
Not every manufacturing process needs fire, sparks, or molten metal. In fact, some of the most precise cuts in high-tech industries are made using nothing more than water—albeit water traveling at incredible speeds. Welcome to the world of waterjet cutting, where technology meets nature in one of the cleanest and most versatile cutting methods available.
Whether you’re in aerospace, construction, or even food processing, waterjet cutting is changing the game. With zero heat-affected zones (HAZ), minimal material waste, and unmatched versatility, it’s no wonder more manufacturers are switching to this innovative approach. But what exactly is waterjet cutting? How does it work? And why is it becoming such a popular choice?
This guide dives deep into every angle of waterjet cutting—from how it functions to what it costs, and everything in between. If you’re thinking about using it for your business or just curious about this high-pressure marvel, you’re in the right place.
Understanding Waterjet Cutting
What is Waterjet Cutting?
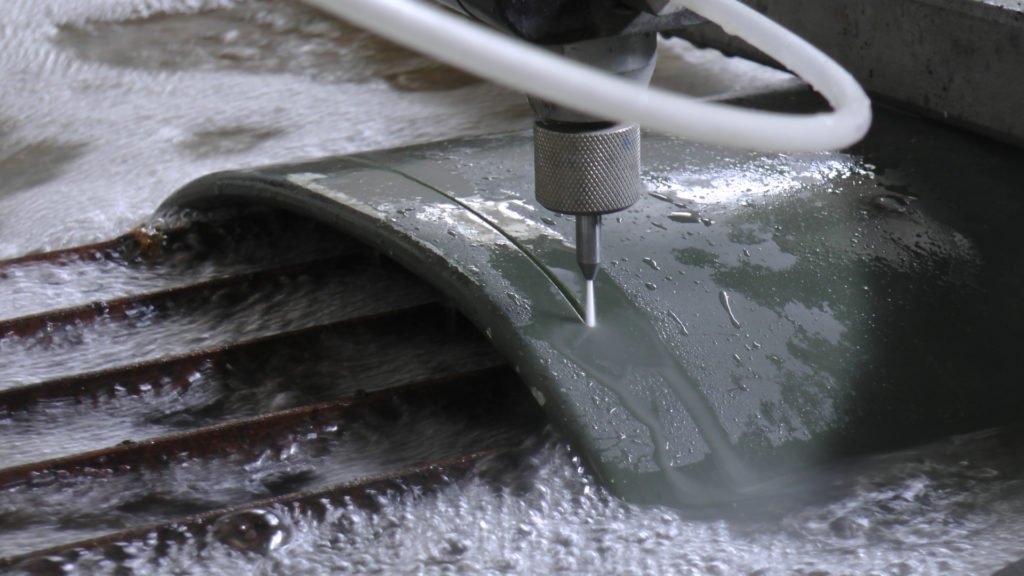
Waterjet cutting is a non-traditional machining process that uses a high-pressure stream of water to slice through materials. Sometimes, the water is used in its pure form for softer materials. In other cases, it’s mixed with an abrasive substance like garnet to cut harder substances like metals or ceramics.
Here’s the kicker: there’s no heat involved. That means no warping, no melting, and no alteration of the material’s properties. This is why it’s known as a “cold cutting” process—ideal for applications where heat damage is a no-go.
Waterjet cutting can produce intricate shapes, smooth edges, and tight tolerances without generating any harmful fumes or sparks. And it works on just about everything: metals, plastics, glass, composites, even food. From delicate circuit boards to thick slabs of steel, the versatility is wild.
Key features:
Cuts without heat or mechanical force
Handles both soft and hard materials
Highly accurate and precise
Reduces material waste
Eco-friendly and safe for many work environments
History of Waterjet Cutting
Waterjet cutting didn’t just burst onto the scene yesterday—it has a rich and interesting past.
The earliest experiments with high-pressure water cutting trace back to the 1930s, primarily in the mining and erosion control industries. Back then, it wasn’t about cutting intricate shapes in titanium—it was about using the force of water to wash away rock and soil.
The real breakthrough came in the 1960s and 70s, thanks to the visionary work of Dr. Norman Franz. In 1971, he patented a method that used ultra-high-pressure water jets for cutting various materials. His innovations laid the foundation for today’s advanced waterjet systems.
By the 1980s, abrasive waterjet cutting came into play—this allowed manufacturers to cut through harder materials like stainless steel and ceramics by adding grit to the water stream. This leap dramatically expanded the range of possible applications.
From the 1990s onward, improvements in pump technology, nozzle design, and computer control systems have pushed the boundaries of what waterjet machines can do. Today, waterjet cutting is a go-to tool in aerospace, automotive, medical device manufacturing, and beyond.
Who Invented Waterjet Cutting?
Credit where credit is due—Dr. Norman Franz is widely recognized as the inventor of practical waterjet cutting technology. A mechanical engineer and scientist, Dr. Franz began experimenting with the concept in the 1960s and secured a patent in 1971 for his groundbreaking high-pressure waterjet system.
His work didn’t just improve cutting techniques—it revolutionized them. Dr. Franz’s vision helped create a cleaner, more precise, and more versatile way to machine everything from soft rubber to hardened steel.
How Waterjet Cutting Works

At its core, waterjet cutting is about using intensely pressurized water to erode material along a predetermined path. Here’s a simplified breakdown of how it works:
Pressurization: The process begins with a pump pressurizing water to up to 90,000 psi. That’s enough force to slice through metal like butter.
Mixing (for abrasive cutting): When harder materials need to be cut, abrasive particles like garnet are added to the water stream in a mixing chamber.
Cutting: This pressurized stream—either pure water or mixed with abrasives—is forced through a tiny nozzle to create a focused, ultra-powerful jet that does the actual cutting.
Material Support: The material is secured on a cutting table, often with a slatted or mesh surface that lets water and debris pass through.
Catching and Recycling: Used water and abrasive material are collected in a catcher tank, and in some cases, water is filtered and recycled.
What makes this process so brilliant is that it’s contact-free—there’s no blade dragging across your material. Instead, it’s a highly controlled stream doing the work, which means less wear-and-tear and better long-term accuracy.
Key Components of a Waterjet Cutting Machine

High-Pressure Pump
Think of the pump as the heart of the system. It’s what creates the high-pressure water stream that powers the entire process. There are two main types:
Intensifier Pumps: These use hydraulic power to amplify water pressure—up to 90,000 psi. They’re extremely consistent and ideal for cutting tough materials.
Direct Drive Pumps: More energy-efficient and lower-maintenance, but they max out around 60,000 psi. Great for smaller jobs or softer materials.
Cutting Table
This is where your material sits. It needs to be stable and strong enough to handle the cutting force. Most tables have grid-style or slatted surfaces to minimize splash and help with cleanup.
Jet Nozzle
The nozzle is where the magic happens. It’s made of super-durable materials like sapphire or diamond and focuses the water stream into a razor-sharp jet. For abrasive cutting, it includes a mixing chamber and focusing tube to combine water and abrasive before the cut.
Abrasive Delivery System
This setup includes:
Hopper: Stores garnet or other abrasive material
Feed System: Controls the flow rate
Mixing Chamber: Where abrasive is introduced into the water stream
X-Y Motion System
Controlled by software, this guides the nozzle across your material. Most systems use CNC (computer numerical control) for pinpoint accuracy.
Catcher Tank
Located beneath the cutting surface, this tank is filled with water to absorb the leftover force of the jet and catch spent abrasive particles. It also helps reduce splash and noise.
Optional Systems
Water Recycling Unit: Filters and reuses water to cut down on waste
Abrasive Removal System: Separates and collects spent abrasive for disposal or reuse
Control Software
The software is your digital command center. It lets you input designs, set cutting paths, and monitor the process. Common options include AutoCAD, SolidWorks, IGEMS, and OMAX Intelli-MAX.
Types of Waterjet Cutting
Pure Waterjet Cutting
Pure waterjet cutting is the original method—simple, clean, and highly effective for cutting soft materials. Here, the water is not mixed with any abrasives. Instead, it relies solely on high-speed pressurized water, typically up to 60,000 psi, to slice through materials like rubber, foam, textiles, and even some food products.
Think of it like slicing a cake with a laser beam of water. The material isn’t burned, torn, or frayed. It’s separated cleanly and smoothly without any heat distortion.
Applications
Pure waterjet cutting is commonly used in:
Textile industry (cutting fabric, leather, carpet)
Food processing (clean slicing of frozen meat, pastries, fruits)
Medical field (cutting foam inserts or bandaging)
Automotive (cutting insulation, foam, or gaskets)
Advantages
No abrasives = less cleanup and lower cost
No thermal distortion, making it perfect for delicate materials
High precision for intricate patterns and small parts
Environmentally friendly, using only water
Safe for operators, with minimal risk of injury
If your goal is to make clean, soft cuts without heat or stress on the material, pure waterjet cutting is the go-to option.
Abrasive Waterjet Cutting
Now, when you need to cut through harder materials like steel, titanium, stone, or ceramics, you bring in the big guns—abrasive waterjet cutting.
In this process, abrasive particles (usually garnet) are mixed into the high-pressure water stream. The mixture exits the nozzle at nearly Mach 3 speed (3x the speed of sound!), eroding even the toughest materials with surgical precision.
Applications
You’ll find abrasive waterjet cutting in industries like:
Aerospace (cutting aircraft-grade aluminum, titanium parts)
Automotive (cutting chassis components, gears, and brackets)
Construction (precise cutting of granite countertops, stone tiles)
Medical manufacturing (creating implants and surgical tools)
Advantages
Cuts virtually any material—metal, glass, composites, stone
Extremely accurate, down to 0.003 inches
No heat-affected zone, preserving material properties
Smooth edge finish, often with no need for post-processing
Reduces material waste, maximizing efficiency
Safe and sustainable, with minimal environmental impact
It’s basically the “universal cutter” of the manufacturing world. If it exists, abrasive waterjet cutting can probably cut it.
Specialized Variants of Abrasive Waterjet Cutting
As industries grow more sophisticated, so do their tools. Standard waterjet cutting is powerful—but sometimes, you need a bit more finesse. That’s where specialized variants of abrasive waterjet cutting step in.
Micro Abrasive Waterjet Cutting
Think of this as waterjet cutting under a microscope. It uses ultra-fine abrasive particles and tiny nozzles (as small as 0.002 inches) to cut microscopic parts and details.
Best for:
Electronics (precision circuit boards)
Medical devices (stents, implants)
Jewelry making (custom metal or gemstone cuts)
You get the same benefits of abrasive waterjet cutting, just in miniature.
3D Waterjet Cutting
Why stick to flat surfaces? 3D waterjet cutting uses robotic arms and multi-axis motion systems to cut complex three-dimensional parts. It’s like having a sculptor’s chisel made of water.
Perfect for:
Aerospace brackets and components
Automotive parts with curves and cavities
Artistic installations and sculptures
The ability to cut on multiple planes opens up huge possibilities for innovation and design.
Robotic Waterjet Cutting
Here, industrial robots equipped with waterjet nozzles take over. Automation meets waterjet, resulting in unmatched consistency, repeatability, and speed. Robotic systems are ideal for high-volume production or repetitive cutting tasks.
Common uses:
Assembly line trimming
Automotive panel cutting
Aerospace composite part shaping
Robots don’t get tired, and when paired with waterjet power, they deliver flawless results every time.
Pure vs Abrasive Waterjet Cutting
When deciding between pure and abrasive waterjet cutting, it all comes down to the material and cutting needs. Here’s a side-by-side comparison:
| Feature | Pure Waterjet | Abrasive Waterjet |
| Material Type | Soft (foam, rubber, food) | Hard (steel, stone, ceramic) |
| Water Pressure | Up to 60,000 psi | 50,000–90,000 psi |
| Abrasive Used | No | Yes (typically garnet sand) |
| Applications | Food, textiles, gaskets | Aerospace, automotive, art |
| Cut Quality | Smooth, clean edges | Smooth, high precision |
| Heat Affected Zone | None | None |
| Setup Cost | Lower | Higher (abrasive costs) |
| Maintenance | Lower | Higher due to abrasives |
If you’re working with soft, delicate materials, go with pure waterjet cutting. For tough materials or intricate metal parts, abrasive waterjet cutting is the way to go.
Critical Parameters and Settings in Waterjet Cutting
To master waterjet cutting, you need to understand the key variables that affect the cut quality, speed, and cost.
Water Pressure
Ranges from 20,000 to 90,000 psi.
Higher pressure = faster cutting, better edge quality
Lower pressure = slower, but less wear on components
Nozzle Diameter
Typical sizes: 0.004–0.016 inches
Smaller nozzles give more precision, finer cuts
Larger nozzles cut faster but sacrifice some accuracy
Abrasive Type and Size
Garnet is the most common abrasive
Mesh sizes: 80 (coarse) to 220 (fine)
Coarse = faster cut, rougher edge
Fine = slower cut, smoother edge
Feed Rate
Speed at which the nozzle moves across material.
Too fast = incomplete cut
Too slow = wasted time and material
Standoff Distance
Distance between nozzle and material surface.
Usually 0.040 to 0.080 inches
Too close = nozzle damage
Too far = reduced accuracy
By dialing in these parameters, operators can optimize performance and minimize errors—from a clean slice through aluminum to the perfect trim on a foam insert.
Software Used in Waterjet Cutting
Waterjet cutting may seem all mechanical, but at its core, it’s driven by software—sophisticated, precise, and absolutely critical for a clean cut. Software is the brain behind the machine, transforming design ideas into flawless, real-world parts.
CAD (Computer-Aided Design)
Before anything is cut, it has to be designed—and that’s where CAD software comes in. Programs like AutoCAD and SolidWorks are industry standards, allowing designers to create 2D and 3D models of parts with ultra-fine detail.
AutoCAD is great for architectural layouts, simple shapes, and prototyping.
SolidWorks shines for complex 3D modeling, especially in engineering and product development.
CAM (Computer-Aided Manufacturing)
Once your design is ready, it’s handed off to CAM software, which translates those drawings into machine instructions (G-code). This step tells the machine how fast to move, where to cut, and what pressure or abrasive level to use.
Top CAM solutions include:
IGEMS – Known for its clean interface and seamless CAD-to-cutting workflow.
OMAX Intelli-MAX – Tailored for OMAX systems; perfect for custom cutting paths.
FlowMaster – Ideal for Flow systems; supports advanced cutting strategies.
Lantek Expert Cut – Great for nesting and optimizing material usage.
CNC (Computer Numerical Control) Software
This software handles the real-time movement of the waterjet head. It controls every move with micrometer precision, ensuring perfect replication of digital designs.
In short, the combination of CAD, CAM, and CNC software allows waterjet cutters to turn ideas into high-quality parts—automatically and repeatably—with little human error involved.
Materials Suitable for Waterjet Cutting
One of the biggest strengths of waterjet cutting? It can slice through an incredibly wide range of materials. From fluffy foam to rock-hard titanium, this process adapts beautifully—without generating heat or stress on the material.
Metals
Waterjets handle all kinds of metals without producing heat-affected zones (HAZ), which could weaken or warp them.
Steel (mild, stainless, tool steel)
Aluminum – Lightweight and used in aerospace, automotive
Titanium – High strength-to-weight ratio; ideal for medical and aerospace
Copper and Brass – Clean cuts for electrical and decorative applications
Stones and Ceramics
Precision cuts in fragile or hard stone? No problem.
Granite, marble, slate – Common in architectural and artistic applications
Ceramics and porcelain tiles – Clean edges without chipping
Glass
Cutting glass without cracks or heat damage is tricky—but not for a waterjet.
Laminated glass
Tempered glass (with caution)
Optical glass for precision lenses
Plastics and Composites
Waterjet cutting avoids the melting or deformation that lasers can cause.
Acrylics and polycarbonate
Fiberglass and carbon fiber composites
Rubber and Foams
Great for packaging, insulation, or automotive seals.
Memory foam, upholstery foam
Neoprene, silicone rubber
Wood and Paper Products
Perfect for artistic and structural uses alike.
Plywood, MDF, hardwoods
Cardboard, heavy-duty paper
Textiles
Because it’s a cold cut, waterjets are ideal for fabrics.
Natural fibers (cotton, wool)
Synthetic blends (nylon, polyester)
Food Products
Food-grade waterjet systems are used to:
Slice meat, cheese, and produce
Portion pastries, cakes, frozen meals
The versatility here is astounding. And with no heat, you get pure, uncontaminated, smooth edges on every material.
Materials That Should Not Be Cut with Waterjets
Even though waterjet cutting can handle a lot, there are a few materials that just don’t work well—or are flat-out dangerous—to cut.
Tempered Glass
It’s designed to shatter upon impact, and high-pressure water does just that. Cutting it is unpredictable and hazardous.
Reactive Metals
Magnesium and lithium can react explosively with water. Big no-no.
Hazardous Composites
Some composites contain materials like asbestos or dangerous resins that can release harmful particles when disturbed by high-pressure jets.
Fiberglass (certain types)
Unless you have proper ventilation and containment, cutting fiberglass can lead to airborne particulates and respiratory risks.
Delicate Ceramics
While many ceramics can be waterjet cut, brittle types may fracture under pressure, ruining the part.
Very Thin Films or Foils
Ultrathin materials may flutter or deform due to the force of the water stream. It’s often not worth the effort unless extra support methods are used.
Knowing what not to cut is just as important as knowing what you can. It ensures safety, machine longevity, and high-quality output.
Real-World Applications of Waterjet Cutting

Waterjet cutting isn’t just cool—it’s practical. Its reach spans across dozens of industries, and it’s not slowing down any time soon.
Aerospace
Cutting high-strength alloys (titanium, Inconel) for aircraft parts
Making turbine blades, structural brackets, and composite panels
Automotive
Creating chassis components, brake parts, and gaskets
Trimming carbon fiber and plastic interiors
Medical Devices
Precision cutting of implants and surgical instruments
No heat = no material compromise
Architecture & Construction
Custom tiles, stone inlays, countertops
Artistic metal facades and window inserts
Electronics
Delicate circuit boards and enclosures
Prevents heat damage to components
Food Processing
Hygienic slicing of meat, produce, baked goods
FDA-compliant cutting methods
Signage and Art
Intricate logos, lettering, sculptures in stone, metal, or glass
Artistic freedom without sacrificing precision
Marine Industry
Corrosion-resistant parts for ships
Custom brackets, seals, and fittings
Fashion and Upholstery
Fabric cutting with no fraying
Custom carpet designs and templates
Renewable Energy
Cutting wind turbine components, solar panel frames, and hydro parts
If you’re looking for a flexible, scalable solution that delivers precision without compromise, waterjet cutting fits the bill.
Advantages of Waterjet Cutting
So, why are so many industries turning to waterjet cutting? Let’s break down the top benefits:
No Heat-Affected Zone (HAZ)
Because there’s no heat, the material’s properties stay intact. That means:
No warping
No micro-cracks
No tempering or hardening near the cut edge
Versatility
Cut nearly any material, from soft foam to hardened steel. Few other processes can claim that kind of range.
Extreme Precision
Tolerances as tight as ±0.005 inches. Perfect for intricate parts, prototypes, or production work.
Environmentally Friendly
Uses clean water and natural abrasives
Produces minimal waste
No toxic fumes or hazardous byproducts
Clean Edges
Waterjets leave smooth, burr-free cuts, often with no need for post-processing. That saves time and money.
Minimal Material Waste
A narrow kerf width (as small as 0.02”) means more parts per sheet, and less money wasted on scrap.
Safety
No hot surfaces, no flying chips, no sparks. It’s one of the safest machining methods out there.
Cuts Thick Materials
While lasers might cap out at a few millimeters, waterjets can cut through up to 12 inches of solid material.
It’s not just about cutting. It’s about cutting better, faster, and cleaner.
Limitations of Waterjet Cutting
For all its amazing capabilities, waterjet cutting isn’t without a few trade-offs. Like any tool, it has limits—and knowing them helps you decide whether it’s the right fit for your needs.
Slower Than Lasers or Plasma
Waterjet cutting prioritizes precision over speed. When you’re cutting thicker or complex materials, the process can be slower than laser or plasma cutting. That said, the slower pace often means better quality.
Higher Initial Cost
A commercial-grade waterjet cutter isn’t cheap. Machines can range from $50,000 to $300,000+ depending on size, pressure capability, and features. It’s an investment—but a powerful one.
Abrasive Cost and Waste
Abrasive materials like garnet sand add ongoing costs. You’ll also need a plan for managing used abrasives, which accumulate in the tank and must be disposed of responsibly.
Maintenance Requirements
High-pressure systems are wear-intensive. Nozzles, seals, and tubing require frequent inspection and replacement to keep the machine running efficiently.
Water Usage
Water usage is substantial—though many machines now have recycling systems to help reduce waste and environmental impact.
Not for Every Material
As noted earlier, materials like tempered glass, magnesium, and asbestos are either dangerous or impractical to cut with a waterjet.
Despite these drawbacks, the benefits often outweigh the cons—especially for industries that value accuracy, material integrity, and versatility.
Cost of Waterjet Cutting
Let’s talk dollars. Waterjet cutting isn’t the cheapest process upfront, but when you factor in material savings, versatility, and finish quality, it delivers impressive ROI.
Machine Cost
Small desktop units: ~$20,000–$60,000
Mid-size professional machines: $100,000–$200,000
Industrial-grade systems: $250,000+
Operating Costs
Abrasives: $0.25 to $0.50 per pound (up to 1.5 lbs/min usage)
Electricity: $5 to $15 per hour
Water: Nominal, especially if recycling is used
Maintenance: Annual costs range from $1,000–$5,000+
Labor: Operator wages, usually $20–$50/hour
Cost Per Job
For job shops and service providers, rates typically range from:
$75 to $200/hour, depending on material, complexity, and machine type
While the upfront cost may be high, the versatility and quality output often result in lower total project costs—especially when you cut down on rework or secondary finishing.
Waterjet Cutting Safety & Hazards

Operating a waterjet may seem straightforward, but we’re talking ultra-high pressure water streams capable of slicing metal. So yes—safety matters.
Main Hazards
Direct contact with waterjet stream can cause severe lacerations or internal injuries
Noise levels can exceed 85 dB—hearing protection is a must
Slippery floors from overspray or leaks
Flying debris or spent abrasive in poorly shielded areas
Electric shock risk due to the combo of water and electronic systems
Safety Best Practices
Always wear PPE: goggles, gloves, ear protection, and steel-toed boots
Keep guarding and shielding around the cutting area
Train operators on emergency shutoffs and machine behavior
Inspect equipment regularly—nozzles, lines, tanks
Use ventilation if cutting materials that generate fumes or fine dust
Post warning signs and maintain clear zones around the machine
Follow these steps, and your shop can run safely and smoothly, even with high-pressure equipment.
Environmental Impact of Waterjet Cutting
Waterjet cutting is often hailed as an eco-friendly technology—and with good reason. Unlike laser or plasma cutting, it doesn’t release toxic fumes, and it’s relatively clean when managed properly.
Environmental Benefits
No HAZ = no chemical changes to materials
No toxic gases or dust (as long as abrasive use is managed)
Abrasives like garnet are natural and non-toxic
Minimal material waste due to narrow kerf
Potential Concerns
Water usage can be high without recycling systems
Used abrasives need proper disposal
Energy usage of high-pressure pumps can be substantial
Eco-Friendly Practices
Use a closed-loop water recycling system
Implement an abrasive recycling or filtration process
Choose energy-efficient pumps
Stay compliant with local waste management and environmental regulations
With a few thoughtful additions, waterjet cutting can become a sustainable centerpiece in modern manufacturing.
Conclusion
Waterjet cutting is more than just a cool use of pressure—it’s a powerhouse tool that delivers precision, flexibility, and clean results across nearly every industry imaginable. Whether you’re crafting aircraft parts, slicing intricate tiles, or cutting through 10-inch steel, waterjets have your back.
What makes them truly stand out is their ability to cut without heat, preserving material properties and safety. They’re also one of the greenest, most versatile tools in a manufacturer’s arsenal.
If you’re considering waterjet cutting, the investment pays off in cleaner cuts, happier clients, and a more efficient production floor.
Frequently Asked Questions
1. Is Water Jet Cutting CNC Controlled?
Yes! Most modern waterjet systems are CNC-operated. This allows for automated, highly accurate cuts based on CAD files. CNC control makes waterjet cutting ideal for detailed, repetitive, or high-volume jobs.
2. Can a Water Jet Cut Skin or Bone?
Absolutely—and that’s why safety is critical. A jet pressurized to 60,000+ psi can cut through flesh and bone in an instant. These machines should be treated with the same caution as any other industrial cutting tool.
3. How Accurate is Waterjet Cutting?
Extremely accurate. Tolerances of ±0.003 to ±0.005 inches are typical, depending on the setup. With fine nozzles and the right settings, you can achieve surgical-level precision.
4. What Materials Should Not Be Cut with Waterjets?
Avoid:
Tempered glass
Magnesium and lithium
Asbestos
Ultrathin foils
Certain fragile ceramics
Always check material compatibility before cutting.
5. How Much Does a Waterjet Cutter Cost to Run?
It varies, but expect around:
$75–$150/hour for standard jobs
Costs include abrasives, water, electricity, maintenance, and labor
Many operations break even quickly due to reduced rework and higher precision
![]()

1 thought on “Ultimate Guide to Waterjet Cutting Technology”