
Moulage par injection plastique est l'un des procédés de fabrication les plus largement utilisés pour produire des pièces en plastique à grande échelle. Il s'agit d'injecter de la matière thermoplastique fondue dans un moule, lui permettant de refroidir et de se solidifier dans une forme précise. Ce procédé permet aux fabricants de produire rapidement des millions de composants identiques, avec une grande précision et un coût unitaire relativement faible une fois le moule construit.
Le moulage par injection est particulièrement utile pour les produits présentant des géométries complexes, telles que des parois minces., côtes, fils de discussion, et des joints à encliquetage peuvent être réalisés en un seul cycle. Par rapport à d’autres méthodes comme l’usinage ou même l’impression 3D, le moulage par injection offre une efficacité inégalée pour la production à grande échelle. Bien que l'impression 3D soit utile pour le prototypage ou les tirages à faible volume, le moulage par injection domine dans les industries où la vitesse, répétabilité, et la durabilité sont cruciales.
Comment ça marche
Le processus de moulage par injection plastique fonctionne en boucle continue. Chaque cycle comprend les étapes clés suivantes:
Alimentation: Les pellets thermoplastiques sont chargés dans la trémie.
Fusion: Les pellets sont chauffés à l'intérieur du fût, où la vis alternative les mélange et les comprime jusqu'à ce qu'ils soient fondus.
Injection: La vis pousse le matériau fondu à travers la buse dans la cavité du moule sous haute pression.
Remplissage et ventilation: Le plastique remplit chaque détail de la cavité du moule tandis que l'air s'échappe par les évents.
Refroidissement: Le moule est à température contrôlée afin que la pièce se solidifie uniformément sans se déformer.
Éjection: Une fois refroidi, le plateau mobile s'ouvre, et les éjecteurs poussent la pièce finie vers l'extérieur.
Ce cycle se répète rapidement, de quelques secondes à quelques minutes selon le matériau., taille de pièce, et la complexité.
Composants d'une machine de moulage par injection
Composants d'une machine de moulage par injection
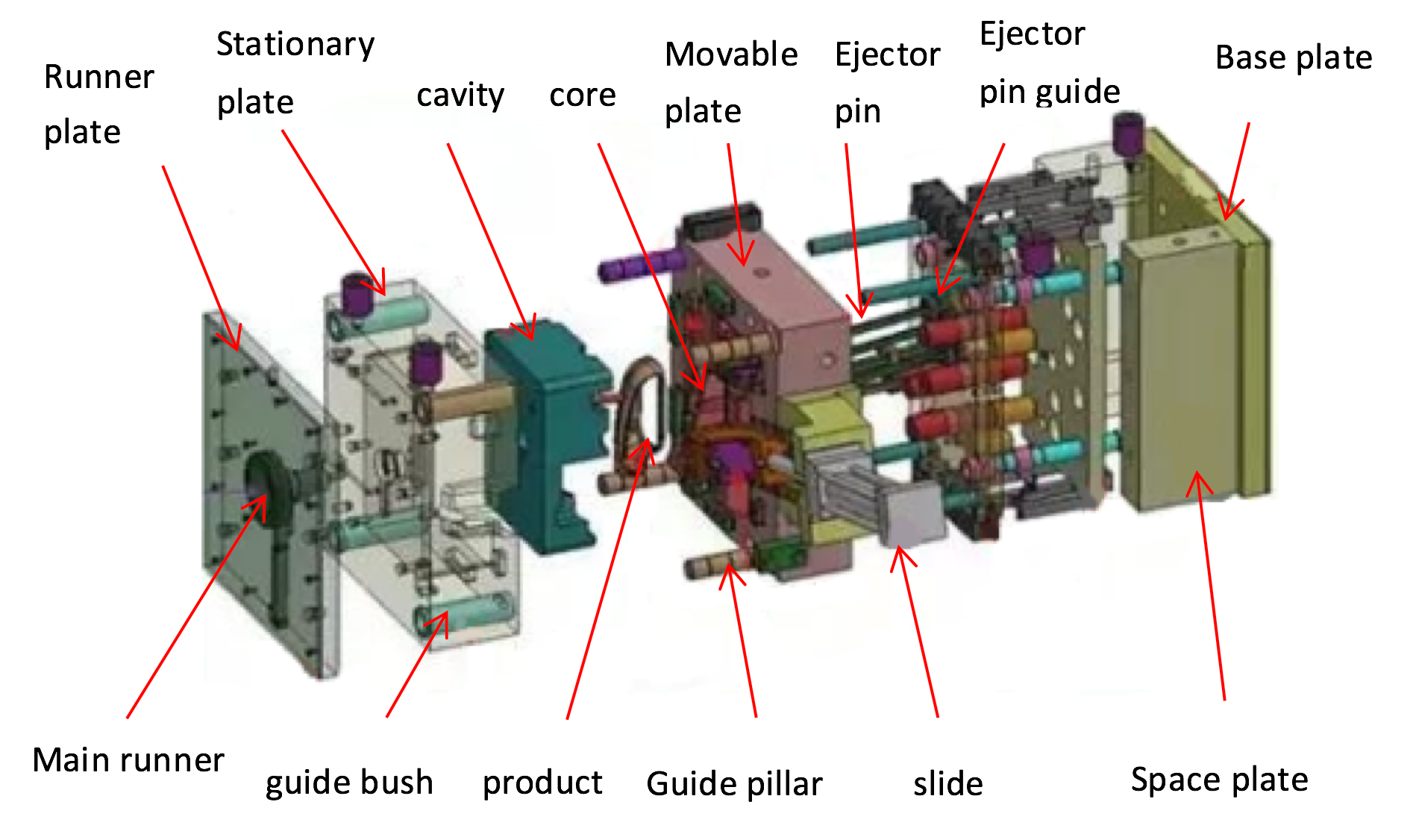
Les machines de moulage par injection sont composées de plusieurs composants essentiels, chacun avec un rôle distinct:
Trémie: Une ouverture en forme d'entonnoir où sont chargés les granulés de plastique. Souvent équipé d'un séchoir pour éliminer l'humidité.
Baril: Une chambre cylindrique enveloppée dans des radiateurs où les pellets sont fondus.
Vis alternative: Une rotation, tige en forme de tire-bouchon qui mélange, compresse, et pousse le plastique fondu vers l'avant.
Radiateurs: Bandes chauffantes externes autour du canon qui contrôlent précisément la température.
Ajutage: Un chauffé, sortie conique qui dirige le plastique fondu dans le moule.
Moule: Un bloc en acier ou en aluminium usiné avec précision, généralement composé de deux moitiés (noyau et cavité). Contient des canaux de refroidissement, éjecteurs, et les évents.
Cavité du moule: L'espace creux à l'intérieur du moule qui façonne la pièce finale.
Plateau mobile: Une plaque coulissante qui ferme le moule pendant l'injection et l'ouvre ensuite.
Sprue, Coureurs, et les portes: Canaux qui guident le plastique fondu de la buse vers la cavité du moule.
Système d'éjection: Goupilles ou plaques qui poussent la pièce refroidie hors du moule.
Comprendre ces composants est essentiel pour résoudre les problèmes de production, Amélioration de l'efficacité, et garantir la qualité des produits.
Types de moulage par injection
Types de moulage par injection
Tous les moulages par injection ne sont pas identiques. Selon ce que vous faites, il existe différentes versions du processus qui peuvent vous donner des résultats spéciaux. Voici quelques-uns des types les plus courants:
Moulage par injection standard
C’est la méthode « classique » à laquelle la plupart des gens pensent. Les granulés de plastique sont fondus, injecté dans un moule, refroidi, et éjecté. Il est utilisé pour les produits du quotidien comme les capsules de bouteilles, jouets, et pièces de voiture.
Surmoulage
Avec surmoulage, vous façonnez un matériau sur un autre. Par exemple, vous pourriez recouvrir une poignée en plastique dur avec un, poignée caoutchouteuse. Ceci est courant dans les brosses à dents, outils électriques, et ustensiles de cuisine.
Moulage par insertion
Ici, une pièce préfabriquée (comme une vis métallique ou un insert fileté) est placé à l'intérieur du moule, et du plastique est moulé autour. Cela fait gagner du temps et rend plus fort, pièces plus fiables. Pensez aux connecteurs électriques ou aux boîtiers en plastique avec inserts métalliques intégrés.
Moulage par injection assisté par gaz
Cette méthode utilise du gaz (généralement de l'azote) pousser le plastique fondu dans le moule. Il crée des sections creuses à l'intérieur de la pièce, ce qui le rend plus léger et utilise moins de matériaux, parfait pour des choses comme les accoudoirs de chaise ou les pièces automobiles.
Moulure à paroi mince
Comme le nom le suggère, c'est pour les pièces à parois très fines, tels que les emballages alimentaires ou les contenants médicaux. Il nécessite un contrôle très précis car le plastique doit s'écouler rapidement avant de refroidir..
Moulage par micro-injection
C'est pour fabriquer de très petites pièces, parfois plus petit qu'un grain de riz. Il est souvent utilisé dans les dispositifs médicaux, électronique, ou de minuscules composants mécaniques.
Moulage par injection et réaction (JANTE)
Au lieu de thermoplastiques, ce processus utilise des matériaux thermodurcis liquides qui réagissent chimiquement à l'intérieur du moule pour former la pièce. Il est souvent utilisé pour les grands, pièces légères comme les pare-chocs automobiles.
Chaque type a ses propres avantages et inconvénients, mais ensemble, ils montrent à quel point le moulage par injection peut être flexible. Que vous ayez besoin d'un panneau de voiture géant, un manche de brosse à dents, ou un composant de micropuce, il existe probablement une méthode de moulage qui convient au travail.
Principes de conception de base pour le moulage par injection
En matière de moulage par injection, un bon design est tout. Si la pièce n'est pas conçue en tenant compte du processus, vous pourriez vous retrouver avec des défauts, argent gaspillé, ou un moule qui ne fonctionne pas du tout. La bonne nouvelle est qu’il existe quelques règles simples qui rendent votre conception « conviviale pour le moulage ».
Voici les bases:
Gardez une épaisseur de paroi constante
Le plastique n’aime pas s’écouler dans des zones présentant de grands changements d’épaisseur. Les murs épais refroidissent plus lentement que les murs minces, ce qui peut provoquer une déformation, marques d'évier, ou des fissures. Essayez de garder les murs de la même épaisseur partout, ou faites des transitions progressives si vous ne pouvez pas.
Ajouter des angles de dépouille
Un angle de dépouille est une légère conicité (généralement 1 à 3 degrés) sur murs verticaux. Sans ça, la pièce colle au moule comme une ventouse, ce qui rend difficile l'éjection. Un petit angle rend la libération fluide et facile.
Évitez les coins pointus
Les coins pointus à 90° sont des points faibles où les contraintes s'accumulent, et ils rendent plus difficile l'écoulement du plastique. Les coins arrondis sont plus solides, plus facile à mouler, et réduire les risques de fissures.
Utilisez des côtes pour plus de force
Au lieu de rendre un mur plus épais (ce qui gaspille du matériel), vous pouvez ajouter de fines côtes pour le support. Cela rend la pièce plus solide sans ajouter beaucoup de poids ou de coût.
Planifier les contre-dépouilles
Contre-dépouilles (des formes qui « verrouillent » la pièce à l’intérieur du moule) peut compliquer les choses. Parfois, on a besoin de diapositives, élévateurs, ou des modèles de moules spéciaux pour les gérer, ce qui signifie plus de coûts. Si possible, éviter les contre-dépouilles ou trouver un moyen plus simple d'obtenir la même fonction.
Ajoutez des patrons et des insertions de la bonne manière
Patrons (cylindres surélevés pour vis ou fixations) doit être soutenu par des nervures pour éviter la rupture. Si vous avez besoin d'inserts métalliques, planifiez soigneusement leur placement pour qu'ils se moulent proprement.
Pensez à l'éjection
Votre pièce devra être poussée hors du moule par des éjecteurs. Placer des éléments tels que des côtes, les patrons, et les murs d'une manière qui ne luttera pas contre ce processus d'éjection.
Utilisez judicieusement les charnières vivantes
Si vous avez besoin d'une connexion flexible (comme sur un bouchon de bouteille flip-top), de fines sections en plastique appelées charnières vivantes peuvent être intégrées à la pièce. Mais ils ne fonctionnent bien qu'avec certains plastiques (comme le polypropylène).
Suivre ces principes simples rend votre pièce plus facile à mouler, moins cher à produire, et moins susceptible d'échouer en utilisation réelle. En bref: concevoir intelligemment dès le début, et ton moule (et portefeuille) je te remercierai plus tard.
Le processus de moulage par injection en détail
Le processus de moulage par injection en détail
Le processus va bien au-delà de la simple injection de plastique dans un moule : il s'agit d'un système de chaleur soigneusement équilibré., pression, et refroidissement:
Chargement: Les pellets bruts entrent dans la trémie, parfois pré-coloré ou mélangé avec des additifs (par exemple., Stabilisateurs UV, retardateurs de flamme).
Fusion: La vis tourne à l'intérieur du canon chauffé, faire fondre et mélanger progressivement les granulés dans un état fondu homogène.
Phase d'injection: La vis avance comme un piston, pousser le plastique fondu à travers la buse dans la cavité du moule à des pressions allant de 500 à 20,000 psi.
Pression de maintien: Une fois le moule rempli, une pression supplémentaire est appliquée brièvement pour compenser le retrait du matériau lors de son refroidissement.
Phase de refroidissement: Le système de refroidissement du moule (souvent des canaux d'eau) maintient une température constante, solidifier la pièce uniformément.
Éjection: Le plateau se sépare, les éjecteurs libèrent la pièce, et le cycle redémarre immédiatement.
Ce cycle reproductible garantit une production de gros volumes avec un temps d'arrêt minimal.
Débuter avec le moulage par injection
1. Phase de conception
La conception du produit est la base d’un moulage par injection réussi. Les ingénieurs créent généralement des modèles CAO qui suivent des directives de moulage spécifiques:
Inclure des fonctionnalités fonctionnelles: les patrons, côtes, joints à encliquetage, et charnières vivantes.
Maintenir une épaisseur de paroi uniforme: pour éviter les déformations et les marques d'évier.
Utiliser les angles de dépouille: sur des surfaces verticales pour une éjection plus facile.
Évitez les risques de conception: comme les coins pointus, changements d'épaisseur extrêmes, sous-dépouille, ou des trous mal placés.
Suivant Conception de la fabrication (DFM) les principes à ce stade réduisent les coûts, améliore la longévité des moisissures, et garantit des résultats cohérents.
2. Moule d'outillage
Le moule est la partie la plus coûteuse et la plus longue de l’ensemble du processus. Il est généralement fabriqué en acier trempé ou en aluminium par usinage CNC de précision et EDM. (usinage à décharge électrique).
Complexité: La conception du moule doit tenir compte de la géométrie de la pièce, canaux de refroidissement, carottes, coureurs, et systèmes d'éjection.
Laps de temps: La fabrication et l'approbation peuvent prendre 12 à 20 semaines ou plus.
Coût: Un moule peut coûter de quelques milliers à plusieurs centaines de milliers de dollars selon sa taille et sa complexité..
Parce que modifier un moule coûte cher, il est essentiel de finaliser la conception avant de commencer l'usinage.
Matériaux compatibles
Le moulage par injection est très polyvalent, avec des dizaines de thermoplastiques disponibles. Chaque matériau offre une mécanique unique, thermique, et propriétés chimiques.
Matériaux et applications courants
Polypropylène (PP): Poids léger, résistant à la fatigue; utilisé dans les pièces automobiles, conteneurs, et textiles.
Polyéthylène de haute densité (PEHD): Fort, durable, résistant à l'humidité; utilisé en bouteilles, jouets, et des tuyaux.
Polystyrène (PS): Faible coût, facile à mouler mais cassant; utilisé dans les emballages et les produits jetables.
Acrylonitrile butadiène styrène (abdos): Difficile, usinable; populaire dans les pièces automobiles, boîtiers électroniques, et des jouets comme des briques LEGO.
Polycarbonate (PC): Haute résistance aux chocs et transparence; utilisé dans les lunettes, Équipement médical, et éclairage automobile.
Nylon (Pennsylvanie): Fort, résistant à l'usure; utilisé dans les engrenages, roulements, et textiles.
PVC: Ignifuge et rigide; utilisé dans les tuyaux, sol, et isolation électrique.
Plastiques avancés (COUP D'OEIL, Î.-P.-É., PPS): Matériaux haute performance résistants à la chaleur et aux produits chimiques; Utilisé dans l'aérospatiale, automobile, et industries médicales.
Finitions de surface des pièces moulées

Finitions de surface des pièces moulées
Quand vous réalisez quelque chose avec le moulage par injection, l'apparence et la sensation de la partie finale comptent vraiment. C'est là finitions de surface Entrez. La « finition » correspond essentiellement à la douceur, brillant, ou texturé l'extérieur de votre pièce ressemble et se sent. Ce n'est pas seulement une question de look, cependant, cela peut également affecter le fonctionnement de la pièce, comme c'est fort, et même à quel point il est facile à nettoyer.
Voici quelques-unes des finitions de surface les plus courantes que vous rencontrerez:
Haute brillance / Finition polie
C'est le lisse, finition semblable à un miroir qui donne aux pièces un aspect brillant et raffiné. C’est idéal pour les produits où l’apparence est importante, comme des coques de téléphone ou des intérieurs de voiture. L'inconvénient? Le polissage prend du temps et peut coûter plus cher.
Finition mate
Un fini mat semble plus doux, avec moins de brillance. C'est bien pour les produits pour lesquels vous ne voulez pas de traces de doigts sur toute la surface. C’est également plus agréable pour les yeux et donne aux pièces un aspect moderne., aspect épuré.
Finition texturée
Considérez cela comme une « prise » à votre rôle. La texture peut rendre quelque chose de moins glissant, cacher les rayures, ou donnez simplement un design sympa. Les textures sont souvent ajoutées avec des motifs spéciaux dans le moule.
Fini semi-brillant
Juste à mi-chemin entre le brillant et le mat. C'est un choix pratique lorsque vous souhaitez un équilibre entre style et fonctionnalité sans aller trop loin dans les deux sens..
Finitions spéciales
Parfois, vous avez besoin de quelque chose de plus personnalisé, comme des modèles, logos, ou même des textures semblables à du cuir. Ceux-ci peuvent permettre aux produits de se démarquer et de paraître plus haut de gamme.
💡 Pourquoi les finitions de surface sont importantes:
Ils affectent la façon dont les gens voient et ressentent le produit.
Ils peuvent améliorer la convivialité, comme rendre une poignée plus facile à tenir.
Ils peuvent même augmenter la durabilité en masquant l’usure.
Donc, lorsque vous concevez une pièce moulée, ne pensez pas seulement à la forme, pensez aussi à la finition. C'est souvent le petit détail qui fait une grande différence.
Pourquoi le moulage par injection est-il une bonne chose?

Pourquoi le moulage par injection est-il une bonne chose?
Si vous vous êtes déjà demandé pourquoi tant de produits sont fabriqués par moulage par injection, la réponse est simple : c'est rapide, efficace, et fiable. Une fois le moule construit, tu peux en gagner des milliers (ou même des millions) de pièces identiques sans ralentir.
Voici quelques-unes des principales raisons pour lesquelles les gens aiment ce processus:
Vitesse: Chaque cycle ne prend que quelques secondes à quelques minutes. Cela signifie d'énormes quantités de production en peu de temps.
Cohérence: Chaque partie est presque exactement la même, ce qui est idéal lorsque vous avez besoin de tolérances strictes.
Formes complexes: Le moulage par injection peut gérer des conceptions qui seraient très difficiles, voire impossibles, à réaliser avec d'autres méthodes., comme de minuscules clips, parois minces, ou charnières vivantes.
Choix de matériaux: Vous pouvez choisir parmi une large gamme de plastiques, des plastiques de tous les jours comme le polypropylène aux plastiques techniques avancés utilisés dans l'aérospatiale ou les dispositifs médicaux.
Faible coût par pièce: Le moule peut être cher au début, mais une fois que c'est prêt, le coût de chaque pièce diminue considérablement, parfait pour la production de masse.
Pièces fortes et durables: Les plastiques moulés peuvent être résistants, flexible, résistant à la chaleur, ou même transparent, selon le matériau que vous choisissez.
En bref, le moulage par injection est une bonne chose car il vous donne vitesse, précision, et flexibilité tout à coup. C'est pourquoi vous le trouverez utilisé pour tout, des pièces de voiture aux étuis de téléphone en passant par les jouets., outils de cuisine, et matériel médical.
Les inconvénients du moulage par injection
Bien que le moulage par injection soit un excellent moyen de fabriquer rapidement de nombreuses pièces en plastique,, ce n'est pas parfait. Comme tout processus, cela comporte quelques inconvénients que vous devez connaître avant de vous lancer.
Coût initial élevé: Faire le moule coûte cher. Selon la taille et la complexité, cela peut coûter des milliers, voire des centaines de milliers de dollars. Cela signifie que le moulage par injection n’a de sens que si vous envisagez de produire un grand nombre de pièces..
Délai de livraison long pour les moules: Construire un moule ne se fait pas du jour au lendemain. La conception prend souvent des semaines ou des mois, machine, et tester. Si vous avez besoin de pièces rapidement, ce retard peut être un gros inconvénient.
Limites de conception: Alors que le moulage par injection peut gérer des formes très complexes, la conception de la pièce doit encore suivre certaines règles. Des choses comme des murs épais, coins pointus, ou des contre-dépouilles peuvent causer des problèmes et nécessiter un travail supplémentaire (ou des caractéristiques de moule coûteuses) réparer.
Déchets de matériaux provenant des carottes et des canaux: Même si la majeure partie du plastique entre dans la pièce, une partie se solidifie dans les canaux (grappes et coureurs). Ces déchets peuvent parfois être recyclés, mais cela ajoute quand même au coût global.
Pas génial pour les petites courses: Si vous n'avez besoin que de quelques prototypes ou de pièces en faible volume, le coût et le temps de fabrication d'un moule n'en valent généralement pas la peine. Dans ces cas, 3L'impression D ou l'usinage CNC pourraient être un meilleur choix.
Donc, tandis que le moulage par injection est fantastique pour la production de masse, ce n'est pas toujours la bonne solution pour les petits projets ou lorsque vous avez besoin de quelque chose rapidement. Pensez-y comme à un marathonien : il est conçu pour les longues distances, pas pour les sprints courts.
FAQ sur le moulage par injection
- Comment choisir le meilleur plastique pour ma part?
Tenir compte des exigences mécaniques (force, dureté, flexibilité), conditions environnementales (Exposition aux UV, produits chimiques, température), et conformité réglementaire (Approbation de la FDA pour les applications de qualité alimentaire). - À partir de quels matériaux les moules peuvent-ils être fabriqués?
Les moules sont généralement fabriqués à partir de acier durci pour une production en grand volume ou aluminium pour des tirages faibles à moyens. Les moules en acier sont plus durables mais plus coûteux et plus lents à produire. - En quoi le moulage par injection diffère-t-il de l'impression 3D?
Moulage par injection: Idéal pour la production de masse, faible coût unitaire, pièces durables, flexibilité limitée après la fabrication du moule.
3Impression D: Idéal pour le prototypage rapide et les petites séries de production, conceptions flexibles, coût unitaire plus élevé, et propriétés matérielles limitées par rapport aux plastiques moulés.
Conclusion
Le moulage par injection plastique reste la pierre angulaire de la fabrication moderne. Sa capacité à produire de grands volumes de précision, les pièces complexes le rendent indispensable dans des secteurs allant de l'automobile et de l'aérospatiale aux biens de consommation et aux dispositifs médicaux.
En comprenant les composants de la machine, flux de travail de processus, Considérations de conception, et options matérielles, les ingénieurs et les fabricants peuvent prendre des décisions éclairées qui réduisent les coûts, minimiser les défauts, et garantir des résultats de haute qualité.
Que vous la compariez à l'impression 3D pour des prototypes ou à une mise à l'échelle pour une production complète, le moulage par injection continue de faire ses preuves comme étant le procédé de fabrication de plastique le plus efficace et le plus fiable disponible.
![]()


1 réfléchi à "Tout sur les bases du moulage par injection plastique”