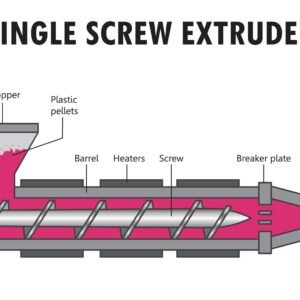
Шприцоване е прецизен производствен процес, но неговата сложност го прави уязвим за различни дефекти. Успешно производство на високо качество, пластмасовите части без дефекти изискват холистичен подход, който започва много преди машината изобщо да се запали. Чрез фокусиране върху основните етапи - дизайн, инструментална екипировка, и обработка на материали – производителите могат драстично да намалят отпадъците, време, и цена.
Ето трите критични начина за осигуряване на успех на продукта и последователност на качеството.
Оптимизирайте дизайна чрез ранно сътрудничество (Дизайн за производство)

Фазата на проектиране е най-влиятелната точка за предотвратяване на дефекти. Чрез приемане на дизайн за технологичност (DFM) начин на мислене и ранно включване на машината за леене под налягане, можете превантивно да адресирате проблеми, които биха били скъпи или невъзможни за отстраняване по-късно.
Критични елементи на дизайна
| елемент | Качествено въздействие | Насоки на DFM |
| Дебелина на стената | Неравномерната дебелина причинява неравномерно охлаждане, което води до вариации на свиване, деформация, и вътрешен стрес, които се проявяват като следи от потъване или навеждане. | Стремете се към еднаквост в цялата част. Където са необходими промени в дебелината, прехвърляйте ги постепенно (оперение) за поддържане на плавен материален поток. По-тънки стени (0.04″–0,150″) изискват смоли с висок индекс на течливост. |
| Радиус и ъгли | Острите вътрешни ъгли действат като точки на концентрация на напрежението и възпрепятстват фронта на потока, причинявайки къси удари, въздушни капани, и прекомерно остатъчно напрежение в материала. | Заменете острите ъгли с големи радиуси. Вътрешният радиус трябва да бъде най-малко 0.5 пъти дебелината на стената (R ≥ 0,5t), и външният радиус трябва да бъде Вътрешен радиус + Дебелина на стената. Това насърчава ламинарен поток и минимизира локализирания стрес. |
| Местоположение на вратата | Местоположението на портата диктува модела на потока, скорост на пълнене, и разпределение на налягането и температурата в кухината. Лошото разположение може да причини линии на потока, заваръчни линии, и къси кадри. | Портата обикновено трябва да бъде поставена на най-дебелия участък от частта. Това гарантира, че фазата на опаковане под високо налягане е най-ефективна там, където обемът на материала е най-голям. Използвайте множество затвори за много големи или сложни части, за да намалите дължината на потока и спада на налягането. |
| Ъгъл на чернова | Недостатъчната тяга предотвратява плавното изхвърляне на детайла, което води до следи от влачене, протриване, или дори част от залепване и счупване във формата. | Газът е задължителен за всички повърхности, успоредни на посоката на теглене. Общите насоки предполагат минимум 0.5 степени върху основните характеристики и 1.0 степен върху характеристиките на кухината, нараства до 1.5– 3 градуса за части с дълбоки текстури или смоли с високо триене. |
| Ребра | Ребрата подобряват структурната твърдост и стабилност, без да добавят прекомерна маса. Неправилен дизайн на ребрата, обаче, може да създаде големи козметични дефекти. | Дебелината на ребрата трябва да бъде 50% да се 66% от дебелината на съседната стена за предотвратяване на следи от мивка върху видимата повърхност. Височината на ребрата трябва да бъде ограничена до 3x номиналната дебелина на стената за поддържане на ефективността на налягането на опаковката. Винаги включвайте радиуси в основата на ребрата и голям ъгъл на газене (0.5-1,5 градуса). |
Силата на анализа на потока на мухъл
Преди рязане на стомана, използвайте напреднали Анализ на потока на мухъл (МВнР) софтуер. MFA симулира процеса на инжектиране, прогнозиране на проблеми като спад на налягането, време за охлаждане, срязващо нагряване, и потенциални места на заваръчни линии. Това виртуално моделиране позволява на дизайнера и формовчика да итерират и оптимизират местоположението на вратата, дизайн на бегача, и дебелини на стените, гарантирайки, че инструментът е изграден правилно първия път.
Откажете да пестите от дизайна на инструментите и качеството на изработката
Инструментът, или мухъл, е двигателят на процеса на леене под налягане и често най-голямата капиталова инвестиция. Лошо проектираният или поддържан инструмент е гарантиран източник на повтарящи се дефекти.
Съображения относно инструментите за предотвратяване на дефекти
Дизайн на охладителната система: Неподходящите или неравномерни охлаждащи канали водят до температурни промени в цялата кухина, което е основната причина за деформацията, диференциално свиване, и дълги времена на цикъла. Оптимизираната охлаждаща верига е от съществено значение за стабилността на размерите.
Обезвъздушаване: Уловеният въздух или газ често се компресират по време на инжектиране, което води до Белези от изгаряне (изгарящ) или Кратки снимки (предотвратяване на запълването). Инструментът трябва да включва достатъчно Вентилации (обикновено от 0,0005" до 0,001" дълбочина) в края на пътя на потока и около ежекторните щифтове, за да позволи изтичане на газ.
Често срещани дефекти, причинени от инструменти
| Дефект | Основната причина в инструменталната екипировка | Коригиращи действия |
| Светкавица | Възниква, когато разтопената пластмаса потече в разделителната линия или хлабината на ежекторния щифт. | Причинени от: Износване/повреда на инструмента (повреда при затваряне на разделителната линия), недостатъчна сила на затягане, или прекомерно налягане/скорост. Действие: Ремонтирайте или сменете износените компоненти на формата (напр., вложки за сърцевина/кухина) и осигурете равномерно разпределение на силата на затягане по повърхността на инструмента. |
| Къс удар | Пластмасата се втвърдява, преди да запълни напълно кухината, което води до непълна част. | Причинени от: Системата за врата/плъзгач е твърде малка (високо съпротивление на потока) или неадекватна вентилация (устойчивост на въздушен капан). Действие: Увеличете размера на шибъра/канала, за да намалите нагряването при срязване и съпротивлението на потока, или добавете/увеличете вентилационни отвори. |
Овладяване на материалознание и настройки на процеси
Дори и с перфектен дизайн и инструмент, дефекти могат да възникнат от неправилна обработка на материала или лоши техники на обработка. Избягването на проблеми, свързани със смолата, изисква стриктно спазване на спецификациите на производителя.
Материал за адресиране & Дефекти при обработката
| Дефект | Механизъм и причини | Корекция на процеса & Материални корекции |
| Обезцветяване | Външни: Примеси от мръсно оборудване (бункер, барел, гърлото, мухъл). Вътрешен: Разграждане на смолата от прекомерно време на престой или температура на стопяване. | Корекция: Приложете стриктни протоколи за почистване за всички контактни зони с материали. Намалете температурата на стопилката или налягането на инжектиране, за да минимизирате нагряването при срязване. Осигурете правилното изсъхване на хигроскопичните смоли. |
| Белези от изгаряне | Локализирано обгаряне на пластмасата, обикновено черно или тъмно червено. | Причинява се от бързо компресиране на уловен въздух (адиабатно нагряване) или прекомерна температура на стопяване. Корекция: Намалете скоростта на инжектиране, за да намалите нагряването на срязване. Увеличете силата на затягане. Най-критичната корекция е осигуряването адекватно вентилиране във формата. |
| Линии на потока | Ивици/модели, които показват историята на фронта на потока. Възникват, когато пластмасата се втвърдява с различни скорости поради различни скорости на потока или температури на инструмента. | Причинено от твърде ниска скорост на инжектиране или материал, който тече върху остри елементи. Корекция: Увеличете скоростта на инжектиране или температурата на формата, за да запазите материала течен по-дълго. Осигурете постепенни преходи в частична дебелина (DFM проверка). |
| Заваръчни линии | Линии, където два отделни фронта на потока се срещат и не успяват да се слеят напълно. Това създава точка на слабост, намаляване на структурната цялост и засягане на външния вид. | Причинени от ниска температура или налягане в точката на срещата, което води до частично втвърдяване. Корекция: Увеличете температурата на топене, увеличете скоростта на инжектиране, или повишете температурата на формата, за да насърчите по-добра молекулярна дифузия и свързване. Помислете за преместване на портата, за да промените модела на потока. |
Избор на материал и обработка
Първоначалният избор на смола диктува параметрите на обработка. Хигроскопични материали (напр., Найлон, настолен компютър, коремни мускули) трябва да бъдат изсушени до тяхното точно съдържание на влага преди обработка; иначе, влагата се изпарява в цевта, причинявайки структурни дефекти като следи от разпръскване и чупливост. Винаги проверявайте официалния информационен лист за обработка на смолата за препоръчителните температури на стопяване и процедури на сушене.
Чрез приоритизиране на DFM, инвестиране във висококачествени инструменти, и поддържане на строг контрол върху параметрите на обработка и подготовката на материала, производителите могат драстично да повишат своя процент на успех и постоянно да произвеждат без дефекти, високоефективни шприцовани пластмасови части.
Често задавани въпроси
Q1: Какво представляват хигроскопичните смоли, и защо трябва да се сушат преди формоване?
А: Хигроскопичните смоли са пластмасови материали (като найлон, настолен компютър, или ABS) които абсорбират и задържат влагата от околната среда. Ако тези материали не са изсушени до тяхното определено съдържание на влага преди инжектиране, водата бързо ще се изпари на горещо, варел за високо налягане. Това води до:
Дефекти на части: Козметични дефекти като сребристи ивици или петна по повърхността на детайла.
Структурно увреждане: Хидролиза на молекулярните вериги на пластмасата, което води до крехкост и значително намаляване на якостта.
Q2: Каква е връзката между „линията на разделяне“ и „светкавицата“ в дизайна на матрицата?
А: Разделителната линия е повърхността, където се намират двете половини на формата (ядрото и кухината) среща и затваряне. Флаш е тънкият слой разтопена пластмаса, който излиза и се втвърдява в малките пролуки по линията на разделяне или около ежекторните щифтове поради високото налягане на впръскване. Наличието на светкавица обикновено показва:
Недостатъчна сила на затягане: Силата на машината не е достатъчно висока, за да устои на налягането при инжектиране на пластмасата.
Мухъл износване: Разделителните повърхности са повредени от продължителна употреба и не могат да се затворят плътно.
Q3: Защо щедрият радиус е подчертан над острите ъгли в дизайна?
А: Острите ъгли са основен дефект в дизайна на шприцованите части.
Концентрация на стрес: Острите ъгли се превръщат във фокусни точки за стрес по време на охлаждане и изхвърляне, което може да причини напукване или деформация.
Запушване на потока: Както разтопената пластмаса тече около остър ъгъл, фронтът на потока се отделя, потенциално създаване на застояла зона или въздушен капан, което може да доведе до къси удари, въздушни марки, или намалена якост на материала. Радиусът осигурява гладкост, равномерен материален поток и намалява вътрешното напрежение.
Q4: Освен предвиждане на дефекти, какви са основните употреби на анализа на потока на мухъл (МВнР)?
А: Основната стойност на анализа на потока на плесента (МВнР) лежи в:
Оптимизиране на параметрите на процеса: Определяне на най-добрата температура на топене, скорост на инжектиране, задържане на натиск, и време за охлаждане, като по този начин се намалява времето на цикъла.
Оптимизация на охладителната система: Прогнозиране на разпределението на температурата на детайла, ръководене на дизайна и оформлението на охлаждащите канали, за да се осигури равномерно охлаждане и контрол на деформацията.
Оценка на материала: Помага на дизайнера да избере най-добрата смола от различни опции, гарантиране, че избраният материал е подходящ за конкретната геометрия на детайла.
Q5: Ако заваръчните линии се появят върху част, каква е най-простата корекция на процеса, за да ги коригирате?
А: Заваръчните линии се появяват, защото фронтовете на пластмасовия поток се срещат при температура, която е твърде ниска, за да позволи на молекулите да се преплитат напълно и да се слеят. Най-простите корекции на процеса са да повишаване на температурата на пластмасата или формата и увеличете скоростта на инжектиране.
Увеличете температурата: Задържа пластмасата в разтопено състояние по-дълго, позволявайки достатъчно време за молекулярна дифузия и сливане.
Увеличете скоростта: Съкращава времето за пълнене, намаляване на възможността пластмасата да се охлади, преди фронтовете на потока да се срещнат.
![]()