
¿Qué es el moldeo por inyección de nailon??
¿Qué es el moldeo por inyección de nailon?
El moldeo por inyección de nailon es un proceso de fabricación que utiliza nailon fundido, un tipo de termoplástico de ingeniería — para producir duradero, ligero, y componentes de alta resistencia. Nylon, también conocido como poliamida (Pensilvania), Es un polímero semicristalino caracterizado por una excelente resistencia mecánica., resistencia al desgaste, y estabilidad química.
Debido a su alta cristalinidad, El nailon exhibe una dureza superior., resistencia a la fatiga, y rendimiento térmico. Puede soportar entornos exigentes y, a menudo, reemplaza al metal en aplicaciones como engranajes, sujetadores, bridas para cables, aspas del ventilador, y piezas de bomba.
Los nailon más comunes utilizados en el moldeo por inyección incluyen:
Nylon 6 (PA6)
Nylon 66 (PA66)
Nylon 12 (PA12)
Nailon reforzado con fibra de vidrio (PA-GF)
Cada grado tiene características mecánicas y de procesamiento distintas., permitiendo a los ingenieros equilibrar fortaleza, flexibilidad, y resistencia a la humedad para usos finales específicos.
Ventajas del moldeo por inyección de nailon
El nailon es uno de los plásticos de ingeniería más populares para moldeo por inyección porque combina capacidad de moldeo, actuación, y rentabilidad. A continuación se explican en detalle sus principales beneficios..
1. Viscosidad de baja fusión
El nailon se derrite fácilmente y fluye suavemente dentro del molde., incluso a través de secciones delgadas o geometrías complejas.
Permite la producción de piezas de paredes delgadas (tan bajo como 0.7 milímetros).
Reduce la presión de inyección y asegura el llenado completo del molde..
Acorta los tiempos de ciclo para producción de gran volumen.
2. Excelente resistencia química y a la abrasión
El nailon resiste una amplia gama de productos químicos., incluido:
Ácidos diluidos y soluciones alcalinas.
Hidrocarburos, combustibles, y aceites
Disolventes orgánicos como alcoholes e hidrocarburos halogenados.
Es bajo coeficiente de fricción y alta resistencia al desgaste lo hacen ideal para piezas que experimentan movimiento deslizante o rotacional, como engranajes, casquillos, y rodamientos.
3. Resistencia a alta temperatura
El nailon mantiene la integridad mecánica a temperaturas elevadas..
Los grados de nailon estándar pueden funcionar continuamente hasta 120–150°C.
Los nailon rellenos de vidrio soportan temperaturas aún más altas antes de ablandarse..
Esta propiedad hace que el nailon sea adecuado para compartimentos de motores de automóviles y maquinaria industrial..
4. Resistencia a la fatiga y al impacto
La estructura molecular semicristalina del nailon le confiere una excelente resistencia a la fatiga, permitiéndole soportar ciclos de tensión repetidos sin agrietarse ni romperse.
Diseñar piezas con radios de esquina generosos mejora aún más el rendimiento bajo cargas cíclicas.
5. Resistencia mecánica comparable al metal
El nailon exhibe una alta resistencia a la tracción y a la flexión., lo que le permite reemplazar el metal en muchas aplicaciones de carga.
Nailon reforzado con fibras de vidrio o cargas minerales aumenta la rigidez y la estabilidad dimensional al tiempo que reduce la fluencia bajo carga.
Directrices de diseño de moldeo por inyección de nailon
El diseño adecuado de la pieza garantiza tanto precisión dimensional y eficiencia de producción. A continuación se detallan consideraciones de diseño específicas del nailon..
1. Espesor de la pared
Recomendado: 0.030–0,115 pulgadas (0.76–2,92 milímetros)
Mantener espesor de pared uniforme para evitar marcas de hundimiento y deformaciones.
Transiciones graduales (≤15%) entre paredes adyacentes son ideales.
Evite paredes más gruesas que 6 milímetros, ya que aumentan el tiempo de enfriamiento y pueden atrapar huecos.
nailon baja viscosidad en estado fundido permite paredes más delgadas que muchos otros termoplásticos manteniendo la resistencia de la pieza.
2. Radios y esquinas
Evite las esquinas afiladas que crean concentraciones de tensión..
Radio mínimo: 0.5 milímetros.
Radio óptimo: ≈75% del espesor nominal de la pared para un mejor rendimiento ante la fatiga.
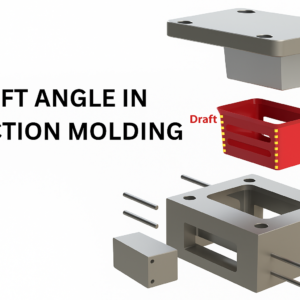
3. ángulos de tiro
La superficie lisa del nailon y su baja fricción permiten un tiro mínimo..
0.5°–1° por lado Se recomienda para facilitar la expulsión y acortar los tiempos de ciclo..
Superficies planas (p.ej., engranajes) A veces se puede moldear con sin borrador.
4. Tolerancias de piezas
El nailon tiene un mayor tasa de contracción (0.5%–2%) que muchos plásticos, haciendo que el control dimensional sea un desafío.
La gestión precisa de la temperatura del molde reduce la variación.
Las calidades rellenas de vidrio exhiben una menor contracción y una estabilidad mejorada.
El posmoldeado de acondicionamiento de humedad controlado garantiza una precisión a largo plazo.
Propiedades del material de nailon

Propiedades del material de nailon
Las siguientes son propiedades típicas del material para varios grados de nailon.:
| Propiedad | Nylon 11 | Nylon 12 | Nylon 46 | Nylon 66 | Nylon 66 30% novia |
| Densidad (gramos/cm³) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| Contracción lineal (cm/cm) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| Dureza Rockwell (R) | 107 | 98 | 95 | 114 | 117 |
| Resistencia a la tracción (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| Alargamiento en rotura (%) | 119 | 67 | 43 | 47 | 4 |
| Módulo de flexión (GPa) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| Temperatura de secado (°C) | 90 | 93 | 94 | 81 | 82 |
| Temperatura de fusión (°C) | 261 | 224 | 303 | 279 | 285 |
| Temperatura del molde (°C) | 49 | 71 | 103 | 75 | 86 |
Para llevar: El equilibrio del nailon alta resistencia a la tracción, dureza, y flexibilidad lo hace ideal para componentes que soportan carga. Sin embargo, Debido a su naturaleza higroscópica, el nailon debe ser secado completamente Antes de procesar.
Parámetros del proceso de moldeo por inyección de nailon
El control de los parámetros de procesamiento garantiza una calidad constante de las piezas y una precisión dimensional.
1. Viscosidad
El nailon tiene baja viscosidad en estado fundido, permitiendo un llenado rápido del molde a través de canales delgados o intrincados.
Esto reduce los tiempos de ciclo pero requiere un control cuidadoso de la presión y la velocidad para evitar que parpadee..
2. Control de humedad
El nailon absorbe fácilmente la humedad atmosférica..
El exceso de humedad causa vacío, achaflanar, y fragilidad.
Contenido de humedad óptimo: 0.15–0,20%.
Nailon seco en 80–90°C durante 3 a 6 horas antes de moldear.
3. Control de temperatura
Mayor temperatura del molde → mayor cristalinidad y resistencia.
demasiado alto (arriba 330°C) → riesgo de degradación térmica y decoloración.
Rango de procesamiento típico:
Temperatura del barril: 260–290°C
Temperatura del molde: 70–90°C
4. Presión de inyección
rango típico: 700–1400 barras (10,000–20.000 psi).
Baja presión → tiros cortos, líneas de tejer, Mal acabado superficial.
Alta presión → destello, alabeo, o distorsión dimensional.
El perfilado de presión adecuado garantiza una densidad uniforme y una tensión interna mínima.
5. Velocidad de inyección
Las altas velocidades de inyección reducen el tiempo del ciclo y las líneas de soldadura..
Sin embargo, La velocidad excesiva puede causar calentamiento por cizalla y quemaduras.
El aumento controlado de la velocidad es mejor para piezas de nailon de paredes delgadas.
6. Gaseo y venteo
El moldeado de nailon genera gases durante la inyección de material fundido.
Causas de mala ventilación vacío, quemaduras, y llenado incompleto.
Proporcione profundidades de ventilación alrededor 0.02–0,04 milímetros cerca de los bordes de la cavidad.
7. Contracción
rango típico: 0.5–2%, dependiendo del grado y la velocidad de enfriamiento.
Controlado por:
Temperaturas de molde más altas (reducir la contracción).
Espesor de pared uniforme.
Refuerzo de vidrio (minimiza la deformación).
Defectos y soluciones comunes del moldeo por inyección de nailon
| Defecto | Posible causa | Solución recomendada |
| marcas de separación | Exceso de humedad | Seque previamente el material correctamente |
| Brillante | Exceso de presión o fuerza de sujeción baja | Ajustar la presión de inyección, inspeccionar el ajuste del molde |
| Pandeo | Enfriamiento desigual o espesor de pared | Optimice el diseño del molde y el diseño de refrigeración. |
| Tomas cortas | Baja velocidad de inyección o problema de ventilación | aumentar la velocidad, Mejorar la ventilación |
| Descoloramiento | Sobrecalentamiento o degradación | Temperatura de fusión más baja, garantizar la pureza del material |
Aplicaciones del moldeo por inyección de nailon
Las piezas moldeadas de nailon se utilizan en numerosas industrias debido a su combinación de fortaleza, tenacidad, y resistencia al calor.
Automotor: Engranajes, casquillos, ventiladores del radiador, conectores de línea de combustible
Eléctrico & Electrónica: Bridas para cables, aisladores, carcasas de terminales
Bienes de consumo: Cajas para herramientas eléctricas, componentes del electrodoméstico
Equipo industrial: Aspectos, rodillos, sujetadores mecánicos
Aeroespacial: Equipamiento interior ligero, soportes, clips
Mejores prácticas para un moldeo por inyección de nailon exitoso
Guarde las bolitas de nailon en contenedores herméticos para evitar la absorción de humedad.
Siempre material seco antes de moldear.
Mantener enfriamiento uniforme para minimizar la deformación.
Usar grados rellenos de vidrio para aplicaciones de alta resistencia o precisión.
Aplicar perfiles de temperatura y presión controlados durante el moldeo.
Conclusión
El moldeo por inyección de nailon combina la resistencia de los plásticos de ingeniería con la versatilidad de los termoplásticos.. Cuando se procesa correctamente, el nailon ofrece rendimiento excepcional, durabilidad, y precisión, convirtiéndolo en un material preferido tanto para aplicaciones industriales como de consumo..
Control adecuado de humedad, temperatura, y presión, junto con inteligente prácticas de diseño, garantiza piezas de nailon de alta calidad que pueden incluso reemplazar componentes metálicos.
Preguntas frecuentes
- ¿Cuál es el mejor tipo de nailon para moldeo por inyección??
Nylon 6 y nylon 66 son los tipos más utilizados. Nylon 66 Ofrece mayor resistencia y resistencia a la temperatura., mientras que nailon 6 Proporciona un mejor acabado superficial y flexibilidad.. - ¿Por qué se debe secar el nailon antes del moldeo por inyección??
Porque el nailon es higroscópico, absorbe la humedad del aire. La humedad en la resina puede provocar burbujas., achaflanar, y degradación durante el moldeo. - ¿Puede el nailon reemplazar piezas metálicas en conjuntos mecánicos??
Sí. Con refuerzo de fibra de vidrio, El nailon puede alcanzar una resistencia a la tracción comparable a la del aluminio., convirtiéndolo en una alternativa liviana y rentable. - ¿Cuáles son los desafíos comunes al moldear nailon??
Los desafíos clave incluyen la absorción de humedad, contracción, pandeo, y mantener tolerancias estrictas debido a las altas tasas de contracción. - ¿Cómo se reduce la contracción en el moldeo por inyección de nailon??
Utilice temperaturas de molde más altas, espesor de pared uniforme, y grados rellenos de vidrio. El enfriamiento controlado también ayuda a prevenir la deformación..
Leer más:
Consejos para diseñar clips para piezas de plástico
5 Cosas que necesita saber sobre el moldeo por inyección de plástico
Todo sobre los conceptos básicos del moldeo por inyección de plástico
Todo lo que necesita saber sobre el moldeo por inyección de policarbonato?
![]()
1 pensamiento en “Moldeo por inyección de nailon: Diseño, Proceso, y guía de materiales para ingenieros”