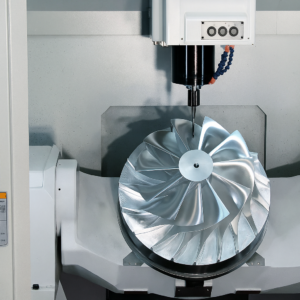
Quand la révolution numérique a commencé, Beaucoup ont prédit que les ordinateurs et les robots remplaceraient bientôt les humains sur le plancher de l'usine - travaillant plus rapidement, moins cher, et sans erreur. Encore, des décennies plus tard, nous avons découvert que la créativité humaine et la résolution de problèmes à la volée restent irremplaçables, en particulier dans les tâches de fabrication complexes. Les machines CNC excellent dans les tâches répétitives, opérations basées sur des règles, mais lorsqu'une pièce dépasse les limites de la machine ou projette des obstacles inattendus, c'est le machiniste expérimenté qui trouve la voie à suivre.
L’usinage de grandes pièces met en valeur cette synergie entre automatisation et ingéniosité humaine. Alors qu'une fraiseuse à 3 axes peut facilement produire de petits supports, s'attaquer à une poutre structurelle de 5 mètres de long, un casting lourd, ou un moule de plusieurs tonnes exige une réflexion flexible. Dans cet article, nous explorerons quatre obstacles courants rencontrés lors de l'usinage de composants surdimensionnés et partagerons des informations pratiques, stratégies détaillées utilisées par des ateliers ingénieux pour bien faire le travail.
Quatre problèmes courants lors de l'usinage de grandes pièces

Enveloppe de travail trop petite
Le problème:
Même les centres d'usinage les plus avancés ont une course finie en X, Oui, et axes Z. Si votre pièce brute ou votre billette dépasse ces limites, vous ne pouvez tout simplement pas accéder à toutes les fonctionnalités dans une seule configuration.
Solutions détaillées:
Usinage segmenté & Repositionnement
Luminaires personnalisés: Usiner une zone à la fois, puis faites glisser ou faites pivoter la pièce en position à l'aide de rails en queue d'aronde ou de supports rotatifs de précision.
Gabarits d'indexation: Incorporez des fonctionnalités de référence intégrées dans la conception de votre montage afin que la pièce soit toujours localisée avec précision après chaque mouvement, éliminant ainsi les erreurs de positionnement cumulées..
Planification CAO/FAO: Importez des configurations segmentées dans votre logiciel de FAO pour simuler les dégagements et générer des parcours d'outils distincts pour chaque région..
Machines alternatives
Broyeurs à portique: Pour des pièces exceptionnellement grandes, les broyeurs à portique aérien offrent des centaines de pouces de déplacement.
Unités d'usinage portables: Les aléseuses et fraiseuses portables sur site peuvent être fixées directement sur de grands assemblages, amener l'outil à la pièce plutôt que l'inverse.
Tournant & Hybrides fraisage/tournage: Une fraiseuse horizontale dotée d'une table rotative de grand diamètre vous permet de traiter des arbres ou des cylindres longs avec moins de configurations..
Pièce à usiner trop grande pour le boîtier
Le problème:
Votre pièce est peut-être trop haute sous la broche, trop long pour passer à l'intérieur des barrières de sécurité, ou tout simplement si lourd qu'il dépasse la capacité de charge de la machine.
Solutions détaillées:
Conception de pièces modulaires
Diviser les composants: Pendant la phase de conception, spécifier que les assemblages complexes doivent être réalisés en sous-ensembles boulonnés. L'usinage de modules plus petits réduit souvent la complexité de configuration et améliore les tolérances..
Finition de l'assemblage complet: Usinez les faces de contact et les caractéristiques d'alignement en dernier lieu, après l'assemblage soudé ou boulonné, pour garantir la précision globale..
Modifications des machines (avec prudence)
Échanges de têtes de broche: Utilisez un porte-outil nez-à-table plus court pour obtenir une course Z supplémentaire.
Suppression des barrières: Retirez ou reconfigurez temporairement les pare-copeaux et les portes de sécurité, après une évaluation des risques et un verrouillage/étiquetage approprié, pour accueillir des pièces plus longues..
Rigidité accrue: Renforcez ou ajoutez des supports aux portes et aux protections pour éviter les vibrations ou les contacts accidentels..
Supports externes & Partage de charge
Repose-pieds & Contre-pointes: Positionnez des roulements stables ou des supports de rouleaux personnalisés sous les sections en surplomb pour éviter l'affaissement et la déviation..
Poussoirs hydrauliques ou pneumatiques: Utilisez des tables ou des vérins pneumatiques pour partager le poids de pièces extrêmement lourdes; cela réduit la contrainte sur les axes et les roulements de la machine.
Non-respect de tolérances strictes
Le problème:
Grand, des pièces encombrantes peuvent se déplacer, s'inscrire incorrectement entre les configurations, ou accumuler de petites erreurs qui se transforment en fonctionnalités hors tolérance.
Solutions détaillées:
Validation rigoureuse de la configuration
Suivi laser & Alignement: Utilisez des trackers laser pour confirmer que vos alignements de serrage et d'axe restent à quelques microns près sur toute l'enveloppe d'usinage..
Tests de barre à billes: Des tests réguliers de Ballbar ou de performances sur votre machine détectent toute infime imprécision géométrique ou tout jeu susceptible de gâcher les ajustements critiques..
Passes de finition incrémentielles
Coupes semi-finies: Plutôt que de passer directement d'une passe d'ébauche lourde à une seule passe de finition, programmer une « semi-finition » intermédiaire pour éliminer la majorité des marquages d'usinage résiduels avant la passe finale.
Contrôle adaptatif du parcours d'outil: Utilisez les algorithmes d'ébauche tenant compte des stocks du logiciel de FAO pour éviter de surcharger les outils et d'introduire des déviations lors des coupes profondes..
Techniques de maintien améliorées
Serrage au point zéro: Les localisateurs à changement rapide maintiennent des références de référence cohérentes même si la pièce est déplacée hors de la table puis remise en place..
Kits de fixation modulaires: Les blocs de montage et les pierres tombales préconfigurés vous permettent de rétablir instantanément les coordonnées de travail dans toutes les configurations..
Thermique & Distorsion mécanique
Le problème:
De grands volumes de métal absorbent la chaleur de coupe de manière inégale, provoquant une expansion qui déplace les dimensions critiques. Les surplombs importants ou les sections déséquilibrées fléchissent sous les forces de coupe, conduisant à un broutage ou à une déviation permanente.
Solutions détaillées:
Gestion thermique
Ebauche à basse température: Optez pour des profondeurs de coupe axiales légères et des vitesses de coupe plus élevées pour minimiser l'accumulation de chaleur.
Liquides de refroidissement à haut débit: Déployez des systèmes de refroidissement par injection avec des buses haute pression pour évacuer les copeaux et contrôler la température avec précision au niveau de la zone de coupe..
Périodes de repos intermittentes: Pour les composants massifs, faire une pause périodiquement pour permettre à la pièce de revenir à température ambiante avant de reprendre les finitions critiques.
Contreventement mécanique & Équilibrage
Stables personnalisés: Fabriquer des lunettes stables réglables qui se fixent autour de cylindres ou de poutres, suppression de la flexion lors d'un fraisage axial long.
Contrepoids & Équilibreurs: Fixez des contrepoids temporaires aux sections en surplomb, redistribuer la masse pour que la charge de la broche reste centrée.
Insert d'amortissement des vibrations: Placez des coussinets amortisseurs injectés de polymère entre la pièce et le luminaire pour absorber les vibrations mineures.
TIPS pour un usinage réussi de grandes pièces
Planification initiale & Simulation
Utilisez la technologie du jumeau numérique et l'analyse FEM en CAO/FAO pour prédire la déformation, ingérence, et dérive thermique avant de couper le métal.
Tirer parti de la polyvalence de l'atelier
Combiner les processus : tourner, ennuyeux, tour de fraisage, et même EDM – pour traiter plus efficacement différentes sections d’une grande pièce.
Mettre l'accent sur les opérateurs qualifiés
Encourager les machinistes à documenter les « leçons apprises » sur chaque projet, construire une base de connaissances vivante de solutions de contournement pour les futurs travaux surdimensionnés.
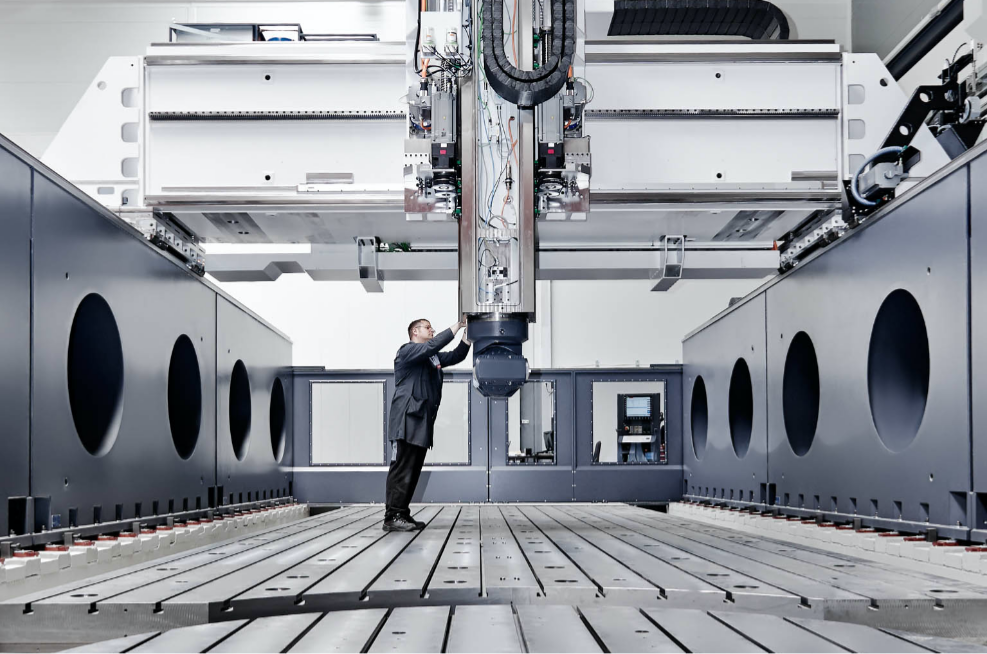
Pleins feux sur les capacités du monde réel
Chez Tops Précision (Par exemple), nos fraiseuses à portique 5 axes robustes offrent des courses sur l'axe X dépassant 10 mètres, tandis que nos têtes d'alésage in situ peuvent usiner des carters d'engrenages assemblés sans démontage. Nous associons ce matériel à une métrologie avancée : des trackers laser, bras MMT portables, et contrôle adaptatif en temps réel – pour garantir que chaque gros composant répond aux spécifications, peu importe sa taille ou sa complexité.
Conclusion
L'usinage de grandes pièces amplifie chaque défi : les erreurs de configuration deviennent coûteuses, la distorsion thermique peut gâcher des séries entières, et les limites des machines exigent une pensée créative. Encore, ces obstacles mettent également en valeur la valeur d'un machiniste expérimenté et d'un atelier d'usinage flexible. En combinant une planification minutieuse, montage adaptatif, gestion thermique, et un équipement polyvalent, même les pièces les plus grandes peuvent être usinées avec précision et efficacité.
Lorsque vous faites face à un défi d’usinage surdimensionné, souviens-toi: c'est le mélange d'automatisation et d'ingéniosité humaine qui, en fin de compte, mène au succès. Associez-vous à un atelier de premier plan spécialisé dans les travaux de grandes pièces pour transformer vos projets les plus difficiles en avantages concurrentiels.
En savoir plus:
Gabarits et luminaire: Tout ce que tu as besoin de savoir
Comprendre le format de fichier CAO pour l'usinage CNC
![]()