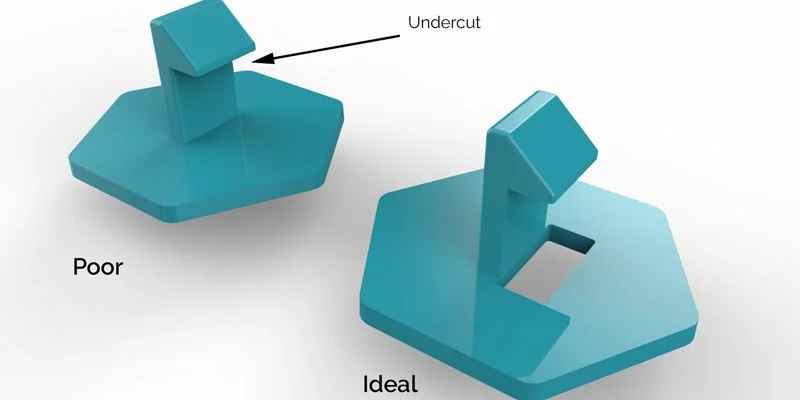
Подрязванията са един от най-предизвикателните аспекти на леене под налягане на пластмаса дизайн. Те са характеристиките, които предотвратяват изхвърлянето на формована част в обикновена форма с право изтегляне - обикновено защото геометрията заключва частта в инструмента.
При леене под налягане, an подрязване може да приеме много форми: страничен отвор, жлеб, вдлъбнатина, или стърчаща кука. Тези функции често добавят съществена функционалност - като закопчаване, уплътняване, или подравняване - но те също така правят конструкцията на формата по-сложна.
Често срещаните примери включват:
The нишки върху пластмасова закопчалка.
А слот за бутон за захранване на кутията на устройството.
Заключващи раздели на леща на задна светлина.
Ъглови шефове или жлебове в механични корпуси.
Докато подрязванията често са неизбежни, те могат да се управляват чрез интелигентно инженерство. Следващите шест метода показват как да проектирате и формовате части с подрязвания ефективно - без да жертвате качеството или да увеличавате разходите.
1. Регулиране на разделителната линия
Преместване на матрицата разделителна линия често е най-лесният начин за приспособяване на подрязвания.
Чрез промяна на ориентацията на формата или разделителната геометрия, можете да позиционирате подрязването така, че да се изравни с линията на разделяне. Това позволява да се формира от двете половини на формата и да се освободи чисто при изваждане.
Пример:
Ако вашата част включва странични противостояния или малки шефове, преместването на линията на разделяне и регулирането на ъглите на тягата може да премахне необходимостта от допълнителни механизми.
Предимства:
Опростява инструментите и поддръжката.
Намалява разходите в сравнение със страничните действия.
Позволява по-кратки цикли на формоване.
Съображения:
Може да засегне козметичните повърхности или ориентацията на части.
Изисква внимателна оценка на потока на материала и пътищата на охлаждане.
Когато геометрията или ориентацията на детайла възпрепятства този метод, странични действия са следващият логичен избор.
2. Използване на странични действия (Cam Slides)
Странични действия— наричан още слайдове на камерата— са механични елементи на формата, които се движат перпендикулярно на посоката на отваряне на матрицата, за да образуват елементи на подрязване.
Как работят:
Когато формата се затвори, щифт на гърбицата задвижва страничното действие в позиция.
След инжектиране и охлаждане, формата се отваря, и страничното действие се прибира, за да изчисти подрязването.
Типични приложения:
Шипове за маркучи и тръбни компоненти.
Дръжки, контролни копчета, и конектори.
Части с проходни отвори или вдлъбнатини, перпендикулярни на линията на разделяне.
Технически спецификации:
Максимална ширина: 8.419 в (213.84 мм)
Максимална височина: 2.377 в (60.38 мм)
Максимално пътуване: 2.900 в (73.66 мм)
Най-добри материали:
Твърди смоли, като напр найлон (PA), поликарбонат (настолен компютър), и ацетал (POM) са идеални. Гъвкави материали като LDPE или TPE може да залепне по време на прибиране, така че вместо това помислете за удари.
плюсове:
Позволява много детайлни и функционални функции.
Поддържа висока повторяемост.
Подходящ за автоматизирани, производство в голям обем.
минуси:
Увеличава сложността на инструментите и разходите.
Изисква място за движение на гърбицата в основата на формата.
Въпреки допълнителната инвестиция, страничните действия са един от най-надеждните начини за оформяне на прецизни подрязани елементи.
3. Bumpoffs (Събличане на подрязвания)
Bumpoffs разчитат на еластичността на формованата пластмаса, а не на механично движение. Този метод е идеален за прилепващи дизайни, капаци на контейнери, и гъвкави капаци.
Как работят:
Гладък, заоблената вложка образува подрязването. По време на изтласкване, частта се огъва над елемента, позволявайки му да „отлепи“ сърцевината на матрицата, без да се разкъсва.
Подходящи материали:
LDPE (Полиетилен с ниска плътност)
TPE (Термопластичен еластомер)
TPU (Термопластичен полиуретан)
Съвети за дизайн:
Поддържайте преходите плавни - избягвайте остри ръбове.
Ограничете дълбочината на подрязване за по-лесно освобождаване.
Използвайте ежекторна плоча за равномерно налягане на изтласкване.
Предимства:
Елиминира движещите се части, намаляване на поддръжката.
Съкращава циклите на формоване.
Отличен за малки гъвкави компоненти.
Бележка за LSR формоване:
Течна силиконова гума (Lsr) формоване—поради своята гъвкавост—позволява още по-агресивни подрязвания и сложни геометрии, което го прави топ избор за тюлени, уплътнения, и гъвкави конектори.
4. Ръчно заредени вложки
Когато работите със сложни геометрии или малки производствени серии, ръчно заредени вложки са практичен вариант.
Какво представляват:
Това са метални вложки, поставени ръчно във формата преди всеки цикъл на инжектиране, за да блокират определени кухини или елементи. След формоване, вложката се отстранява и използва повторно.
Приложения:
Корпуси за медицински изделия, Електронни заграждения, или всяка част, където автоматизираните слайдове не са рентабилни.
Предимства:
Ниски разходи за инструменти.
Идеален за прототипи и ограничени тиражи.
Избягва сложни действия с мухъл.
Ограничения:
По-бавни времена на цикъла поради ръчно боравене.
Изисква топлоустойчиви ръкавици за безопасност на оператора.
Размерът на вложката трябва да е ергономичен - за предпочитане 0.5 ин² или по-голям, но по-малък от тесте карти.
Този подход се използва широко за валидиране на дизайна и ранни производствени етапи, където гъвкавостта на формата е ключова.
5. Телескопиране (Плъзгащи се) Изключвания
Телескопични затваряния, също се нарича плъзгащи се изключвания, позволете на секциите на формата да се плъзгат една в друга, формиране на самозаключващи се характеристики без отделни движещи се компоненти.
Как работят:
Едната половина на матрицата включва машинно обработена издатина, която „телескопира“ в съответната кухина от другата страна, ефективно спиране на потока на материала и оформяне на зоната на подрязване.
Приложения:
Щипки или заключващи механизми.
Стави в стил кука.
Взаимосвързани компоненти на корпуса.
Ползи:
Опростява дизайна на инструментите.
Намалява поддръжката и износването.
Елиминира необходимостта от странични действия или вмъквания.
Насоки за проектиране:
Осигурете най-малко 3° газене на всяка страна, за да се предотврати износването на метал върху метал, мига, или преждевременно увреждане на мухъл.
6. Оптимизиран дизайн на части и вторични операции
Дори най-добрият дизайн на матрицата не може да компенсира лошата геометрия на частта. Дизайн за технологичност (DFM) остава от решаващо значение за надеждното формоване.
Основни насоки:
Добавяне ъгли на чернова (минимум 1–3°) за лесно изваждане.
Поддържайте еднаква дебелина на стената за да избегнете изкривяване.
Употреба ребра и радиуси за укрепване на плоски повърхности.
Изрежете дебели участъци, за да предотвратите следи от мивка.
Кандидатствайте Фини покрития на повърхността само когато е необходимо.
Съвет за оптимизиране на разходите:
За прототипи или части с малък обем, често е по-икономично да се формова проста форма и машинно да се използват сложни елементи след това вторични операции като пробиване или фрезоване.
Използвайте DFM инструменти:
Качете вашия CAD модел в платформата на вашия производител за автоматизиран DFM анализ, който отбелязва подбивания, чернови въпроси, и несъответствия в дебелината на стената преди началото на производството.
Окончателни препоръки
Подрязванията са естествена част от сложния дизайн на детайлите, но с правилните стратегии, те не трябва да усложняват вашия проект.
Преди да финализирате дизайна на формата си:
Оценете всички подрязвания рано, за да сведете до минимум промените в инструментите.
Обмислете производствения обем и дългосрочните компромиси с разходите.
Обсъдете вашите възможности с експерти по дизайн на матрици, за да идентифицирате най-ефективното решение.
Не пренебрегвайте методите за последваща обработка за по-прости или по-гъвкави производствени серии.
Нуждаете се от професионално ръководство?
Свържете се с нашия екип за техническа поддръжка или качете своя CAD модел днес за безплатен преглед на DFM и незабавна оферта.
Прочетете повече:
Ръководство за проектиране на ъгъл на проект & Най -добри практики
Как да проектираме ребра за пластмасови части
Какво представляват плетените линии при инжекционното формоване и как да ги предотвратят
Ръководство за избор на материал за леене под налягане
![]()