Поликарбонат (настолен компютър) Инжекционното формоване е един от най -широко използваните методи за производство на силно, прозрачен, и прецизни пластмасови компоненти в различните отрасли. Този термопласт от инженерен клас е известен със своята уникална комбинация от издръжливост, Устойчивост на въздействие, и оптична яснота, което го прави предпочитан избор за медицина, автомобилен, потребител, и оптични приложения.
В тази статия, ще разгледаме подробно основите на поликарбонатното леене под налягане, неговите приложения, техники, ползи, предизвикателства, и общи проблеми, с които производителите трябва да се справят, когато работят с тази универсална пластмаса.
Основи на поликарбонатното леене под налягане
Основи на поликарбонатното леене под налягане
Инжекционното формоване на поликарбонат е процесът на инжектиране на разтопени поликарбонатни пелети във форма при висока температура и налягане за формиране на сложни форми. Самият поликарбонат е аморфен термопластичен полимер с карбонатни функционални групи, известен с високата си прозрачност, издръжливост, и устойчивост на топлина.
Докато поликарбонатът може да се обработва и чрез екструзия, издухване, и термоформоване, леене под налягане предлага най-високо ниво на гъвкавост по отношение на геометрията на частта, масово производство, и качество на повърхността. В сравнение с акрил, осигурява поликарбонат по-добра издръжливост, Устойчивост на въздействие, и термична стабилност, като същевременно запазва отлична оптична яснота.
Приложения на поликарбонатно леене под налягане
Благодарение на уникалния си баланс на механични и оптични свойства, поликарбонатното леене под налягане намира приложение в широк спектър от индустрии:
Очила и лещи
Поликарбонатът е предпочитаният избор за оптични лещи, включително очила, слънчеви очила, и предпазни очила. Той е лек, устойчив на UV радиация, когато е стабилизиран, и има отлична яснота.
Медицински устройства
Способността му да издържа на стерилизация (парно автоклавиране, етилен оксид, гама облъчване) прави поликарбоната подходящ за спринцовки, IV конектори, Катетри, и инкубатори. Прозрачността на материала е жизненоважна за наблюдение на течности и медицински процеси.
Потребителски продукти
Поликарбонатът е безопасен за храни и е устойчив на високи температури, което го прави идеален за кухненски съдове, като купи за смесване, корпуси за кухненски робот, и бутилки с вода. Може да се произвежда в прозрачни или непрозрачни форми в зависимост от изискванията на продукта.
Автомобилни приложения
Поликарбонатът се използва широко в лещи за фарове, панели с инструменти, и вътрешна облицовка поради своята устойчивост на удар, UV стабилност, и способност да издържат на температурни колебания. За разлика от стъклото, издържа на счупване, осигуряване на предимства за безопасност.
Процесът на леене под налягане на поликарбонат
Процесът е подобен на леене под налягане с други термопласти, но изисква специално внимание на контрола на топлината и вискозитета:
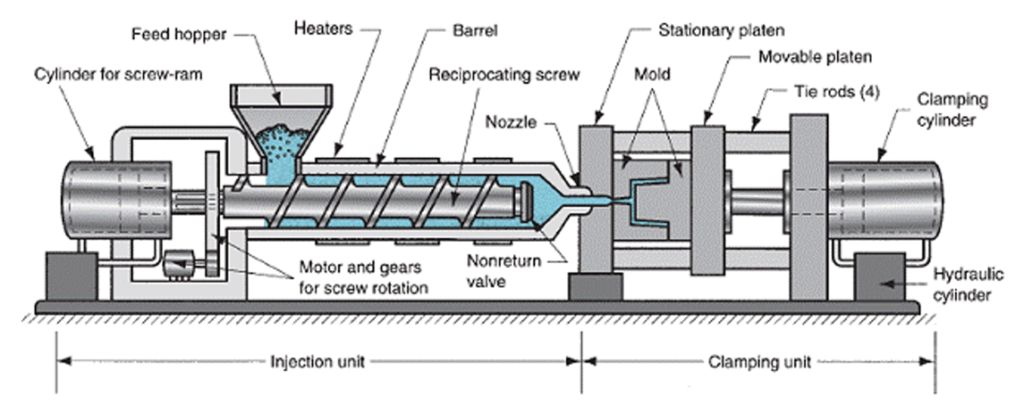
Хранене & Топене: Поликарбонатните пелети се изсушават и след това се подават от бункер в отопляем варел. Триенето и топлината, генерирани от винта, разтопяват материала.
Инжектиране: След като се разтопи, винтът избутва разтопения полимер в кухината на матрицата при високо налягане.
Охлаждане & Втвърдяване: Частта се охлажда във формата, като се свива леко, докато се втвърдява.
Изтласкване: Формата се отваря и детайлът се изхвърля за довършителни работи.
Тъй като поликарбонатът има висок вискозитет, изисква по-високи температури на обработка (260–320 °C) и внимателен контрол на скоростта на инжектиране, за да се избегне разграждането на материала.
Техники за леене под налягане на поликарбонат
Често се прилагат различни специализирани техники за подобряване на качеството на частите и намаляване на предизвикателствата при формоването:
Бързо загряване & Охлаждане (RH&° С)
Предотвратява заваръчни линии и повърхностни петна върху прозрачни части чрез нагряване на формата преди инжектиране и бързо охлаждане след това.
Инжекционно формоване с вода
Използва се за кухи или тънкостенни части. Вода под високо налягане вътре във формата притиска пластмасата към стените на кухината за еднаква дебелина и гладка вътрешност.
Инжекционно формоване под налягане
Подходящ за дебелостенни части, склонни към следи от потъване. Пластмасата се инжектира при ниско налягане в отворена форма, който след това се затваря, за да образува крайната част.
Отливане/вмъкване на формоване
Позволява комбинирането на множество материали в един компонент чрез формоване на поликарбонат върху предварително поставени вложки или вторични материали.
Предимства на поликарбонатното леене под налягане
Поликарбонатното леене под налягане предлага множество предимства за производителите:
Бързи времена на цикъла – Много по-бързо от машинна обработка или термоформоване, позволяващи висока производителност.
Прецизност & Тесни допустими отклонения – Консистенция от ±0,1 mm може да се постигне с добре проектирани форми.
Широка гама от размери – Подходящ както за малки сложни части, така и за по-големи автомобилни компоненти.
Отлична повторяемост – Висока последователност в хиляди или милиони части.
Висококачествено покритие на повърхността – Повърхностите на формата могат да бъдат полирани, за да се предаде огледална чистота.
Ефективно използване на материали – Минимален отпадък, с водачи, които често могат да се рециклират.
Ниски разходи за труд – Силно автоматизираният процес намалява зависимостта от ръчен труд.
Гъвкавост на дизайна – Позволява създаване на сложни геометрии, части от много материали, и функционални дизайни.
Недостатъци на поликарбонатното леене под налягане
Въпреки своите предимства, съществуват няколко предизвикателства:
Високи разходи за инструменти: Формите са скъпи за проектиране, машина, и полирайте, което прави производството в малък обем неикономично.
Скъпа суровина: Поликарбонатът е по-скъп от алтернативи като полипропилен или ABS.
Трудности при обработката: Високият вискозитет прави тънкостенните или детайлните части по-трудни за формоване, без риск от разграждане.
Често срещани проблеми при леене под налягане на поликарбонат
За да се осигури успешно производство, производителите трябва да се справят с общи проблеми:
Абсорбция на влага
Поликарбонатът бързо абсорбира влагата, което води до разпръскване и отслабени свойства. Пелетите трябва да бъдат изсушени до по-малко от 0.02% съдържание на влага преди обработката.
Адхезия към метали
Компютърът има тенденция да залепва за форми или винтове с високо съдържание на желязо. Хромирането или специалните покрития предотвратяват залепването.
Предизвикателства с висок вискозитет
Изисква по-високи температури и налягане на впръскване, но прекомерната топлина може да причини пожълтяване или химически разпад. Внимателният баланс е от съществено значение.
Други материали за леене под налягане

Други материали за леене под налягане
Докато поликарбонатът е популярен, много други термопласти също се формоват под налягане:
коремни мускули (Акрилонитрил бутадиен стирен) – Добър за потребителски продукти и автомобилни облицовки.
ПП (Полипропилен) – Широко използван в опаковките, автомобилен, и стоки за бита.
Найлон (PA) – Здрав и устойчив на износване, подходящ за зъбни колела и механични компоненти.
Напълнени пластмаси – Поликарбонатът и другите смоли могат да бъдат подсилени със стъклени влакна или въглеродни влакна за допълнителна здравина.
Метално леене под налягане (MIM) – Използва полимерно свързващо вещество, смесено с метални прахове, последвано от синтероване.
Резюме
Поликарбонатното леене под налягане съчетава здравина, прозрачност, и прецизност, което го прави един от най-ценните процеси в съвременното производство. От медицински устройства и очила до автомобилни фарове и потребителски стоки, Компютърното леене под налягане продължава да разширява своите приложения.
Въпреки че разходите за материали и инструменти могат да бъдат високи, процесът предлага несравнимо мащабируемост, повторяемост, и гъвкавост на дизайна за пластмасови части с висока производителност. При правилно изсушаване, дизайн на мухъл, и контрол на процеса, производителите могат да преодолеят предизвикателствата на вискозитета и чувствителността към влага, за да произвеждат безупречно, висококачествени поликарбонатни компоненти.
Често задавани въпроси
- Каква е идеалната температура за обработка на поликарбонатно леене под налягане?
Поликарбонатът обикновено изисква температури на обработка между 260–320 °C. Точният диапазон зависи от степента на смолата, геометрията на частта, и използваната машина. Необходимо е внимателно наблюдение, тъй като продължителното излагане на високи температури може да причини пожълтяване или химическо разграждане. - Защо поликарбонатните пелети трябва да се изсушат преди леене под налягане?
Поликарбонатът е силно хигроскопичен, което означава, че абсорбира влагата от въздуха. Ако не се изсуши правилно, влагата ще се превърне в пара по време на формоването, причиняване следи от разпръскване, ивици, и намалена механична якост. Пелетите трябва да бъдат изсушени до съдържание на влага по-долу 0.02%преди обработката. - Може ли поликарбонатът да бъде формован с други пластмаси или материали?
да. Поликарбонатът често се използва в процеси на отливане или вмъкванекъдето се свързва с еластомери (като TPU) или структурни пластмаси (Като абс). Това позволява дизайни с много материали, като меки на допир дръжки върху твърди корпуси. Трябва да се вземе предвид правилният дизайн на формата и съвместимостта на материалите за здраво залепване. - Как се сравнява поликарбонатът с акрила при леене под налягане?
И двата материала са прозрачни, но поликарбонатът има превъзходна устойчивост на удар, издръжливост, и устойчивост на топлина, докато акрилът предлага по-добра устойчивост на надраскване и по-ниска цена. Поликарбонатът често се предпочита за критични за безопасността части като предпазни очила, Автомобилни лещи, и медицински изделия. - Какви са често срещаните дефекти при поликарбонатното шприцване и как могат да бъдат предотвратени?
Някои често срещани дефекти включват:
Разпръскване/блистери: Причинени от влага; предотвратим чрез правилно изсушаване.
Белези от изгаряне: Поради задържани газове; решено с по-добра вентилация.
Заваръчни линии: Срещат се в прозрачни части; сведено до минимум използване Бързо загряване & Охлаждане (RH&° С) техники.
Пожълтяване: Резултати от прекомерно излагане на топлина; смекчени чрез прецизен контрол на температурата.
![]()