
L'estampage en aluminium est un processus fondamental dans l'industrie de la fabrication de métaux modernes. Connu pour sa force, nature légère, et excellente formabilité, aluminium est un matériau préféré à travers l'aérospatiale, automobile, électronique grand public, et industries médicales. Que vous développiez des boîtiers électroniques de haute précision ou des supports structurels à grande échelle, L'ajustement de l'aluminium offre une efficacité et une polyvalence inégalées.
Dans ce guide complet, Nous couvrirons tout ce que vous devez savoir, du choix du bon alliage d'aluminium à la maîtrise des techniques d'estampage avancées et à la résolution de problèmes de fabrication courants.
Choisir le bon alliage en aluminium pour l'estampage

Les alliages en aluminium sont classés par série (1xxx à 8xxx), chacun défini par leur élément d'alliage principal et les caractéristiques de performance spécifiques.
| Série en alliage | Élément d'alliage principal | Propriétés clés |
| 1xxx | 99%+ Aluminium pur | Excellente ductilité, résistance à la corrosion |
| 2xxx | Cuivre | Haute résistance, résistance limitée à la corrosion |
| 3xxx | Manganèse | Bonne maniabilité, force modérée |
| 4xxx | Silicium | Résistance à l'usure, Amélioration de la soudabilité |
| 5xxx | Magnésium | Haute résistance, résistance à la corrosion |
| 6xxx | Magnésium + Silicium | À la chaleur, Excellente force et soudabilité |
| 7xxx | Zinc | La plus haute résistance, Utilisé dans l'aérospatiale |
| 8xxx | Divers | Utilisations de spécialité (par exemple., lithium, fer) |
En outre, L'aluminium est disponible en différents températures:
F: Comme fabriqué
Ô: Recuit
H: Durci
W: Solution traitée thermiquement
T: Traité thermiquement
Grades populaires pour l'estampage en aluminium
| Grade | Avantages |
| 1100 | Ductilité élevée, Excellent pour les formes complexes et le dessin profond |
| 3003 | Amélioration de la résistance, bonne résistance à la corrosion, Idéal pour les ustensiles de cuisine & panneaux |
| 5052 | Force de fatigue élevée, excellente résistance à la corrosion, Bon pour les pièces marines |
| 6061 | À la chaleur, grande force, bonne usinabilité, Utilisé pour les pièces structurelles |
| 7075 | Force de qualité aérospatiale, Formabilité réduite, pièces haute performance |
Avantages des pièces tamponnées en aluminium
Les pièces en aluminium estampillées sont non seulement légères mais offrent également des performances exceptionnelles sur plusieurs axes:
Rapport résistance/poids élevé: Critique pour l'aérospatiale, automobile, et robotique.
Excellente résistance à la corrosion: Forme naturellement une couche d'oxyde protectrice.
Conductivité thermique et électrique supérieure: Idéal pour les dissipateurs de chaleur et les connecteurs.
Non-toxicité et réflectivité: Convient aux produits de consommation et à l'éclairage.
Recyclabilité: L'aluminium est 100% recyclable sans dégradation de la qualité.
Grandes propriétés esthétiques et finales: Compatible avec l'anodisation, peinture, revêtement en poudre.
Malgré ces avantages, Certains inconvénients incluent:
Coût plus élevé par rapport à l'acier.
Souddabilité plus faible pour certains alliages.
Options de traitement thermique limité pour certaines notes.
Techniques d'estampage en aluminium clé
Suppression - découper la forme dont vous avez besoin

Blanking, c'est comme utiliser un emporte-pièce sur la pâte. Vous prenez une feuille d'aluminium et frappez la forme que vous voulez. La partie qui a été frappée devient votre dernière pièce. C'est un moyen rapide d'obtenir des formes plates de base.
Perçant - faire des trous ou des ouvertures
Besoin d'un trou dans votre pièce en aluminium? Le perçage est la voie à suivre. Cette méthode utilise des outils nets (appelés coups de poing et mat) Pour créer des trous, machines à sous, ou encoche. Il est couramment utilisé lorsque la conception a besoin de trous de câblage, évents, ou des espaces de fixation.
Insignifiant - Appuyez sur les détails

La monnaie consiste à appuyer sur l'aluminium très dur entre deux outils pour créer de petites formes, rainures, ou des textures. Pensez-y comme l'emboucher un design sur une pièce - d'où le nom. Il aide à ajouter des fonctionnalités de force ou de conception à une pièce.
Dessin profond - le tirer en forme de tasse

Jamais vu un canet en aluminium? C'est un dessin profond. Cette technique attire l'aluminium dans un profond, forme creuse. C'est idéal pour des pièces comme les boîtiers de batterie, pots de cuisson, ou n'importe quel rond, conteneurs profonds.
Relâchement - des modèles d'élevage ou de naufrage

Le gaufrage, c'est comme ajouter un logo ou une conception texturée à la surface en aluminium. Une matrice en forme presse dans le métal pour soulever ou couler le motif. Cela ajoute une touche élégante ou une texture utile pour l'adhérence ou l'identification.
Brillant - Faire un bord plié
Flanging plie le bord du métal vers le haut ou vers le bas, Un peu comme du papier pliant. Il est utile pour faire des points de connexion, Renforcement des bords, ou créer des fusées autour des trous. Les brides sont souvent observées entre parenthèses ou cadres de panneau.
Dommage progressif - une étape à la fois
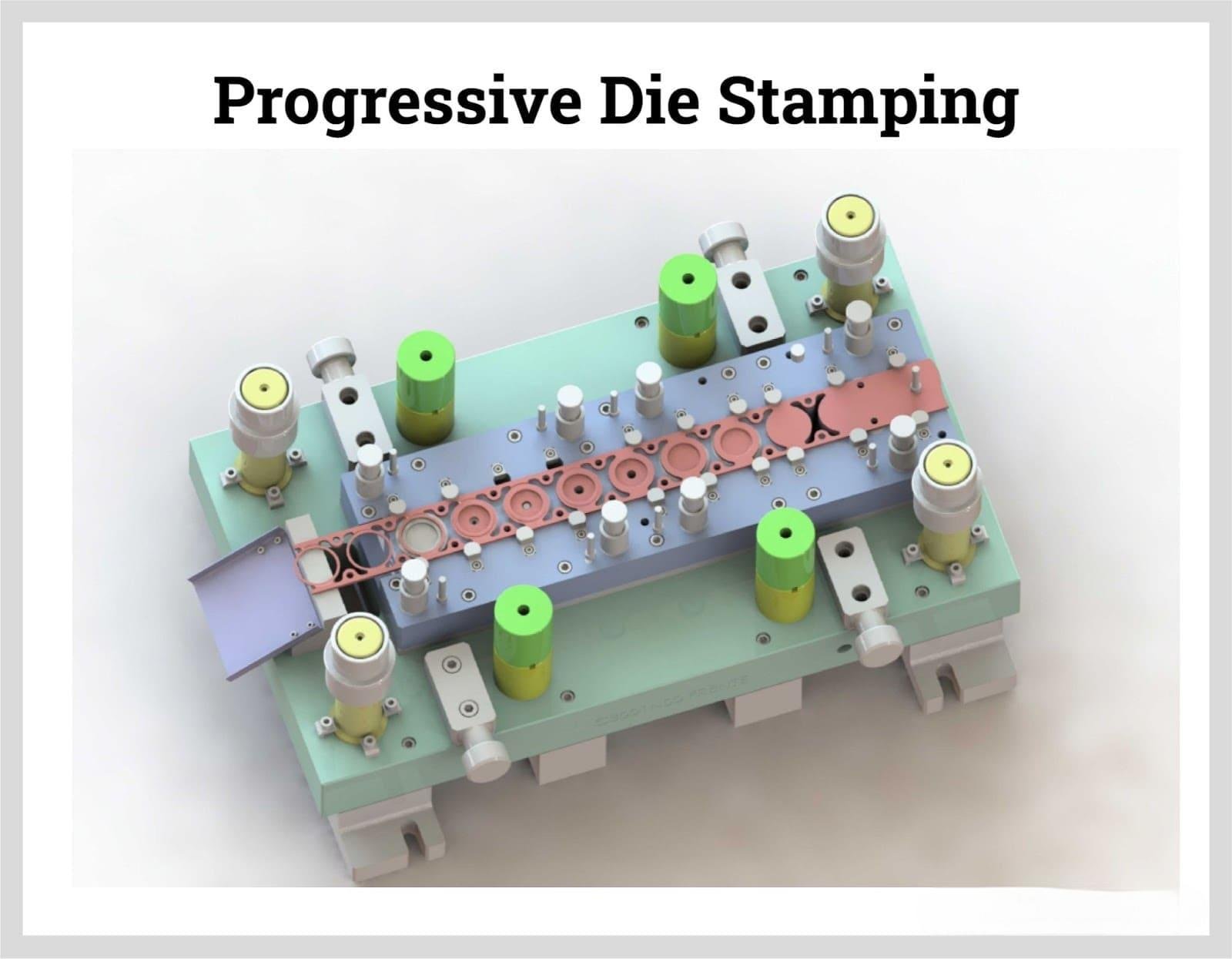
Cette méthode alimente la feuille d'aluminium à travers une ligne de stations, chacun faisant un petit travail - la coupe, pliant, ou façonner. À la fin, vous obtenez une pièce complète. Il est parfait pour la production à haut volume avec le même design.
Transfert d'emboutissant - Moving Pieces entre étapes

Ici, La partie en aluminium est coupée tôt puis déplacée de la gare à la station. C'est généralement fait par un bras ou un convoyeur. C'est idéal pour faire de grandes pièces qui ont besoin de plusieurs étapes de formation.
Stamping à quatre coups - Formation de tous les côtés

Celui-ci est un peu différent - il utilise quatre outils à la fois qui glissent dans différentes directions. C'est comme se faire écraser de tous les côtés en même temps! Idéal pour faire petit, pièces complexes rapidement et efficacement.
Blanage fin - Super propre, Bords tranchants
![]()
Blan-Blanking vous donne lisse, Bords précis sans rugosité ni bavures. Il utilise plus de pression et d'outillage spécial, Le rendre idéal pour les pièces où le bord doit être propre - comme des engrenages ou des rondelles.
Je veux que je reformate ceci pour un article de site Web avec des titres et des balles? Je peux également suggérer des visuels pour accompagner chaque technique!
Industries qui dépendent de l'estampage en aluminium
Aérospatial: Côtes côtes, supports, logements.
Automobile: Boîtiers de batterie, panneaux, monture du capteur.
Électronique: Chauffer, EMI Blinding Enclosures.
Appareils: Logements, Soutiens structurelles.
Médical: Pièces de diagnostic de dispositif, supports d'instruments.
Construction: Cadres de fenêtre, garnitures décoratives, éléments de façade.
Éclairage: Réflecteurs, Structures de dissolution de chaleur.
Applications réelles des pièces estampillées en aluminium
| Alliage | Applications |
| 1100 | Réflecteurs, panneaux anodisés, plaques signalétiques |
| 2024 | Pièces aérospatiales, raccords d'aéronef usinés |
| 3003 | Toiture, ustensiles, conteneurs de stockage |
| 5052 | Parties marines, Couvertures de l'appareil, réservoirs de carburant |
| 6061 | Cadres de vélo, Composants du châssis automobile |
| 6063 | Extrusions architecturales, balustrades |
| 7075 | Attaches aérospatiales, Armes de suspension haute performance |
Les pièces tamponnées courantes incluent:
Connecteurs
Chauffer
Supports
Couvertures de blindage
Joints
Pinces
Espaceurs
Plateaux
Défis dans l'estampage en aluminium et comment les résoudre
Accumulation d'oxyde d'aluminium
Entrave le soudage et le contact électrique.
Solution: Propre avant le soudage; Utilisez des flux spéciaux ou de l'anodisation.
Usure d'outillage
L'aluminium peut provoquer une usure abrasive sur les matrices en raison de sa douceur et de sa garce.
Solutions:
Utilisez des aciers à outils plus durs (par exemple., D2, M2).
Appliquer des revêtements PVD ou nitrative.
Utilisez des lubrifiants appropriés.
Problèmes de perforation
Quelques alliages (par exemple., 3xxx, 4xxx) rétrécir ou se déformer lorsqu'il est poinçonné.
Solutions:
Augmenter la dédaignement.
Utilisez des faces de poinçon plates sans angles de cisaillement.
Exaspérant
Se produit lorsque l'aluminium colle pour frapper ou mourir, conduisant à des surfaces inégales.
Solutions:
Utiliser des revêtements anti-gliling.
Réduire la rugosité de surface.
Utiliser des lubrifiants haute performance.
Autres problèmes
Recul: Utiliser des traitements de surfance ou de chaleur.
Ride: Contrôle la force du support vide.
Fissures / fentes: Utilisez des tempéraments recuits ou ajustez le rayon de pliage.
Options d'outillage et de presse pour l'estampage en aluminium
Décède une seule station
Morte composée: Plusieurs actions de coupe en un seul coup.
Combinaison meurt: Effectue la coupe et la formation en une seule étape.
Dies multiples
Meilleur pour les opérations d'estampage progressives et de transfert.
Types de presses d'estampage
Presses mécaniques: Grande vitesse, Utilisé pour les opérations peu profondes.
Presses hydrauliques: Mieux pour le dessin profond et les matériaux épais.
Servo-presses: Programmable et très précis.
Conclusion
L'estampage en aluminium est une dynamique, rentable, et méthode de fabrication évolutive qui répond aux exigences des industries modernes. Avec la bonne sélection en alliage, outillage, et processus d'estampage, Vous pouvez atteindre une haute précision, intégrité structurelle, et finition de surface dans vos composants en aluminium.
Chez TOPS, Nous apportons des décennies d'expertise dans les pièces en aluminium estampillées - fournissant un support de bout en bout des outils et prototypage internes à la production de grand volume. Contactez-nous dès aujourd'hui pour une solution sur mesure qui correspond à vos exigences exactes.
FAQ
T1: L'aluminium est-il bon pour l'estampage?
Oui. Sa ductilité, force, et la résistance à la corrosion le rendent idéal pour une large gamme d'applications d'estampage.
T2: Pouvez-vous anodiser l'aluminium estampé?
Absolument. L'anodisation améliore la dureté de surface et la résistance à la corrosion, surtout dans les utilisations marines ou architecturales.
T3: Quelle qualité d'aluminium est la meilleure pour former?
3003 et 5052 sont préférés pour la formation en raison de leur ductilité élevée et de leur résistance à la corrosion.
T4: Y a-t-il des lubrifiants conçus pour l'estampage en aluminium?
Oui. Utiliser entièrement synthétique, lubrifiants sans huile pour des opérations propres et efficaces.
Q5: Pouvez-vous utiliser des matrices standard pour l'aluminium?
Oui, Bien que pour une vie d'outil plus longue et une meilleure qualité de partie, Les matrices enduites ou durcies sont préférées.
![]()

