Qu’est-ce que l’Î.-P.-É. (Polyétherimide)?

Qu’est-ce que l’Î.-P.-É. (Polyétherimide)
Polyétherimide (Î.-P.-É.) est un thermoplastique technique haute performance connu pour son excellente résistance à la chaleur, stabilité dimensionnelle, et propriétés d'isolation électrique. Il appartient à la même famille de polymères que polyéther éther cétone (COUP D'OEIL) mais offre un équilibre plus rentable entre performances et fabricabilité dans des environnements exigeants.
La marque la plus reconnue de l'Île-du-Prince-Édouard est Ultem®, développé par SABIC Technologies mondiales, qui comprend près de 100 différentes qualités-du vide au verre- et versions renforcées de fibres de carbone, adaptées aux applications nécessitant une résistance mécanique, résistance thermique, et ignifuge.
Malgré sa polyvalence, L'Île-du-Prince-Édouard est relativement cher et a résistance à l'usure moindre que des matériaux comme COUP D'OEIL, PTFE, ou Uhmwpe. Cela nécessite également températures de traitement très élevées et peut éprouver fissuration sous contrainte environnementale lorsqu'il est exposé à des solvants chlorés, alcalis forts, ou acides concentrés sous charge continue.
En raison de son coût et de ses caractéristiques uniques, L'Île-du-Prince-Édouard est généralement utilisée dans critique, applications de grande valeur où la force, isolation, et l'endurance thermique sont essentielles.
Applications du moulage par injection PEI

Applications du moulage par injection PEI
Le moulage par injection PEI est utilisé là où les pièces doivent résister chaleur extrême, stérilisation répétée, ou stress électrique intense.
Les applications courantes incluent:
Équipement médical: Pompes à perfusion, outils chirurgicaux, et appareils respiratoires soumis à des cycles répétés de stérilisation en autoclave.
Électrique & Composants électroniques: Connecteurs, prises, interrupteurs, et boîtiers de circuits qui doivent maintenir l'isolation sous haute tension.
Composants aérospatiaux: Pièces intérieures nécessitant une résistance aux flammes, conception légère, et des performances stables à des températures élevées.
Systèmes automobiles: Capteurs sous le capot et modules électriques exposés à la chaleur et aux vibrations.
Équipement industriel: Appareils d'essai, corps de pompe, et isolants performants.
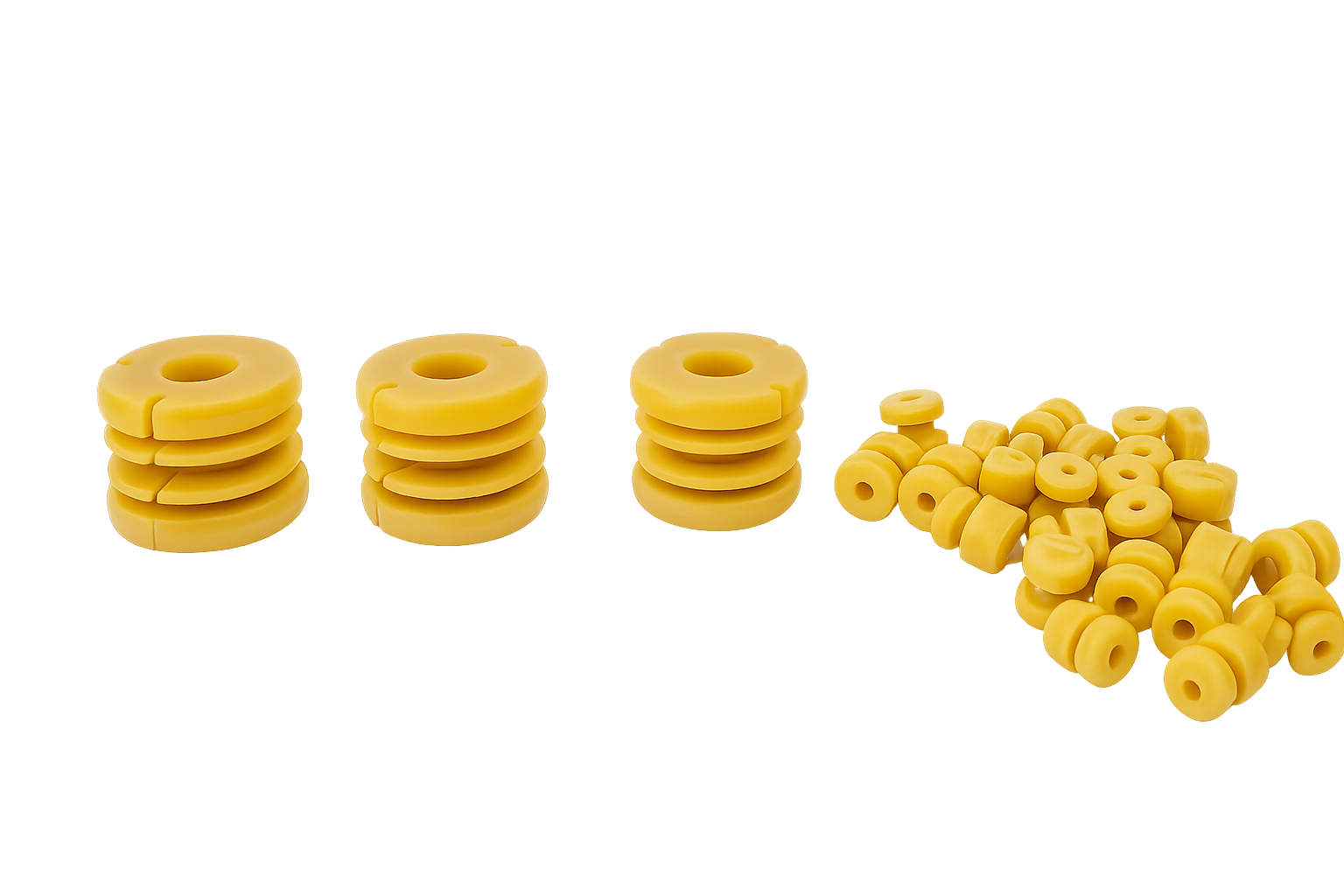
Les pièces moulées en PEI ont généralement un couleur ambre translucide, bien que des colorants puissent être ajoutés pour répondre à des besoins esthétiques ou d'identification.
Avantages du moulage par injection PEI
Avantages du moulage par injection PEI
Résistance à la température
L'Île-du-Prince-Édouard peut fonctionner en continu à jusqu'à 170°C et résister températures de déflexion de la chaleur (HDT) entre 200°C et 210°C sous charge. Cela lui permet de remplacer les métaux ou les thermodurcissables dans de nombreux environnements à haute température. Au-delà de 210°C, il commence à se déformer sous un stress prolongé.
Résistance au fluage
Le fluage est la tendance d'un matériau à se déformer sous une charge constante. Île-du-Prince-Édouard résistance exceptionnelle au fluage et stabilité dimensionnelle le rendent adapté aux pièces de précision qui doivent maintenir des tolérances serrées même après des années de cyclage thermique. C'est coefficient uniforme de dilatation thermique (CTE) garantit des changements dimensionnels prévisibles lorsqu'ils sont exposés à la chaleur.
Capacité de stérilisation
Le PEI moulé par injection résiste autoclavage à vapeur, gaz d'oxyde d'éthylène, et rayonnement gamma—toutes les méthodes de stérilisation courantes dans le domaine médical. Cette résistance permet une réutilisation répétée des composants médicaux sans dégradation ni décoloration.
Résistance environnementale
L’Île-du-Prince-Édouard obtient de bons résultats Exposition aux UV, humidité élevée, et contrainte thermique. Sa résistance aux UV peut être encore améliorée avec des stabilisants, ce qui en fait un choix viable pour applications extérieures tel que enclos électriques, compteurs de puissance, et boîtiers de capteurs.
Rigidité diélectrique
Parmi les plastiques techniques, L'Île-du-Prince-Édouard présente l'un des rigidités diélectriques les plus élevées-autour 25 kV/mm à 1.6 mm d'épaisseur. Cela le rend idéal pour isolants électriques, boîtiers de condensateur, et connecteurs haute tension. Une fois la limite diélectrique dépassée, cependant, le matériau subit un claquage diélectrique, devenir conducteur plutôt qu’isolant, une bonne conception est donc essentielle.
Directives de conception pour le moulage par injection PEI
Le respect de pratiques de conception appropriées garantit une qualité constante des pièces et une moulabilité efficace..
Épaisseur de paroi
Gamme recommandée: 0.060–0,100 po (1.5–2,5mm)
Des parois plus épaisses réduisent la longueur du flux, risquer des remplissages incomplets.
Conserver l'épaisseur des murs uniforme; les variations ne doivent pas dépasser ±25%, et les transitions doivent être progressives pour éviter l'accumulation de stress ou les marques d'enfoncement.
Rayons
Évitez les angles vifs qui provoquent des concentrations de contraintes.
Rayon interne minimum: >0.015 dans (0.38 mm)
Préférez des rayons plus grands, idéalement 25–50% de l’épaisseur du mur, pour améliorer dynamique des flux et durabilité des pièces.
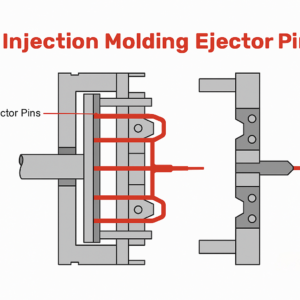
Angles de projet
Pour permettre une éjection facile des pièces:
Angle de dépouille standard: 1° par côté.
Pour les surfaces texturées, augmenter le tirant d'eau de 1.5° pour chaque 0.001 en profondeur de texture.
Des finitions plus lisses peuvent nécessiter moins de tirage.
Tolérances des pièces
L'Île-du-Prince-Édouard permet tolérances étroites de ±0,001 po, bien que les tolérances de production standard soient ±0,003 à 0,005 po. Les concepteurs doivent trouver un équilibre entre précision et coût de l'outillage, car des tolérances plus strictes augmentent considérablement les dépenses de fabrication..
Catégories et propriétés des matériaux de l'Île-du-Prince-Édouard
Le PEI est disponible en plusieurs qualités avec différents contenus de charge et niveaux de performance.. Le tableau ci-dessous résume les données clés de certains qualités Ultem® et RTP courantes:
| Propriété | Ultem® 1000 | Ultem® 2200 (20% Petite amie) | Ultem® 2300 (30% Petite amie) | RTP 2100 LF |
| Densité (g/cm³) | 1.27 | 1.42 | 1.51 | 1.27 |
| Taux de retrait (%) | 0.5–0,7 | 0.3–0,5 | 0.2–0,4 | 0.8 |
| Dureté Rockwell (M) | 106 | 114 | 114 | — |
| Résistance à la traction (MPa) | 110 @ Rendement | 131 @ Casser | 175 @ Casser | 105 @ Rendement |
| Allongement à la rupture (%) | 50 | 4 | 2.4 | 60 |
| Module de flexion (GPa) | 3.3 | 6.89 | 9.6 | 3.31 |
| Rigidité diélectrique (kV/mm) | 25 | 26.3 | 26 | 19.7 |
| Résistivité volumique (Oh·cm) | 1×10¹⁵ | 7×10¹⁶ | 1×10¹⁵ | 1×10¹² |
| Température de séchage (°C) | 150 | 150 | 150 | 149 |
| Température de fusion (°C) | 350–410 | 350–400 | 350–410 | 354–399 |
| Température du moule (°C) | 135–180 | 135–165 | 135–180 | 135–177 |
Qualités remplies de verre (20–30%) offrent une rigidité et une stabilité dimensionnelle supérieures, mais ils le sont moins ductile. Le PEI non rempli offre une meilleure résistance aux chocs et une meilleure transparence, ce qui le rend idéal pour les applications de tests visuels ou mécaniques.
Lignes directrices sur le traitement des matériaux de l’Île-du-Prince-Édouard
Contrôle de l'humidité
Le PEI est hygroscopique et doit être soigneusement séché pour éviter bulles, vides, et défauts de surface.
Île-du-Prince-Édouard non rempli: 4 heures à 150°C.
Î.-P.-É. renforcé: jusqu'à 6 heures à 150°C.
Les niveaux d'humidité doivent être inférieurs 0.02% avant le moulage.
Contrôle de la température
Les demandes de l’Île-du-Prince-Édouard températures de traitement très élevées:
Température de fusion: 350°C–410°C.
Température du moule: 135°C–180°C.
Noter que Î.-P.-É. pigmenté peut se décolorer au-dessus de 382°C. Le maintien d'un contrôle constant de la température dans tout le moule garantit un écoulement et une cristallisation appropriés..
Pression d'injection
Pression d'injection typique: 70–150 MPa.
Des pressions plus élevées s’améliorent remplissage de moule et réduire le retrait, mais une pression excessive peut provoquer une déformation ou un éclair.
Rétrécissement
Île-du-Prince-Édouard non rempli: retrait isotrope (uniforme).
Î.-P.-É. rempli de verre: anisotrope (directionnel), conduisant à des changements dimensionnels inégaux.
Pour minimiser le retrait:
Température du moule plus basse.
Augmenter la pression d'injection et le temps d'emballage.
Utilisez des emplacements de porte appropriés pour un flux équilibré.
Meilleures pratiques pour un moulage par injection réussi à l’Île-du-Prince-Édouard
Collaborer avec des expérimentés mouleurs par injection familier avec les thermoplastiques hautes performances.
Utiliser outillage de précision avec systèmes de contrôle de la température.
Mettre en œuvre Conception de la fabrication (DFM) tôt pour équilibrer la conception et le coût.
Entretenir régulièrement les séchoirs et les contrôleurs de température pour éviter les variations de processus.
Conduire analyse du flux de moule (MFA) pour un placement optimal des portes et des évents.
Conclusion
Moulage par injection Î.-P.-É. permet la production de fortes, résistant à la chaleur, et composants électriquement isolés pour les applications critiques dans le domaine médical, aérospatial, et industries électroniques.
Bien que le PEI soit plus coûteux et plus difficile à traiter que les plastiques courants, c'est endurance thermique, rigidité diélectrique, et stabilité dimensionnelle le rendent indispensable pour les environnements exigeants où les performances ne peuvent être compromises.
Lorsqu'il est combiné avec une conception de moule appropriée, paramètres de traitement, et un contrôle technique qualifié, Î.-P.-É., en particulier Ultem®—offre une fiabilité exceptionnelle à long terme.
FAQ
- Quelles sont les principales différences entre l'Île-du-Prince-Édouard et le PEEK?
Le PEI est moins cher mais présente une résistance à l'usure et aux produits chimiques inférieure à celle du PEEK.. Le PEEK est préférable pour une utilisation continue au-dessus de 250°C, tandis que l'Île-du-Prince-Édouard est idéale jusqu'à environ 170°C. - L’Île-du-Prince-Édouard peut-elle être utilisée pour les implants médicaux?
Non, Le PEI n’est pas biorésorbable et ne convient pas à une implantation à long terme. Cependant, Il est largement utilisé dans dispositifs médicaux externes stérilisables. - Comment les charges de verre affectent-elles les propriétés de l'Île-du-Prince-Édouard?
Les fibres de verre augmentent la rigidité, résistance à la traction, et la résistance à la chaleur mais réduisent la flexibilité et la résistance aux chocs. - Quelles sont les conditions de séchage idéales pour la résine PEI?
Sécher à 150°C pendant 4 à 6 heures jusqu'à ce que la teneur en humidité descende en dessous 0.02%. Un bon séchage est essentiel pour éviter les évasements et la fragilité. - L'Île-du-Prince-Édouard est-elle adaptée aux applications électriques extérieures?
Oui. Avec stabilisateurs UV, L'Île-du-Prince-Édouard fonctionne bien dans les environnements extérieurs exposés au soleil et aux températures élevées.
En savoir plus:
Moulage par injection de nylon: Conception, Processus, et guide des matériaux pour les ingénieurs
Broches d'éjection et leurs utilisations dans le processus de moulage par injection
Tout sur les bases du moulage par injection plastique
![]()