
Когато става въпрос за пластмасови части, функционалността не е единственото изискване. Външният вид на продукта има също толкова голямо значение - особено в индустрии, където възприятието на потребителите и естетиката влияят върху стойността на марката. Шприцоването е един от най-широко използваните производствени методи за производство на пластмасови части в мащаб. Докато е ефективен, процесът също е склонен към козметични дефекти, които могат да повлияят отрицателно както на качеството, така и на удовлетвореността на клиентите.
В тази статия, ще обсъдим козметичните стандарти за пластмасови части, разгледайте най-честите козметични дефекти в леене под налягане, проучете техните причини, и осигурете практически решения за тяхното избягване или коригиране.
Козметични стандарти за пластмасови части

Козметични стандарти за пластмасови части
Преди да се потопите в конкретни дефекти, важно е да разберете как се измерва качеството на козметиката. Пластмасовите части се оценяват с помощта на стандартизирани системи за класифициране, които определят приемливо покритие на повърхността и допускане на дефекти.
Пет степени на козметични стандарти:
Степен 1: ясно, прозрачен, или силно полирани части с най-високи стандарти и минимална толерантност към дефекти.
Степен 2: Нискокачествен лак, чист прозрачен, или текстурирани/нетекстурирани части с малко повече допустими дефекти.
Степен 3: Нискокачествен лак, нетекстурирани части, където естетиката е по-малко критична.
Степен 4: Боядисани части, където повърхностните несъвършенства могат да бъдат скрити от покрития.
Степен 5: Щамповани с мастило, копринен екран, отпечатани, или по друг начин украсени части, където повърхностното покритие под декорацията е по-малко значимо.
Всяко ниво определя очакванията за производителите и клиентите. например, Степен 1 частите изискват изключителна прецизност, докато Степен 5 части могат да понасят незначителни несъвършенства, тъй като повърхността е покрита.
За марки за красота и лична хигиена, козметичните стандарти често са по-строги, защото видимите дефекти могат да повлияят на външния вид, качество на декорацията, и цялостна последователност на персонализирана козметична опаковка.
Общи козметични дефекти при инжекционно формоване
1. Светкавица

Често срещани козметични дефекти при леене под налягане
Определение: Тънки издатини от пластмаса по ръба на частта, причинени от излизане на разтопен материал от кухината на формата.
причини:
Износени или повредени повърхности на матрицата
Лошо проектирани или нискокачествени форми
Недостатъчна сила на затягане
Прекомерно високо налягане на впръскване
Поправки:
Заварете и прережете разделителните линии
Изграждане на форми с прецизни прави ключалки
Увеличете натиска на скобата
Намалете скоростта и налягането на инжектиране
Поддържайте и подменяйте редовно формите
2. Марки от мивка

Марки от мивка
Определение: Малки вдлъбнатини или кратери върху по-дебели участъци от част, причинени от неравномерно свиване.
причини:
Лош дизайн на частта с дебели стени
Ниско налягане в кухината
Високи температури на врата или матрица
Неравномерно охлаждане между дебели и тънки зони
Поправки:
Увеличете налягането на инжектиране и времето на задържане
Оптимизирайте дебелината на стената (40–60% от най-дебелия участък)
Намалете температурата на формата
Променете дизайна на частта, за да избегнете обемисти секции
3. Линии на потока
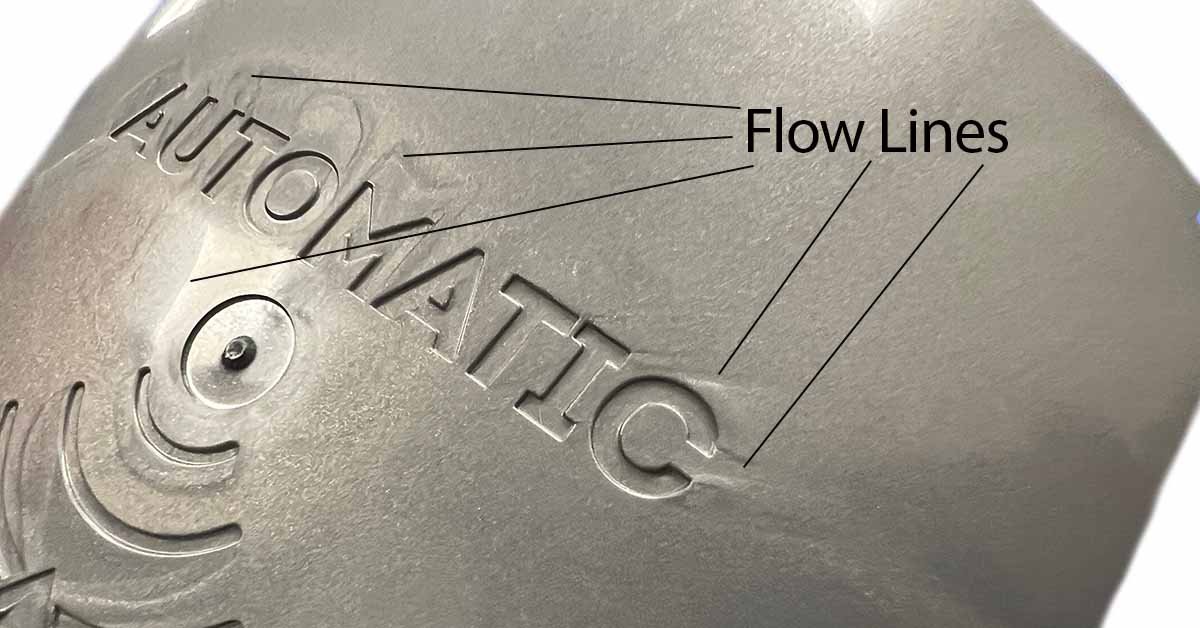
Линии на потока
Определение: Видими ивици, вълнообразни модели, или линии, обикновено близо до зоната на портата, причинени от непостоянен пластичен поток.
причини:
Неравномерна дебелина на стената
Вариации в скоростта на охлаждане
Ниско налягане на впръскване или ниска скорост на пълнене
Поправки:
Осигурете еднаква дебелина на стената
Заоблени остри ъгли в дизайна
Поставете портата близо до по-тънки стени
Увеличете скоростта и температурата на инжектиране
Нанесете лубриканти за повърхността на формата, ако е необходимо
4. Плетени линии (Заваръчни линии)

Плетени линии (Заваръчни линии)
Определение: тънък, подобни на пукнатини линии, където два фронта на стопилка се срещат и не успяват да се свържат правилно.
причини:
Частично втвърдяване преди сливане
Лош материален поток
Неадекватна система за затваряне
Поправки:
Използвайте една порта, когато е възможно
Изберете материали с нисък вискозитет
Увеличете температурата и налягането на стопилката
Препроектирайте частите, за да пробиете дупки след формоването, вместо да ги формовате директно
5. Празнини
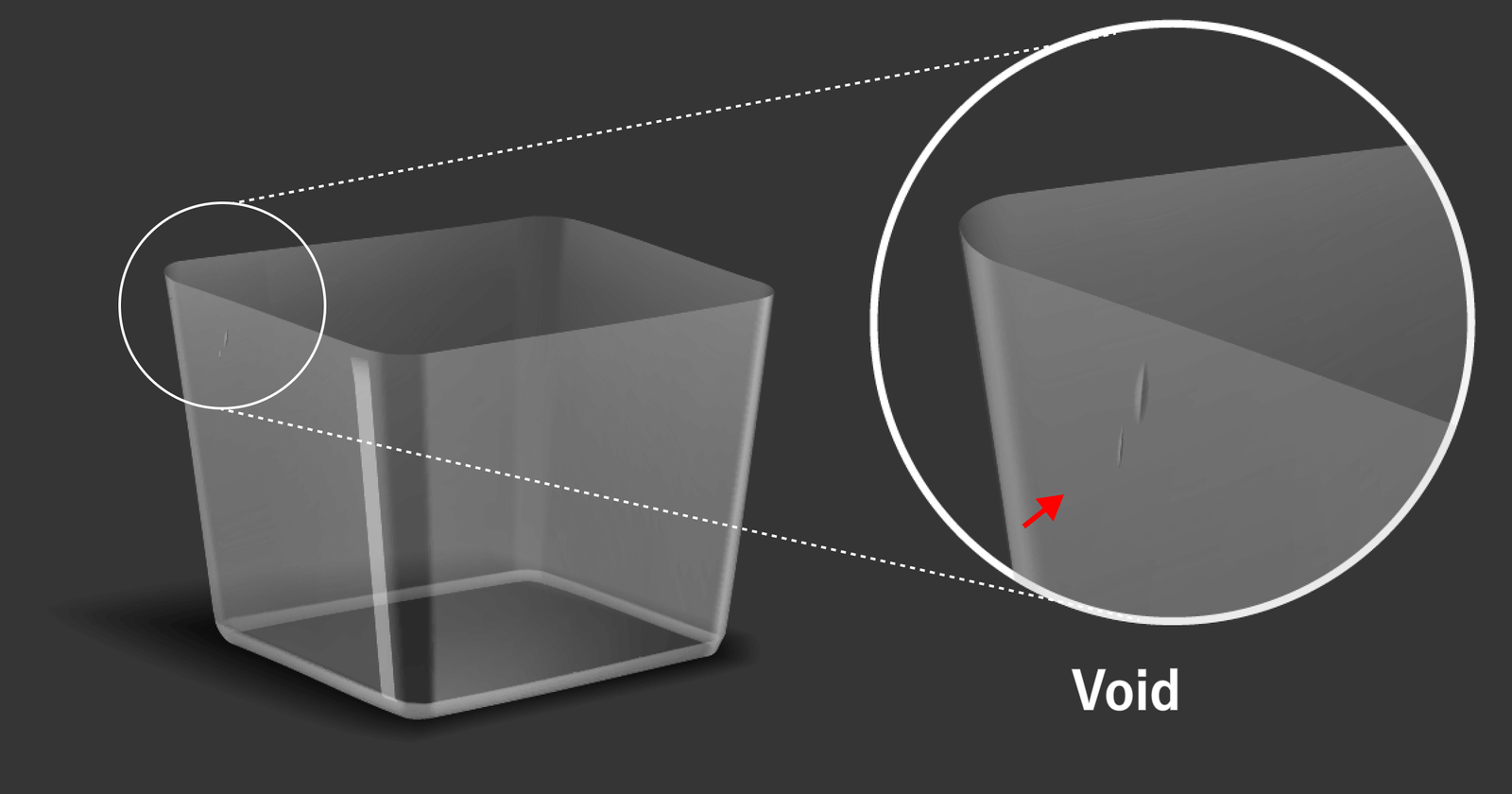
Празнини
Определение: Въздушни джобове или мехурчета вътре в формованата част, които компрометират външния вид и здравината.
причини:
Недостатъчно налягане при формоване
Дебелите стени се охлаждат неравномерно
Неправилно подравнени половини на формата
Поправки:
Увеличете налягането на формоване
Подравнете прецизно половинките на формата
Намалете дебелината на стената
Поставете портите по-близо до дебели секции
6. Обезцветяване
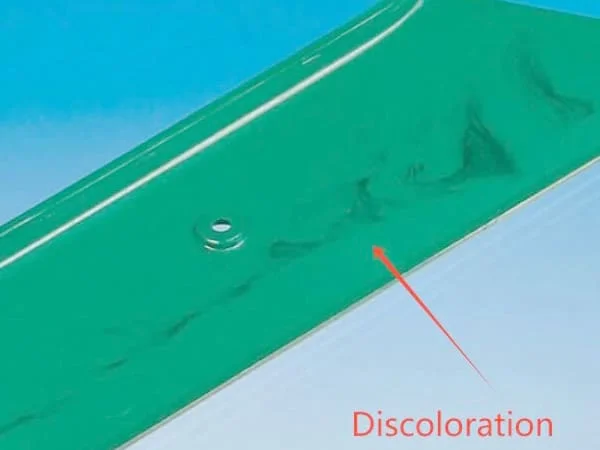
Обезцветяване
Определение: Нежелани ивици или петна с непостоянен цвят.
причини:
Остатъчен материал в дюзата
Замърсяване от предишни производствени серии
Лошо смесване на оцветителя
Прекомерно нагряване
Поправки:
Редовно почиствайте машината за леене под налягане
Почистете цялото оборудване между пусканията
Смесете суровините добре с оцветителите
По-ниски температури на топене, за да избегнете прегряване на пигментите
7. Изкривяване
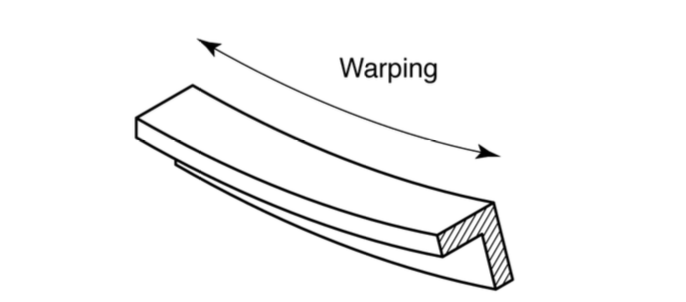
Изкривяване
Определение: Усукване или огъване на частта поради неравномерно свиване по време на охлаждане.
причини:
Различни скорости на охлаждане в частта
Материали с висока степен на свиване
Неравномерна дебелина на стената
Поправки:
Използвайте материали с ниска степен на свиване
Осигурете еднаква дебелина на стената
Контролирайте и балансирайте охлаждането през формата
Постепенно охлаждайте частите, за да намалите напрежението
8. Кратки снимки
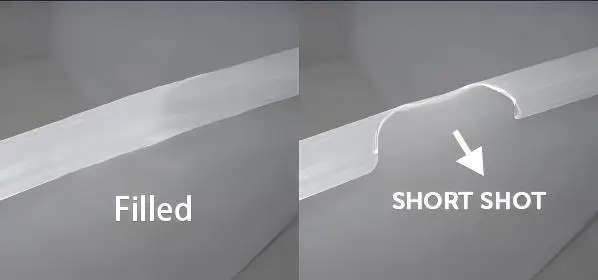
Кратки снимки
Определение: Непълно запълване на кухината на формата, оставяйки празни зони или липсващи секции.
причини:
Блокирани порти
Недостатъчно налягане на впръскване
Материали с висок вискозитет
Ниска температура на плесен или стопилка
Задържан въздух в кухини
Поправки:
Увеличете температурата на матрицата/топилката
Използвайте по-големи или множество порти
Добавете още отвори за изпускане на въздух
Изберете по-малко вискозни пластмаси
Регулирайте скоростта и налягането на инжектиране
9. Струя
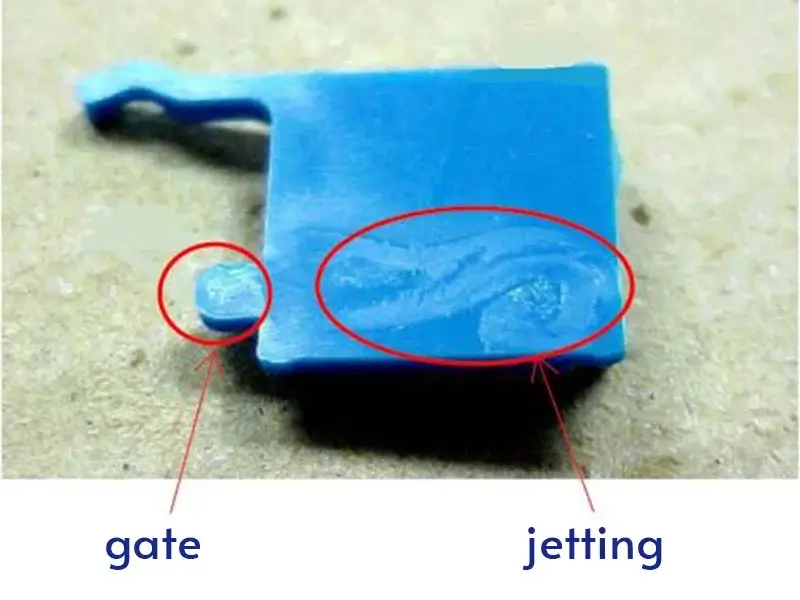
Струя
Определение: Вълнообразен, нагънати модели на потока по повърхността, причинени от неправилно протичане на разтопена пластмаса.
причини:
Прекалено високо налягане на впръскване
Ниска температура на топене, предотвратяваща адхезията към повърхностите на формата
Поправки:
Увеличете температурите на стопилката и матрицата
Намалете налягането на инжектиране
Увеличете размера на портата, за да насърчите по-плавния поток
10. Белези от изгаряне

Белези от изгаряне
Определение: Кафяви или черни петна по повърхността, причинени от прегряване или задържан въздух.
причини:
Разграждане на смолата поради прекомерно нагряване
Висока скорост на впръскване, улавяща въздуха вътре
Поправки:
По-ниски температури на топене и матрица
Намалете скоростта на инжектиране
Добавяне или уголемяване на вентилационни канали
11. Повърхностно разслояване
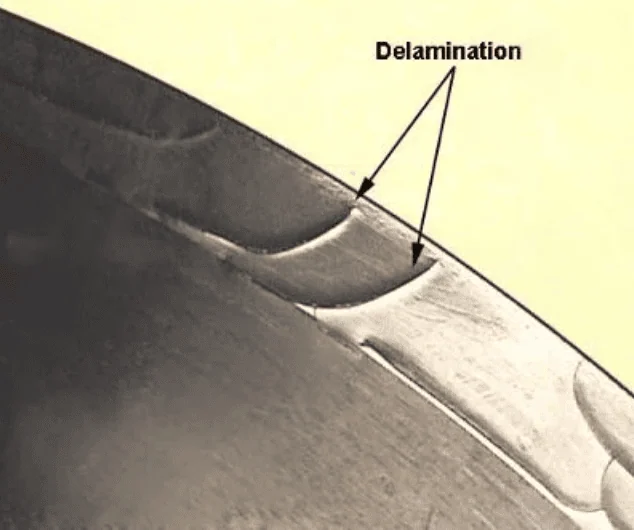
Повърхностно разслояване
Определение: Белене или лющене на тънки повърхностни слоеве, отслабваща сила и външен вид на частта.
причини:
Замърсена суровина
Остатъчна влага върху пелетите
Прекомерно разчитане на отделящи средства за мухъл
Поправки:
Изсушете суровините преди формоване
Съхранявайте и обработвайте правилно материалите
Препроектирайте механизмите за изхвърляне, за да намалите употребата на освобождаващ агент
Повишете температурата на формата за по-силно свързване
Избягвайте остри ъгли, които концентрират стреса
Най-добри практики за избягване на козметични дефекти
Инвестирайте във висококачествен дизайн на матрицата с еднаква дебелина на стената, гладки пътища на потока, и правилно задвижване.
Редовно поддържайте формите за предотвратяване на износване, разместване, или натрупване на замърсители.
Оптимизиране на параметрите на обработка като налягане на впръскване, температура на топене, и скорост на охлаждане.
Изберете материалите мъдро въз основа на вискозитета, проценти на свиване, и съвместимост с предвидените покрития.
Прилагане на инспекции в процеса за идентифициране на дефекти в началото на производството и бързо коригиране на настройките.
Заключение
Козметичните дефекти при леене под налягане са често срещани, но могат да бъдат предотвратени. Чрез разбиране на причините и прилагане на правилните решения - вариращи от по-добър дизайн на матрицата до оптимизирани условия на обработка - можете да сведете до минимум преработката, намаляване на скрап, и доставяме части, които не само функционират добре, но и отговарят на естетически стандарти.
За бизнеса, инвестирането в превенция е много по-рентабилно от отстраняването на дефекти след производството. Партньорството с опитни машини за шприцване гарантира по-високо качество, по-добра консистенция, и намалени рискове от козметични проблеми.
Често задавани въпроси
- Кои са най-честите козметични дефекти при шприцоване?
Най-често срещаните козметични дефекти включват светкавица, следи от мивка, поточни линии, плетени линии (заваръчни линии), кухини, обезцветяване, изкривяване, къси кадри, струя, изгарящи марки, и повърхностно разслояване. Всеки дефект има различни причини, като лош дизайн на матрицата, неравномерно охлаждане, или неправилни параметри на обработка. - Как мога да предотвратя петна от мивки в шприцовани части?
За намаляване на следите от мивката, осигурете еднаква дебелина на стената, увеличете налягането на инжектиране и времето на задържане, и по-ниски температури на формата за подобряване на охлаждането. Използването на ребра вместо дебели стени при проектирането на части също е ефективна стратегия. - Каква е разликата между заваръчните линии и поточните линии?
Заваръчни линии (плетени линии): Изглеждат като слаби, подобни на пукнатини линии, където два фронта на потока се срещат, но не успяват да се свържат напълно. Те могат да отслабят здравината на конструкцията.
Линии на потока: Появяват се като вълнообразни ивици или обезцветявания, причинени от непостоянен пластичен поток или неравномерно охлаждане. Те засягат най-вече естетиката, но не и функционалността.
- Защо се получава изкривяване при леене под налягане?
Изкривяване възниква, когато различни области на формована част се охлаждат и свиват с различна скорост, създаване на вътрешни напрежения. Използване на материали с ниско свиване, осигуряване на еднаква дебелина на стената, и контролирането на скоростта на охлаждане може да минимизира изкривяването. - Могат ли козметичните дефекти да повлияят на работата на частта?
да. Докато някои дефекти са чисто козметични (като обезцветяване или текущи линии), други - като празнини, заваръчни линии, или разслояване - може значително да отслаби механичните свойства. За критични за безопасността приложения, дори незначителните дефекти трябва да бъдат внимателно оценени.
![]()

