críticos de conexão onde o plástico derretido flui do sistema de canal para a cavidade do molde. Mesmo com design de ferramenta ideal, uma pequena saliência de material solidificado permanece neste ponto, muitas vezes referido como um “vestígio do portão”. Clarão, uma fina camada de excesso de material forçada na linha de partição do molde ou ao redor dos pinos ejetores, é outro defeito comum.
Propósito: O objetivo principal do corte do portão (ou delegação) e a remoção do flash é garantir que a peça seja esteticamente agradável, se encaixa corretamente durante a montagem, e funciona conforme pretendido (especialmente para vedação de superfícies).
Métodos:
Corte manual: Para menores, peças mais simples, isso envolve o uso de ferramentas manuais, como tesouras afiadas, facas, ou cortadores especializados. Este é o método mais trabalhoso e com qualidade variável.
Corte automatizado: Para peças de alto volume ou complexas, jogos, ferramentas de corte integradas na máquina de moldagem, ou braços robóticos são usados para garantir consistência e velocidade.
Degatação no molde: Ferramentas altamente projetadas (como aqueles para portões submarinos ou de câmara quente) são projetados para cortar o vestígio do portão de forma limpa antes a peça é ejetada, minimizando ou eliminando a necessidade de corte secundário.
2. Pintura

Pintura
Embora plásticos coloridos estejam disponíveis, a pintura é um pós-processo preferido para obter cores específicas, acabamentos especializados (como metálicos ou texturas), ou fornecendo camadas funcionais protetoras (como blindagem EMI).
Preparação Pré-Pintura: A adesão bem-sucedida é fundamental. Os plásticos são quimicamente diversos, e alguns, como polietileno (EDUCAÇAO FISICA) e Polipropileno (PP), têm baixa energia superficial, fazendo com que os líquidos se acumulem em vez de se espalharem.
Limpeza/lixamento: Necessário para remover agentes desmoldantes, pó, e óleos.
Tratamento Plasmático: Este processo altamente eficaz utiliza plasma gasoso para aumentar a energia superficial de polímeros não polares, introdução de grupos funcionais polares que criam uma atração molecular mais forte entre o plástico e a tinta.
Métodos de pintura:
Pintura em spray: O método mais comum. Pode ser aplicado em camadas únicas ou múltiplas. As tintas podem ser autopolimerizáveis (secar ao ar) ou quimicamente curado. Tintas de cura UV são rápidas, eficiente, e minimizar compostos orgânicos voláteis (COV) emissões.
Revestimento em pó: Um processo de acabamento a seco onde pó plástico finamente moído é carregado eletrostaticamente e pulverizado sobre a peça. A peça é então aquecida (Cura UV ou em forno) para derreter o pó em um liso, acabamento durável. Oferece excelente resistência a lascas.
Serigrafia (Impressão da tela): Usado para aplicar padrões, logotipos, ou texto, muitas vezes em duas ou mais cores. Uma malha tecida porosa (tela) é usado para apoiar um estêncil de bloqueio de tinta, deixando áreas abertas através das quais a tinta é forçada no substrato.
3. Marcação a Laser
Marcação a Laser
A marcação a laser é um processo sem contato, sem ferramentas, e método altamente preciso para aplicação de gráficos permanentes, caracteres alfanuméricos, ou identificadores exclusivos para peças.
Princípio: O laser pulsado de estado sólido fornece energia com um comprimento de onda escolhido especificamente para o plástico moldado. O plástico absorve essa energia, resultando em uma mudança localizada na superfície.
Mecanismos Chave:
Mudança de cor (Carbonização): O calor do laser causa mudanças químicas no material, muitas vezes escurecendo a superfície para preto ou cinza. Isto requer aditivos de materiais específicos.
Espuma: O laser derrete localmente o plástico, causando a formação de pequenas bolhas de gás logo abaixo da superfície, que aparecem como um relevo, marca mais clara.
Ablação (Gravação): O laser remove uma fina camada de material superficial. Se o plástico subjacente for de uma cor diferente, expõe a camada contrastante para uma marca clara.
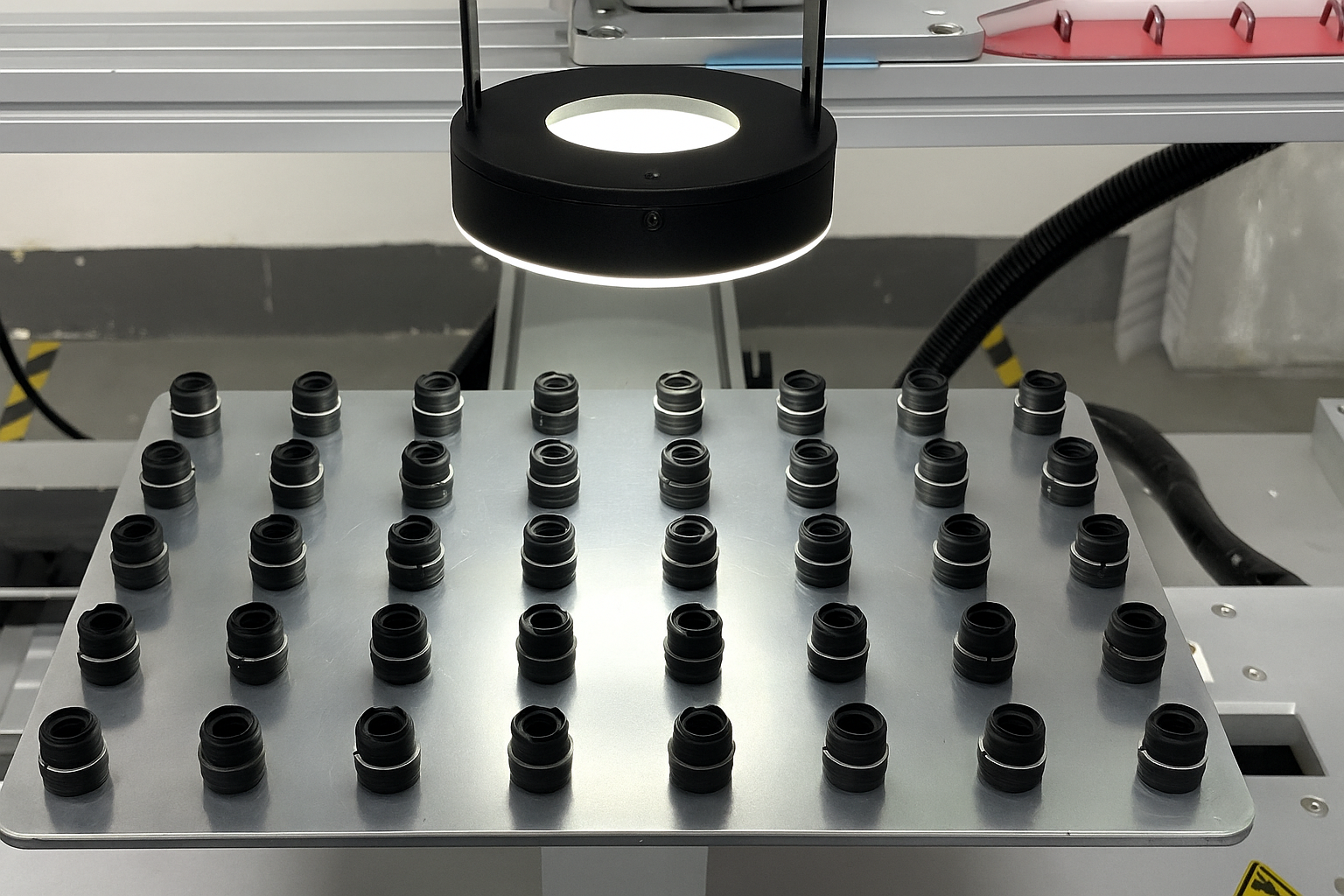
Formulários: Devido à sua alta resolução e permanência, a marcação a laser é essencial para peças que exigem rastreabilidade ou conformidade regulatória, como implantes médicos, serializando eletrônicos, ou componentes automotivos.
4. Tampografia
Tampografia
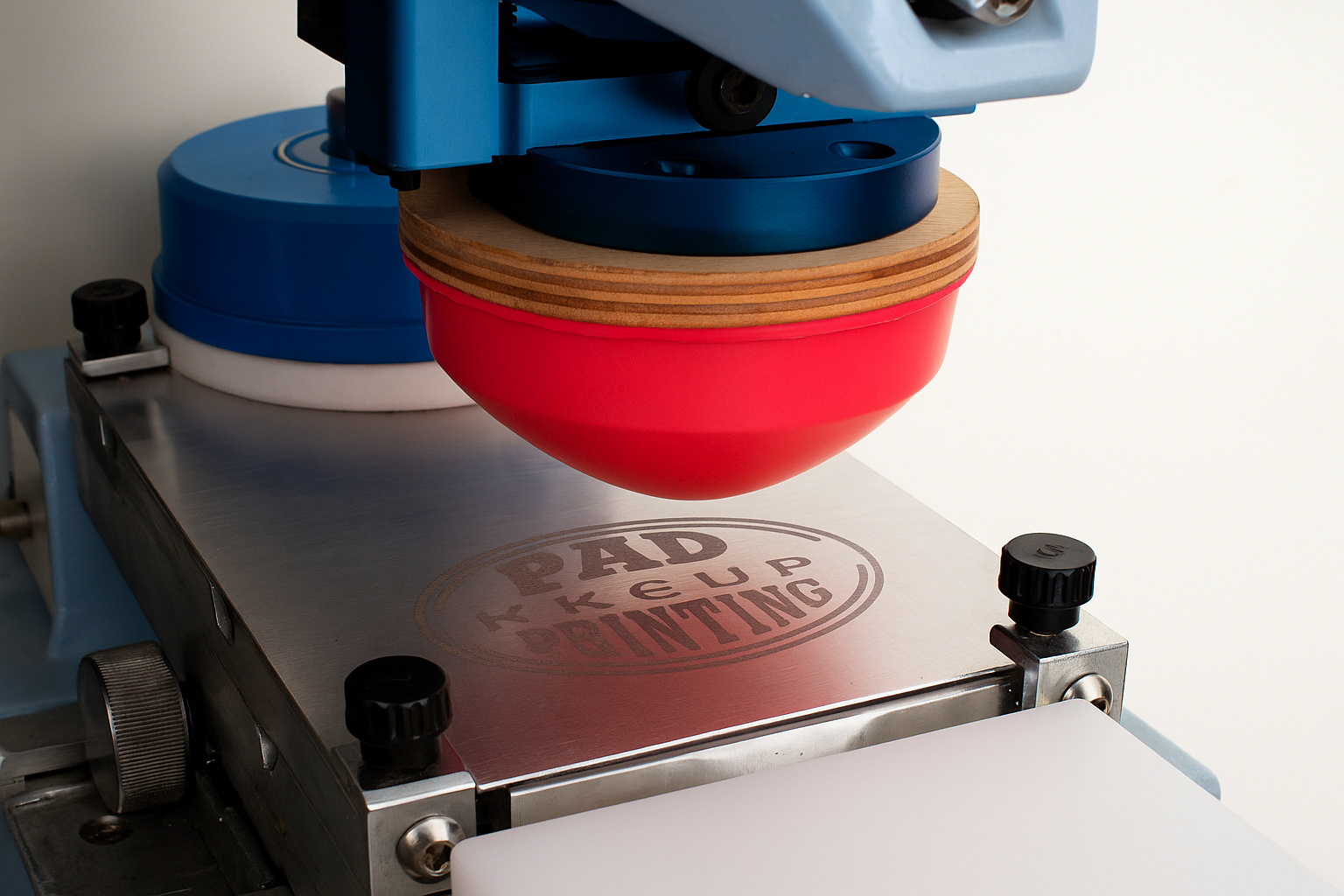
A tampografia é um processo exclusivo de impressão offset projetado para transferir uma imagem 2D para um objeto 3D., muitas vezes com superfícies complexas ou não uniformes.
Componentes do Processo:
Clichê (Placa): Uma placa gravada contém a tinta para a imagem desejada.
Copo de tinta: A xícara desliza sobre o clichê, preenchendo a área gravada com tinta de secagem rápida enquanto limpa o resto da placa.
Almofada de transferência: Uma almofada de borracha de silicone é pressionada no clichê, pegando a imagem com tinta.
Transferir: A almofada então se deforma à medida que pressiona a superfície da peça 3D, transferindo a imagem de forma limpa.
Vantagens: A tampografia é excelente onde os métodos convencionais falham, especialmente em côncavo, convexo, esférico, ou superfícies irregulares. O uso de tintas de secagem rápida minimiza o risco de manchas, tornando-o ideal para bens de consumo de alto volume, Artigos esportivos, e caixas de eletrodomésticos onde detalhado, gráficos multicoloridos são necessários.
5. Estacamento de Calor
Estacamento de Calor
Estacamento de calor, ou estaqueamento termoplástico, é uma técnica de união usada para fixar com segurança duas ou mais peças juntas, normalmente para instalar permanentemente um componente não plástico (como uma inserção de metal ou um PCB) em um componente plástico.
Mecanismo: Uma ferramenta aquecida ou inserto de metal é pressionado contra um pino ou saliência de plástico. O calor provoca a fusão localizada e refluxo de plástico da ponta do pino. A ferramenta então molda o material plástico amolecido em uma cabeça definida (como uma cúpula ou sinalizador) que captura a parte não plástica.
Benefícios & Formulários:
Isso cria forte, juntas mecânicas permanentes.
É vital para a instalação inserções metálicas roscadas (por exemplo., porcas sextavadas ou impasses) em chefes de plástico, garantindo que os parafusos possam ser usados repetidamente durante a montagem do produto.
Sua baixa força de inserção evita tensões e possíveis rachaduras em peças plásticas delicadas ou de paredes finas.
6. Soldagem Ultrassônica

Soldagem Ultrassônica
A soldagem ultrassônica é um processo rápido e limpo que une permanentemente dois componentes termoplásticos compatíveis usando vibrações acústicas de alta frequência.
Mecanismo: Uma buzina ultrassônica (sonotrodo) vibra entre 20 para 40 kHz. Esta vibração é transmitida às peças que estão sendo unidas, especificamente concentrado em um recurso de interface projetado chamado diretor de energia. A vibração mecânica gera intenso calor de fricção neste ponto, fazendo com que o plástico derreta e se misture. Assim que a vibração parar, uma força de fixação é mantida por um tempo de retenção específico para permitir que o plástico fundido esfrie e solidifique novamente, criando um permanente, solda de estado sólido.
Vantagens:
Velocidade: Os ciclos de soldagem são normalmente medidos em segundos.
Limpeza: Não requer solventes químicos, adesivos, ou fixadores.
Biocompatibilidade: Esta característica o torna altamente favorecido na montagem de dispositivos médicos e embalagens estéreis onde resíduos químicos são inaceitáveis.
Preparando-se para pós-processamento: O planejamento antecipado é fundamental
Preparando-se para pós-processamento
É um erro comum tratar o pós-processamento como uma reflexão tardia. Esperar até que uma peça esteja totalmente projetada e moldada antes de considerar operações secundárias é ineficiente e caro.
Integração de Projeto: Você deve discutir ativamente seus requisitos de pós-processamento – seja a necessidade de uma camada de pó resistente a arranhões, o tamanho exato de uma inserção estaqueada a quente, ou a localização de um diretor de energia para soldagem – com seu parceiro de fabricação no início da fase de projeto.
Considerando o pós-processamento desde o início, você pode modificar a geometria da peça, escolha a resina ideal, e selecione a solução mais econômica, em última análise, economizando tempo e dinheiro em seu próximo projeto de moldagem por injeção.
Perguntas frequentes
1º trimestre: O pós-processamento sempre aumenta o custo final da peça??
Sim, o pós-processamento adiciona uma etapa adicional e trabalho (manual ou automatizado) para o fluxo de fabricação, o que aumenta o custo unitário em comparação com uma peça “direto do molde”. No entanto, é um custo estratégico. Por exemplo, pintar uma peça pode aumentar o custo da mão de obra, mas o custo global do projecto pode ser mais baixo do que usar uma resina colorida especial de alto custo na máquina de moldagem, ou pagar por ferramentas mais complexas projetadas para eliminar flash.
2º trimestre: Como escolho entre pintar e colorir o plástico diretamente?
Colorir plástico (Resina Pigmentada): Ideal para peças que necessitam de uniformidade de cores em todo o material (se a superfície ficar arranhada, a cor permanece) ou para peças de alto volume onde a consistência é crítica. Muitas vezes é mais barato para simples, cores sólidas.
Pintura: Ideal para obter efeitos especiais (metálicos, alto brilho, toque suave), fornecendo revestimentos funcionais (Blindagem EMI), ou cobrindo defeitos. Oferece mais controle sobre o acabamento final e pode ser econômico para obter múltiplas cores em uma única peça.
3º trimestre: Qual é a principal diferença entre estaqueamento térmico e soldagem ultrassônica?
Ambos estão juntando métodos, mas seu mecanismo é diferente:
Estacamento de Calor: Usos calor condutivo de uma ferramenta ou inserto aquecido para derreter e remodelar um pino ou saliência de plástico, travando um componente no lugar. Geralmente é mais lento que a soldagem ultrassônica.
Soldagem Ultrassônica: Usos calor friccional gerado por vibrações de alta frequência para derreter as superfícies plásticas na interface conjunta. É muito mais rápido e cria uma imagem permanente, ligação de estado sólido diretamente entre dois componentes plásticos.
4º trimestre: Todos os tipos de plástico podem ser marcados a laser?
Não. A marcação a laser bem-sucedida depende muito da capacidade do plástico de absorver o comprimento de onda do laser. Embora muitos termoplásticos comuns possam ser marcados, alguns plásticos transparentes ou altamente reflexivos requerem aditivos específicos (muitas vezes pigmentos pretos ou brancos) para facilitar a reação química necessária e criar um contraste visível. A consulta com um especialista em marcação a laser é essencial.
Q5: Por que a preparação de superfície é (como tratamento de plasma) tão importante para a pintura?
A adesão adequada da tinta requer alta energia superficial no plástico. Muitos plásticos comuns (EDUCAÇAO FISICA, PP) são apolares e têm baixa energia superficial. Se a energia superficial for muito baixa, a tinta não molhará a superfície adequadamente e irá lascar ou descascar facilmente, comprometendo gravemente o acabamento e a durabilidade. O tratamento com plasma aumenta temporariamente esta energia superficial, garantindo uma forte, ligação em nível molecular entre a tinta e o plástico.
Q6: A tampografia pode ser usada para superfícies altamente curvas?
Sim, esta é uma das principais vantagens da tampografia. A almofada de transferência de silicone é altamente flexível e pode deformar-se para se adaptar a curvas, esférico, ou superfícies tridimensionais irregulares, permitindo uma nítida, imagem plana do clichê (placa) para ser transferido com precisão para geometria complexa.
![]()