Постобработката се отнася до всяка вторична операция, извършена върху пластмасова шприцована част, след като е била извадена от кухината на формата. Докато леене под налягане е високоефективен производствен процес, има ограничения, и частите рядко излизат напълно готови за крайната им употреба по предназначение.
Основната функция на последващата обработка е двойна: да се изпълни коригиращи действия които отстраняват нежелани материални или повърхностни дефекти, и да изпълнява вторични функционални или декоративни процеси които формовъчната машина не може да постигне ефективно или изобщо.
Този етап е ключов, защото често представлява компромис между разходите и ползите. например, постигането на специфичен цвят или сложна графика чрез последваща обработка може да бъде значително по-евтино от инвестирането в скъпи пигментирани смоли, сложно етикетиране в калъп, или изключително сложни конструкции на инструментална екипировка. Като добавите тези стъпки, производителите могат да използват по-евтини основни материали и по-прости форми, смекчаване на високите първоначални разходи.
Това ръководство описва подробно шестте най-често срещани и критични техники за последваща обработка, използвани в индустрията за леене под налягане на пластмаси:
Подрязване на портата
Рисуване
Лазерно маркиране
Тампонен печат
Heat Staking
Ултразвуково заваряване
Общи дейности за последваща обработка
1. Подрязване на портата

Подрязване на портата
Шлюзовете са критичните точки на свързване, където разтопената пластмаса тече от плъзгача в кухината на формата. Дори и с оптимален дизайн на инструмента, в тази точка остава малка издатина от втвърден материал, често наричан „остатък от портата“. Светкавица, тънък слой излишен материал, който се натиска в разделителната линия на матрицата или около ежекторните щифтове, е друг често срещан дефект.
Цел: Основната цел на подрязването на портата (или делегиране) и премахването на светкавицата е, за да се гарантира, че частта е естетически приятна, пасва правилно по време на монтажа, и функционира по предназначение (специално за уплътняване на повърхности).
Методи:
Ръчно подрязване: За по-малки, по -прости части, това включва използването на ръчни инструменти като остри ножици, ножове, или специализирани фрези. Това е най-трудоемкият и променлив в качеството си метод.
Автоматизирано подрязване: За големи обеми или сложни части, приспособления, режещи инструменти, интегрирани в формовъчната машина, или се използват роботизирани ръце, за да се осигури последователност и скорост.
Отстраняване в калъп: Високотехнологични инструменти (като тези за подводни или горещи порти) са проектирани да срязват остатъка от портата чисто преди частта се изхвърля, минимизиране или елиминиране на необходимостта от вторично подрязване.
2. Рисуване

Рисуване
Докато се предлагат цветни пластмаси, боядисването е предпочитана последваща обработка за постигане на специфични цветове, специализирани покрития (като метали или текстури), или осигуряване на защитни функционални слоеве (като EMI екраниране).
Подготовка преди боядисване: Успешното залепване е от първостепенно значение. Пластмасите са разнообразни по химичен състав, и някои, като полиетилен (PE) и полипропилен (ПП), имат ниска повърхностна енергия, което води до натрупване на течности, вместо да се разпространяват.
Почистване/шлайфане: Изисква се за премахване на освобождаващи средства за мухъл, прах, и масла.
Плазмено лечение: Този високоефективен процес използва газова плазма за увеличаване на повърхностната енергия на неполярните полимери, въвеждане на полярни функционални групи, които създават по-силно молекулярно привличане между пластмасата и боята.
Методи за боядисване:
Боядисване със спрей: Най-често срещаният метод. Може да се прилага на един или няколко слоя. Боите могат да се самовтвърдяват (изсушава се на въздух) или химически втвърдени. UV-втвърдяващите се бои са бързи, ефикасен, и минимизиране на летливите органични съединения (VOC) емисии.
Прахово боядисване: Сух довършителен процес, при който фино смлян пластмасов прах се зарежда електростатично и се напръсква върху детайла. След това частта се нагрява (UV или втвърдяване в пещ) за да разтопите праха в гладка, трайно покритие. Предлага отлична устойчивост на чипове.
Копринен скрининг (Печат на екрана): Използва се за нанасяне на шарки, лога, или текст, често в два или повече цвята. Пореста тъкана мрежа (екран) се използва за поддържане на шаблон, блокиращ мастилото, оставяйки отворени зони, през които мастилото се изтласква върху субстрата.
3. Лазерно маркиране
Лазерно маркиране
Лазерното маркиране е безконтактно, без инструменти, и изключително прецизен метод за прилагане на перманентна графика, буквено-цифрови знаци, или уникални идентификатори на части.
Принцип: Импулсният лазер в твърдо състояние доставя енергия с дължина на вълната, специално избрана за формованата пластмаса. Пластмасата абсорбира тази енергия, което води до локализирана повърхностна промяна.
Ключови механизми:
Промяна на цвета (Карбонизация): Лазерната топлина причинява химически промени в материала, често потъмняване на повърхността до черно или сиво. Това изисква специфични добавки към материала.
Разпенване: Лазерът локално разтопява пластмасата, което води до образуването на малки газови мехурчета точно под повърхността, които изглеждат като повдигнати, по-светъл знак.
Аблация (Гравиране): Лазерът премахва тънък слой повърхностен материал. Ако основната пластмаса е с различен цвят, той излага контрастиращия слой за ясна маркировка.
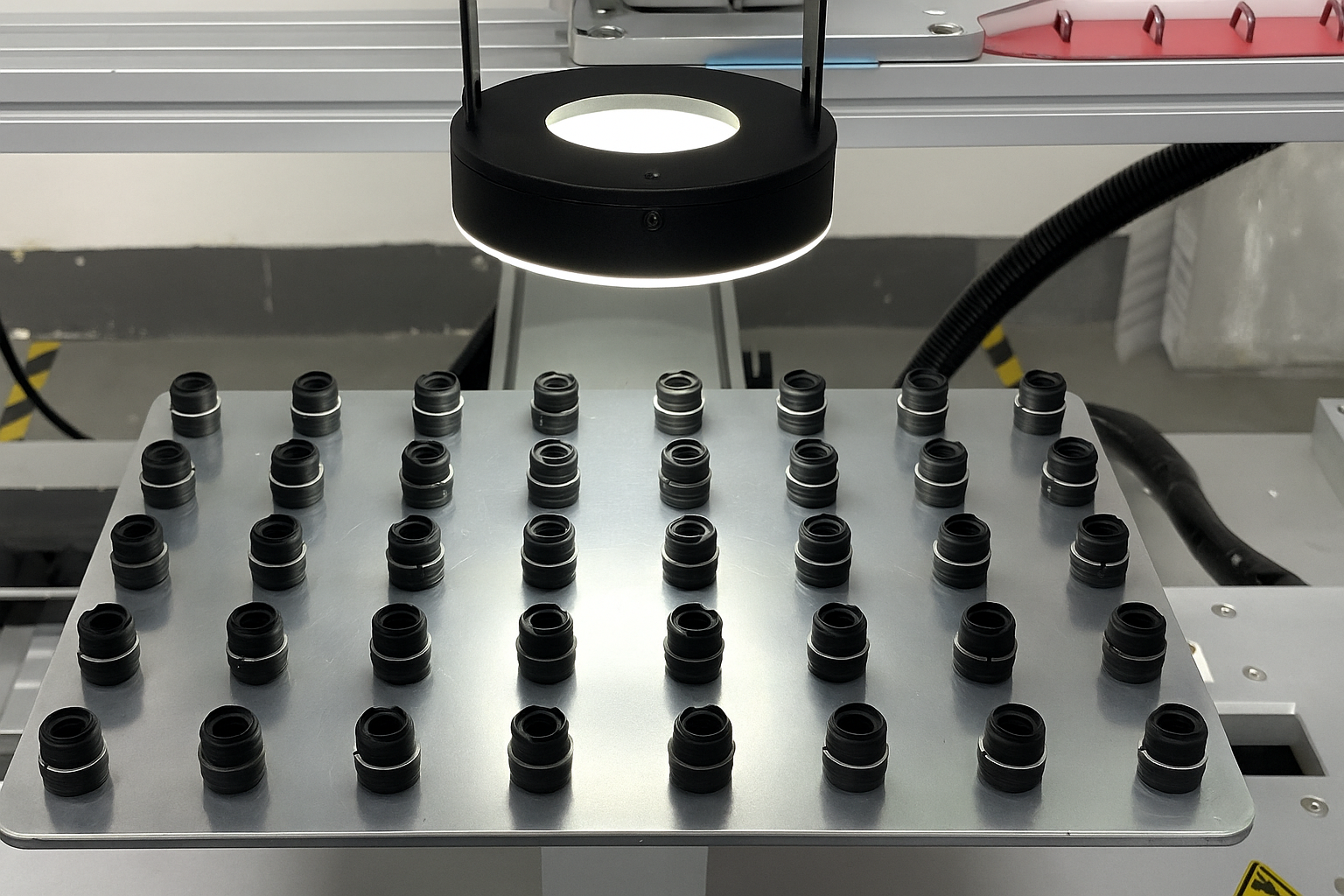
Приложения: Благодарение на високата си разделителна способност и постоянство, лазерното маркиране е от съществено значение за части, изискващи проследяване или нормативно съответствие, като медицински импланти, сериализиране на електроника, или автомобилни компоненти.
4. Тампонен печат
Тампонен печат
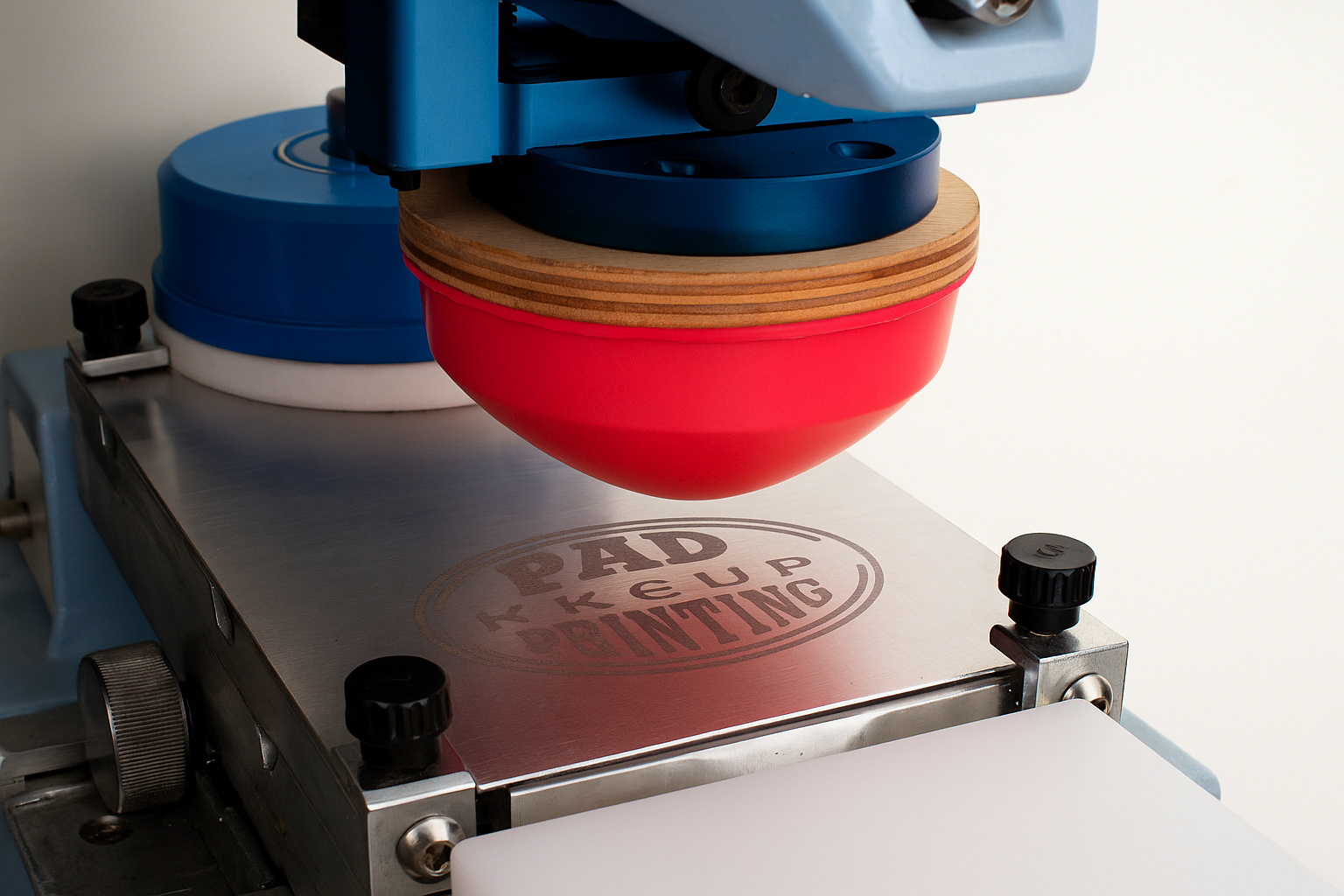
Тампонният печат е уникален процес на офсетов печат, предназначен за прехвърляне на 2D изображение върху 3D обект, често със сложни или нееднородни повърхности.
Компоненти на процесите:
Клише (Плоча): Гравирана плоча съдържа мастилото за желаното изображение.
Чаша за мастило: Чашата се плъзга върху клишето, запълване на гравираната област с бързосъхнещо мастило, докато избършете останалата част от плочата.
Трансферна подложка: Върху клишето се притиска силиконова гумена подложка, вдигане на изображението с мастило.
Трансфер: След това подложката се деформира, докато се натиска върху повърхността на 3D детайла, прехвърляне на изображението чисто.
Предимства: Тампонният печат превъзхожда там, където конвенционалните методи се провалят, особено на вдлъбнати, изпъкнал, сферична, или неправилни повърхности. Използването на бързосъхнещи мастила минимизира риска от размазване, което го прави идеален за потребителски стоки с голям обем, спортни стоки, и корпусите на уредите, където са описани подробно, необходима е многоцветна графика.
5. Heat Staking
Heat Staking
Топлинно залагане, или термопластично залагане, е техника за свързване, използвана за сигурно закрепване на две или повече части заедно, обикновено за постоянно инсталиране на непластмасов компонент (като метална вложка или печатна платка) в пластмасов компонент.
Механизъм: Нагрят инструмент или метална вложка се притиска към пластмасова шпилка или втулка. Топлината причинява локализирано топене и пластмаса reflow на върха на шипа. След това инструментът оформя омекотения пластмасов материал в определена глава (като купол или факел) който улавя непластмасовата част.
Ползи & Приложения:
Създава силни, постоянни механични съединения.
Важно е за инсталиране метални вложки с резба (напр., шестостенни гайки или стойки) в пластмасови босове, гарантирайки, че винтовете могат да се използват многократно по време на сглобяването на продукта.
Ниската му сила на вкарване предотвратява напрежението и потенциалното напукване в тънкостенни или деликатни пластмасови елементи.
6. Ултразвуково заваряване

Ултразвуково заваряване
Ултразвуковото заваряване е бърз и чист процес, който трайно свързва два съвместими термопластични компонента с помощта на високочестотни акустични вибрации.
Механизъм: Ултразвуков клаксон (сонотрод) вибрира между 20 да се 40 kHz. Тази вибрация се предава на частите, които се съединяват, специално концентриран върху проектирана интерфейсна функция, наречена an енергиен директор. Механичната вибрация генерира интензивна топлина от триене в тази точка, което кара пластмасата да се стопи и смеси. След спиране на вибрациите, силата на затягане се поддържа за определено време на задържане, за да позволи на разтопената пластмаса да се охлади и да се втвърди отново, създаване на постоянен, заваръчен шев в твърдо състояние.
Предимства:
Скорост: Циклите на заваряване обикновено се измерват в секунди.
Чистота: Не изисква химически разтворители, лепила, или крепежни елементи.
Биосъвместимост: Тази функция го прави много предпочитан при сглобяването на медицински изделия и стерилни опаковки, където химическите остатъци са неприемливи.
Подготовка за последваща обработка: Ранното планиране е ключово
Подготовка за последваща обработка
Често срещана грешка е да се третира последващата обработка като последваща мисъл. Изчакването, докато частта бъде напълно проектирана и формована, преди да се обмислят вторични операции, е неефективно и скъпо.
Интеграция на дизайна: Трябва активно да обсъдите вашите изисквания за последваща обработка - независимо дали е необходимостта от устойчиво на надраскване прахово покритие, точния размер на топлинно заложена вложка, или местоположението на енергиен директор за заваряване - с вашия производствен партньор в началото на фазата на проектиране.
Като вземем предвид последващата обработка от самото начало, можете да промените геометрията на частта, изберете оптималната смола, и изберете най-рентабилното решение, в крайна сметка спестявайки време и пари за следващия ви проект за леене под налягане.
Често задавани въпроси
Q1: Винаги ли последващата обработка увеличава крайната цена на частта?
да, последващата обработка добавя допълнителна стъпка и труд (ръчно или автоматизирано) към производствения поток, което увеличава единичната цена в сравнение с частта „направо от формата“.. въпреки това, това е стратегически разход. например, боядисването на част може да увеличи разходите за труд, но общата цена на проекта може да бъде по-ниска отколкото използването на скъпа специална цветна смола в машината за формоване, или плащане за по-сложни инструменти, предназначени да елиминират светкавицата.
Q2: Как да избера между директно боядисване и оцветяване на пластмасата?
Пластмаса за оцветяване (Пигментирана смола): Идеален за части, изискващи еднородност на цвета в целия материал (ако повърхността се надраска, цвета остава) или за части с голям обем, където последователността е критична. Често е по-евтино за простото, плътни цветове.
Рисуване: Идеален за постигане на специални ефекти (металици, висок гланц, мек на допир), осигуряване на функционални покрития (EMI екраниране), или покриване на дефекти. Той предлага повече контрол върху крайното покритие и може да бъде рентабилен за постигане на множество цветове на една част.
Q3: Каква е основната разлика между топлинното залагане и ултразвуковото заваряване?
И двата метода са съединителни, но механизмът им е различен:
Heat Staking: Употреби проводима топлина от нагрят инструмент или вложка за разтопяване и преформатиране на пластмасова шпилка или издатина, заключване на компонент на място. Обикновено е по-бавно от ултразвуковото заваряване.
Ултразвуково заваряване: Употреби топлина от триене генерирани от високочестотни вибрации за разтопяване на пластмасовите повърхности в интерфейса на съединението. Той е много по-бърз и създава постоянен, твърдотелна връзка директно между два пластмасови компонента.
Q4: Могат ли всички видове пластмаси да бъдат лазерно маркирани?
не. Успешното лазерно маркиране зависи до голяма степен от способността на пластмасата да абсорбира дължината на вълната на лазера. Докато много обикновени термопласти могат да бъдат маркирани, някои прозрачни или силно отразяващи пластмаси изискват специфични добавки (често черни или бели пигменти) за улесняване на необходимата химична реакция и създаване на видим контраст. Консултацията със специалист по лазерно маркиране е от съществено значение.
Q5: Защо е подготовката на повърхността (като плазмено лечение) толкова важно за рисуването?
Правилната адхезия на боята изисква висока повърхностна енергия върху пластмасата. Много често срещани пластмаси (PE, ПП) са неполярни и имат ниска повърхностна енергия. Ако повърхностната енергия е твърде ниска, боята няма да намокри правилно повърхността и лесно ще се отчупи или отлепи, сериозно компрометиращо покритието и издръжливостта. Плазмената обработка временно увеличава тази повърхностна енергия, осигуряване на силна, връзка на молекулярно ниво между боята и пластмасата.
Q6: Може ли да се използва тампонен печат за силно извити повърхности?
да, това е едно от основните предимства на тампонния печат. Силиконовата подложка за прехвърляне е много гъвкава и може да се деформира, за да се извие, сферична, или неправилни триизмерни повърхности, позволявайки свежест, плосък образ от клишето (плоча) да се прехвърлят точно върху сложна геометрия.
![]()