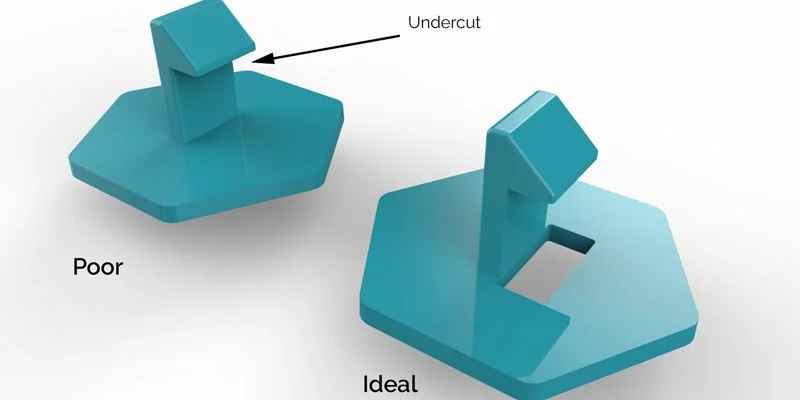
Os cortes inferiores são um dos aspectos mais desafiadores da moldagem por injeção de plástico projeto. São os recursos que evitam que uma peça moldada seja ejetada em um molde simples de extração direta – normalmente porque a geometria trava a peça dentro da ferramenta.
Em moldagem por injeção, um corte inferior pode assumir muitas formas: um buraco lateral, um sulco, um recesso, ou um gancho saliente. Esses recursos geralmente adicionam funcionalidades essenciais, como fixação, vedação, ou alinhamento - mas também tornam a construção do molde mais complexa.
Exemplos comuns incluem:
O tópicos em um fecho de plástico.
A slot para um botão liga/desliga em uma caixa de dispositivo.
Bloqueio de guias em uma lente de luz traseira.
Chefes angulares ou ranhuras em caixas mecânicas.
Embora os cortes inferiores sejam muitas vezes inevitáveis, eles podem ser gerenciados por meio de engenharia inteligente. Os seis métodos a seguir mostram como projetar e moldar peças com rebaixos de forma eficiente, sem sacrificar a qualidade ou aumentar os custos..
1. Ajustando a linha de partição
Mudando o molde linha de separação geralmente é a maneira mais fácil de acomodar cortes inferiores.
Modificando a orientação do molde ou a geometria da partição, você pode posicionar o corte inferior para que ele se alinhe com a linha de partição. Isto permite que ele seja formado pelas duas metades do molde e liberado de forma limpa após a ejeção.
Exemplo:
Se a sua peça inclui impasses laterais ou pequenos chefes, mover a linha de partição e ajustar os ângulos de inclinação pode eliminar a necessidade de mecanismos adicionais.
Vantagens:
Simplifica ferramentas e manutenção.
Reduz custos em comparação com ações paralelas.
Permite ciclos de moldagem mais curtos.
Considerações:
Pode afetar superfícies cosméticas ou orientação de peças.
Requer avaliação cuidadosa do fluxo de material e caminhos de resfriamento.
Quando a geometria ou orientação da peça impede esse método, ações paralelas são a próxima escolha lógica.
2. Usando ações paralelas (Slides da câmera)
Ações paralelas– também chamado slides de câmera—são elementos mecânicos do molde que se movem perpendicularmente à direção de abertura do molde para formar recursos de corte inferior.
Como eles funcionam:
Quando o molde fecha, um pino de came conduz a ação lateral para a posição.
Após injeção e resfriamento, o molde abre, e a ação lateral se retrai para limpar o corte inferior.
Aplicações Típicas:
Farpas de mangueira e componentes tubulares.
Alças, botões de controle, e conectores.
Peças com furos passantes ou reentrâncias perpendiculares à linha de partição.
Especificações Técnicas:
Largura máxima: 8.419 em (213.84 milímetros)
Altura máxima: 2.377 em (60.38 milímetros)
Viagem máxima: 2.900 em (73.66 milímetros)
Melhores materiais:
Resinas rígidas como nylon (PA), policarbonato (computador), e acetal (POM) são ideais. Materiais flexíveis como PEBD ou TPE pode ficar preso durante a retração, então considere as eliminações.
Prós:
Permite recursos altamente detalhados e funcionais.
Mantém alta repetibilidade.
Adequado para automação, produção em alto volume.
Contras:
Aumenta a complexidade e o custo das ferramentas.
Requer espaço para movimento do came dentro da base do molde.
Apesar do investimento adicional, ações laterais são uma das maneiras mais confiáveis de moldar recursos precisos de corte inferior.
3. Eliminações (Removendo cortes inferiores)
Eliminações confiar na elasticidade do plástico moldado e não no movimento mecânico. Este método é ideal para designs de encaixe rápido, tampas de recipientes, e capas flexíveis.
Como eles funcionam:
Um suave, inserto arredondado forma o rebaixo. Durante a ejeção, a peça flexiona sobre o recurso, permitindo que ele “bata” no núcleo do molde sem rasgar.
Materiais adequados:
PEBD (Polietileno de Baixa Densidade)
TPE (Elastômero Termoplástico)
TPU (Poliuretano termoplástico)
Dicas de design:
Mantenha as transições graduais – evite arestas vivas.
Limite a profundidade do corte inferior para facilitar a liberação.
Use uma placa ejetora para obter pressão de ejeção uniforme.
Vantagens:
Elimina partes móveis, reduzindo a manutenção.
Encurta os ciclos de moldagem.
Excelente para pequenos componentes flexíveis.
Nota sobre Moldagem LSR:
Borracha de silicone líquida (LSR) a moldagem - devido à sua flexibilidade - permite cortes inferiores ainda mais agressivos e geometrias complexas, tornando-o a melhor escolha para vedações, juntas, e conectores flexíveis.
4. Inserções carregadas manualmente
Ao lidar com geometrias complexas ou pequenas tiragens de produção, inserções carregadas manualmente são uma opção prática.
O que são:
São inserções metálicas colocadas manualmente no molde antes de cada ciclo de injeção para bloquear certas cavidades ou características.. Após a moldagem, a inserção é removida e reutilizada.
Formulários:
Invólucros para dispositivos médicos, gabinetes eletrônicos, ou qualquer parte onde slides automatizados não sejam econômicos.
Vantagens:
Baixo custo de ferramentas.
Ideal para protótipos e tiragens limitadas.
Evita ações complexas de molde.
Limitações:
Tempos de ciclo mais lentos devido ao manuseio manual.
Requer luvas resistentes ao calor para segurança do operador.
O tamanho do inserto deve ser ergonômico – de preferência 0.5 em² ou maior, mas menor que um baralho de cartas.
Esta abordagem é amplamente utilizada para validação de projetos e estágios iniciais de produção, onde a flexibilidade do molde é fundamental.
5. Telescópico (Deslizando) Desligamentos
Fechaduras telescópicas, também chamado fechamentos deslizantes, permitir que seções do molde deslizem umas nas outras, formando recursos de travamento automático sem componentes móveis separados.
Como eles funcionam:
Uma metade do molde inclui uma projeção usinada que “telescópio” em uma cavidade correspondente no outro lado, interrompendo efetivamente o fluxo de material e moldando a área de corte inferior.
Formulários:
Clipes de encaixe ou mecanismos de travamento.
Articulações tipo gancho.
Componentes do gabinete interligados.
Benefícios:
Simplifica o projeto de ferramentas.
Reduz a manutenção e o desgaste.
Elimina a necessidade de ações secundárias ou inserções.
Diretrizes de design:
Fornecer pelo menos 3° de calado por lado para evitar abrasão metal-metal, piscando, ou danos prematuros ao molde.
6. Projeto otimizado de peças e operações secundárias
Mesmo o melhor projeto de molde não consegue compensar a geometria inadequada da peça. Design para capacidade de fabricação (DFM) continua sendo crucial para uma moldagem confiável.
Diretrizes principais:
Adicionar ângulos de rascunho (mínimo 1–3°) para fácil ejeção.
Manter espessura de parede uniforme para evitar empenamento.
Usar costelas e raios para fortalecer superfícies planas.
Retire seções grossas para evitar marcas de afundamento.
Aplicar finos acabamentos superficiais somente quando necessário.
Dica de otimização de custos:
Para protótipos ou peças de baixo volume, muitas vezes é mais econômico moldar uma forma simples e usinar recursos complexos posteriormente usando operações secundárias como perfuração ou fresagem.
Aproveite as ferramentas DFM:
Carregue seu modelo CAD na plataforma do fabricante para uma análise DFM automatizada que sinaliza cortes inferiores, questões preliminares, e inconsistências na espessura da parede antes do início da produção.
Recomendações Finais
Os cortes inferiores são uma parte natural do projeto de peças complexas, mas com as estratégias certas, eles não precisam complicar seu projeto.
Antes de finalizar o projeto do seu molde:
Avalie todos os cortes antecipadamente para minimizar mudanças de ferramentas.
Considere o volume de produção e as compensações de custos a longo prazo.
Discuta suas opções com especialistas em design de moldes para identificar a solução mais eficiente.
Não negligencie os métodos de pós-processamento para execuções de produção mais simples ou mais flexíveis.
Precisa de orientação profissional?
Contate nossa equipe de suporte técnico ou carregue seu modelo CAD hoje para uma revisão DFM gratuita e cotação instantânea.
Leia mais:
Guia de design de ângulo de rascunho & Práticas recomendadas
Como projetar nervuras para peças plásticas
O que são linhas de malha na moldagem por injeção e como evitá-las
Guia de seleção de materiais para moldagem por injeção
![]()