Da questo articolo, Imparerai tutto su come allevare nella lavorazione, cosa è, Come risamera un buco passo per passo, Diversi tipi di allevatori, problemi comuni, CNC Rinocciatura, e suggerimenti di esperti per ottenere tolleranze del foro perfette e finiture superficiali. Ideale per ingegneri e professionisti manifatturieri.
Cosa sta arendo?
Allevare è il processo di ingrandire un buco esistente con uno strumento di precisione chiamato a alesatore Per ottenere una finitura di alta qualità e tolleranze strette. È un'operazione di finitura, non per rimuovere una tonnellata di materiale, Ma per comporre la precisione e la scorrevolezza. Pensalo come levigare i bordi grezzi dopo aver scolpito un capolavoro.
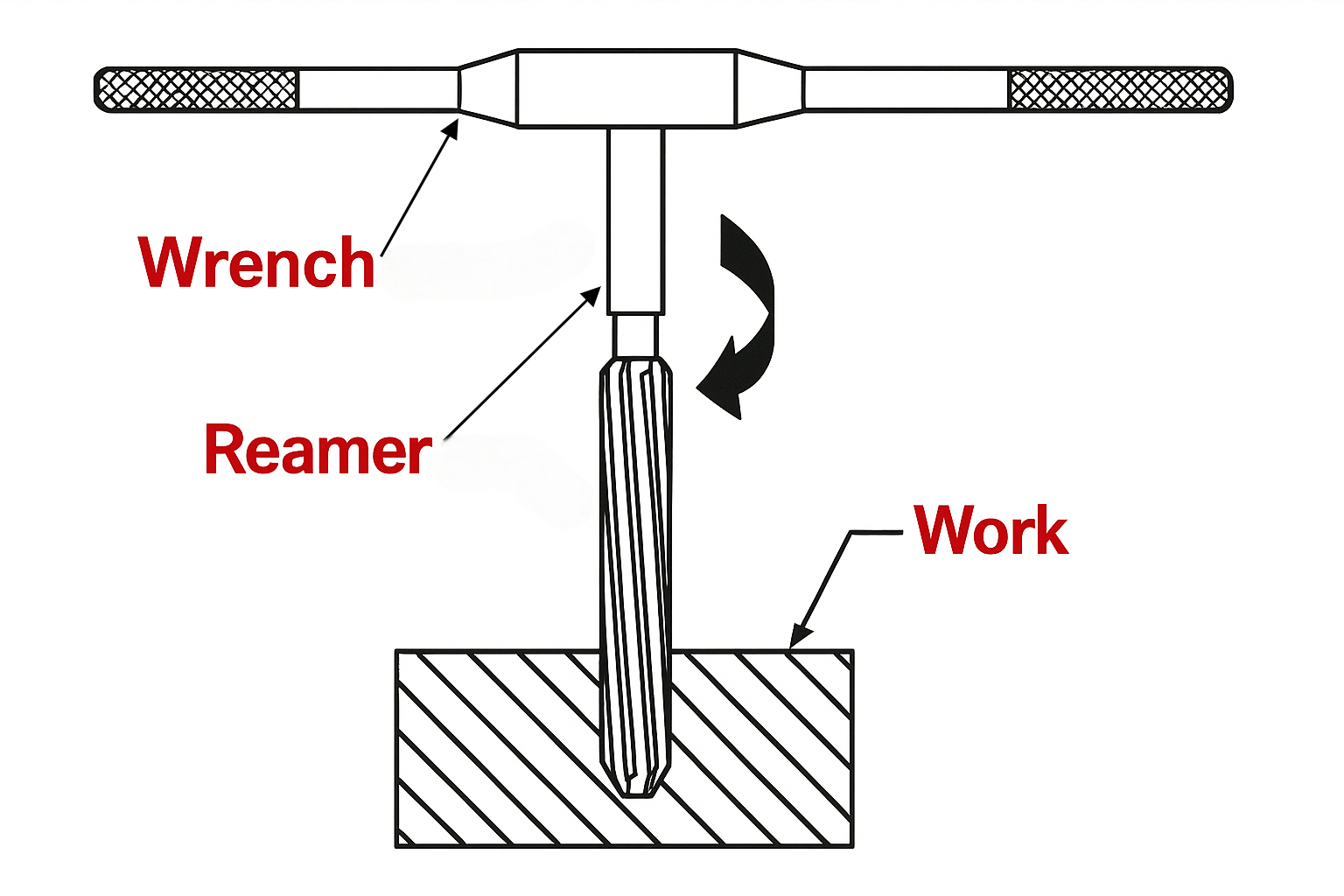
Ecco come funziona: Un famigerato viene inserito in un foro pre-perforato e girato, di solito a una velocità più lenta di un trapano-per radersi il materiale sufficiente per rendere il foro più rotondo, più fluido, E esattamente la dimensione giusta. È spesso usato in lavorazione dei metalli, Ma è anche applicato a materiali plastici e compositi.
Questo strumento non si comporta come una smerigliatrice o un trapano tipico: taglia in modo più preciso e coerentemente lungo i suoi bordi scanalati. La quantità di materiale rimossa durante la risamera è in genere molto piccola, spesso tra 0.1 mm a 0.3 mm (o circa 0.004 A 0.012 pollici). È la precisione che conta.
Gli strumenti di allevamento possono essere manuale (Righers) O a macchina (Allevatori di mangimi o CNC) A seconda del lavoro. Mentre potresti vedere diffondersi in piccoli seminari, è ampiamente usato in aerospaziale, settore automobilistico, e produzione Industrie in cui gli adattamenti esatti non sono negoziabili.
Come risamera un buco: Una guida passo-passo
Fare un passo 1: Fissare il pezzo
Prima di ogni altra cosa, Bloccare il pezzo del lavoro. Se si muove anche leggermente durante il processo di allevamento, Sei pronto per un mondo di guai. Utilizzo apparire, morsetti, o apparecchi Per assicurarsi che la parte sia solida. Più stretta è la presa, più è accurato il risultato.
Fare un passo 2: Perforare il buco iniziale
Non puoi semplicemente spingere un famigerato in materia prima e aspettarti i risultati. Inizia con un foro perforato. Per la punta: perforare il buco 2-4% più piccolo del tuo diametro finale desiderato. Per materiali più morbidi, Usa un 4% sottodimensionare; Per quelli più difficili, andare con 2%.
Fare un passo 3: Scegli la dimensione giusta
Scegli un famoso che corrisponda al Diametro finale esatto Stai prendendo di mira. Se stai arendo un 10 Mm Hole, hai bisogno di un 10 MM RAMER—non 10.1 mm, non 9.9 mm. Gli allevatori sono non regolabile (a meno che tu non usi un tipo speciale), Quindi scegliere quello giusto è fondamentale.
Fare un passo 4: Applicare la velocità corretta, Foraggio, e lubrificazione
Più lento è meglio qui. Utilizzo metà del RPM Hai usato durante la perforazione e Due volte la velocità di alimentazione. Gli strumenti di risalto sono progettati per un alimentazione più elevata ma una velocità inferiore. Non dimenticare di usare Tagliare olio o refrigerante—Questo riduce il calore e migliora la finitura.
Fare un passo 5: Esegui il processo di allevamento
Inserisci lentamente il famoso nel foro mentre gira. Mantenere a costante, anche pressione. Non forzarlo. Lo strumento farà il lavoro. Quando raggiungi il fondo, Non invertire—Porta semplicemente la macchina e tira con cura lo strumento.
Fare un passo 6: Tocchi finali e pulizia
Deburr la parte superiore e inferiore del foro con a Strumento di contropiede, e pulire il foro con aria compressa o un pennello. Controlla il diametro con un micrometro o un indicatore di spina per confermare il lavoro. Fatto bene, Il risultato dovrebbe essere un mirror-finish, foro di precisione.
Qual è lo scopo di allevare?
Precisione dimensionale
Lo scopo principale di allevare è Per ottenere una precisione dimensionale. Quando un progetto richiede un buco che è esattamente 10.00 mm, Un po 'da solo non lo taglierà spesso. Potrebbe lasciarti con 9.95 mm o 10.08 mm - Close, Ma non perfetto. Sollevare i ponti di questo divario.
Perché i familiari sono fabbricati per le tolleranze strette, Possono produrre in modo affidabile i diametri del foro con tolleranze strette come ± 0,005 mm (± 0,0002 in). Questo livello di precisione è inestimabile in parti che devono adattarsi a quasi nessuna stanza di Wiggle, come in aerospaziale, robotica, O impianti medici.
Miglioramento della finitura superficiale
Un altro enorme vantaggio di allevare? IL finitura superficiale. I buchi che sono forati o annoiati potrebbero sembrare a posto all'occhio nudo, Ma al microscopio (o sotto stress), Le superfici interne ruvide possono causare attrito, Indossare, o fallimento.
Allegare produce superfici con un finale bene come Ra 0.2 µm, a seconda del famoso e materiale. Questa levigatezza non riguarda solo l'estetica, ma è ridurre l'attrito, prevenire la corrosione, E Garantire l'affidabilità a lungo termine dei componenti assemblati.
Controllo della tolleranza al foro
La tolleranza del buco non è solo una specifica fantasiosa in un manuale: è il progetto per come si adattano le parti insieme. UN Premere Fit, Per esempio, potrebbe richiedere una tolleranza al foro di +0.0000 In / -0.0005 In. Allegare è spesso l'unico metodo che può coerentemente raggiungere queste tolleranze, Soprattutto in metalli più duri come l'acciaio o il titanio.
Ciò rende essenziale le differenze produzione di catene di montaggio, Dove la coerenza è la chiave. Che tu stia facendo 10 O 10,000 parti, Un famoso aiuta a garantire Ogni singolo foro è identico—Ne congetture, Nessuna sorpresa.
Diversi tipi di allevatori

Righers
Questi sono i tuoi go-tos manuali. I pignoletti hanno un leggero rastremazione sulla punta per aiutarli a centrarsi nel buco. Sono ideali per i lavori in cui la precisione conta, ma la risamera non è possibile.
Macchina (Mandrino) Alevatori
Usato con tornio, trapano, o fresature, I pignoli a macchina sono realizzati per coerenti, Operazioni ad alta velocità. Sono la tua soluzione migliore per produzione di massa E tolleranze strette.
Shell Ramer
Questi sono alenati di grande diametro usati con Shell Ramer Arbor. Il design del guscio consente facile sostituzione di strumenti usurati, Risparmiare denaro nel tempo, perfetto per alevare grandi buchi negli ambienti di produzione.
Righers in carburo
Quando hai a che fare con materiali difficili come acciaio inossidabile O titanio, I panno di carburo sono i tuoi migliori amici. Durano più a lungo e tagliano più puliti grazie ai loro bordi taglienti.
Righers regolabili
Ha bisogno di flessibilità? Questi allevatori hanno lame mobili in modo da poter modificare leggermente il diametro. Sono utili quando le tolleranze sono strette, Ma le dimensioni del foro pre-perforato variano.
Allettatori galleggianti
Questi sono utilizzati nelle configurazioni CNC in cui i problemi di allineamento potrebbero causare problemi. "Galleggiano" leggermente nel mandrino, compensare per disallineamento minore e garantire un taglio pulito.
Problemi comuni che si verificano durante le difficoltà
Buchi sottodimensionati o di grandi dimensioni
Uno dei mal di testa più comuni durante la diffusione è finire con buchi troppo stretti o troppo sciolti. UN buco sottodimensionato può derivare dall'uso di un famoso che non è stato mantenuto correttamente o quando il famoso si strofina contro il materiale invece di tagliarlo in modo pulito. Questo succede molto quando il Ricalet è noioso, Oppure non è rimasto abbastanza stock dal processo di perforazione per tagliare efficacemente.
Sul lato del rovescio della medaglia, buchi di grandi dimensioni sono generalmente causati da disallineamento o usura eccessiva degli strumenti. Se il famoso non è allineato correttamente con il foro perforato, o se è vacillante a causa della corsa del fuso, Probabilmente vedrai un buco più grande del previsto. Questo può verificarsi anche se il Il tasso di alimentazione è troppo aggressivo o se la vibrazione non è correttamente controllata.
Problemi di chiacchiere e vibrazioni
Nulla rovina un lavoro spiegativo come Chatter—Co quel suono irritante di uno strumento vibrante che mangia nel tuo materiale. Non sembra solo male; Causa difetti visibili. La finitura superficiale risulta ruvida, e nei casi più gravi, Può danneggiare il famoso. Le chiacchiere di solito derivano da una mancanza di Rigidità della macchina, Storcimento degli strumenti eccessivo, o impostazioni improprie di velocità e alimentazione.
Per evitare questo, Mantieni la configurazione stretta, Ridurre al minimo la sporgenza del famoso, e usa corretta lubrificazione. L'aumento della velocità di alimentazione leggermente o la riduzione della velocità spesso aiuta a ridurre le chiacchiere. Anche, Assicurati che la tua macchina sia in buone condizioni senza gioco o contraccolpo.
Breatamento e usura degli utensili
La durata degli strumenti è una delle principali preoccupazioni nelle operazioni di allevamento. Se stai notando usura prematura, Potrebbe essere dovuto a diversi motivi:
Alimentazione/velocità errata
Materiale di scarsa qualità
Lubrificazione inadeguata
Allegare troppo materiale
Un famigerato consumato non taglierà accuratamente e può anche rompersi all'interno del buco, Creare un pasticcio costoso e che richiede tempo. Per evitare questo, Ispeziona regolarmente i tuoi strumenti e rimandarli o sostituirli quando necessario.
Suggerimenti e precauzioni per le operazioni di allevamento

Gestione delle impostazioni di alimentazione e velocità
Parliamo dei numeri. Il risorta in genere richiede velocità più lente e mangimi più alti che perforare. Come regola generale:
giri al minuto: Metà a due terzi della velocità di perforazione
Velocità di alimentazione: 2x L'alimentazione utilizzata per la perforazione
Questo garantisce che il famigerato non brucia solo il buco ma in realtà tagli il materiale. Andare troppo lentamente può causare sfregamento, mentre un'eccessiva velocità può portare a chiacchiere e scarse finiture.
Garantire un adeguato allineamento degli strumenti
Un allineamento perfetto non è negoziabile. Se il tuo famoso non lo è perfettamente concentrico con il buco, Il risultato sarà tutt'altro che preciso. Finirai spesso con buchi a campana o finiture affusolate. Il disallineamento è comunemente causato da:
Mandrini usurati
Chucks o colletti disallineati
Setup improprio del pezzo
Per sistemare questo, Controllare la calibrazione e utilizzare la calibrazione della macchina Titolari di allevamenti galleggianti Se la tua configurazione non è abbastanza rigida.
Manutenzione e riannamento degli strumenti
Non aspettare che il tuo famoso fallimento non abbia mai pensato alla manutenzione. Col tempo, I bordi di taglio diventano opachi, e un famoso aducato significa prestazioni scadenti. Recrindando il smusso (l'autunno all'avanguardia) può estendere in modo significativo la vita dello strumento, Ma deve essere fatto con cura. Ogni flauto deve essere affilato uniformemente, oppure rischi di tagliare un foro di grandi dimensioni o ovali.
È meglio seguire ore di utilizzo di Riger e programmare la manutenzione di conseguenza. Non cercare mai di affinare un famoso a mano a meno che tu non sia addestrato a farlo.
Evitare chiacchiere e povere finiture
Chatter è un killer di finitura superficiale. Oltre alle corrette impostazioni di velocità/alimentazione, Ecco alcuni modi per prevenirlo:
Mantieni la macchina e la configurazione rigido
Utilizzo Strumenti più brevi con meno sporgenza
Assicurati che il tuo famoso si adatta perfettamente al supporto
Non lesinare lubrificazione—Il fluidi di taglio aiutano a ridurre l'attrito e la temperatura
Anche, Assicurati che tu Non fermare il Righer a metà taglio. Una volta iniziato, Lascialo passare fino in fondo in un movimento per il taglio più pulito.
Come determinare la dimensione del foro di risme
Linee guida per l'indennità di stock
La dimensione del foro prima di allevare, chiamata il diametro pre-ream—S è critico. Lascia troppo poca scorta, E il famoso non taglierà. Lascia troppo, E potrebbe afferrare, Chatter, o rompere. Ecco una guida pratica di indennità azionaria:
Per buchi sotto 1/4 ″: Lasciati in giro 0.010″
Per buchi intorno a 1/2 ″: Partire 0.015″
Per buchi oltre 1 ″: Partire fino a 0,025 ″
Per Sollevare a mano, Ridurre questo significativamente a 0.001″ A 0,003 ″, Poiché spingere manualmente lo strumento richiede meno resistenza.
RAIMER VS. Regole empiriche delle dimensioni del trapano
Ancora incerto sulla dimensione da perforare prima di allevare? Usa questa semplice formula:
Dimensione del trapano = dimensione del pisolino - (2% A 4%)
Scegliere 2% Sotto Per metalli duri come l'acciaio o il titanio. Utilizzo 4% Sotto Per materiali più morbidi come l'alluminio o la plastica. Questo aiuta a lasciare la giusta quantità di materiale affinché il famoso taglio senza distorsione.
Per esempio:
Dimensione del pignolo: 10 mm
Dimensione del trapano per acciaio (2% Sotto): 9.8 mm
Dimensione del trapano per alluminio (4% Sotto): 9.6 mm
Seguire queste linee guida aiuta a garantire che l'operazione di risorta finisca con un perfetto, pulito, e buco accurato.
Rinocciatura vs. Noioso vs. Perforazione: Quali sono le differenze?

Rompilo semplicemente. Questi tre processi si occupano di fare o migliorare i buchi, Ma ognuno ha il suo scopo e gli strumenti:
| Caratteristica | Perforazione | Noioso | Alesatura |
| Scopo | Crea foro iniziale | Ingrandire o allineare il buco | Fine foro per dimensioni esatte |
| Attrezzo | Twist Drill Bit | Bar o testa noiosa | Ricorrente multi-fluuto |
| Materiale rimosso | Grande quantità | Quantità moderata | Piccolo, Importo preciso |
| Finitura superficiale | Ruvido | Moderare | Eccellente |
| Tolleranza | ± 0,005 "o peggio | ± 0,001 "a ± 0,002" | ± 0,0005 ”o meglio |
| Usato quando | Fare un nuovo buco | Posizione/dimensione del foro di fissaggio | Perfezionamento della dimensione del foro finale |
COSÌ, Quando scegli ciascuno?
Utilizzo perforazione Per iniziare un buco.
Utilizzo noioso Per correggere gli errori di posizione o andare più grande.
Utilizzo alesatura per il dimensionamento finale e la finitura.
Allegare non funzionerà senza un buco preesistente: è un finitura operazione, Non iniziale.
Quando scegliere Allegare noioso?
Fattori che favoriscono la diffusione
Allegare è spesso la scelta migliore quando:
Hai bisogno alta produttività—Reaming è più veloce che noioso per il dimensionamento finale.
Il tuo progetto richiede tolleranze strette e finiture lisce.
Hai molte parti identiche da produrre: i guarnitori offrono un'eccellente ripetibilità.
In contrasto, noioso è l'ideale quando hai a che fare con:
UN buco disallineato o offset
La necessità di Regola la dimensione del foro al volo
Forme irregolari o buchi profondi
Scenari di applicazione
Ecco alcune situazioni in cui la diffusione è il tuo go-to:
Cuscinetti di precisione nelle parti automobilistiche o aerospaziali
Componenti medici Dove le tolleranze sono critiche per la vita
Linee di montaggio Dove la velocità e l'uniformità sono tutto
Parti in acciaio indurite dove noioso potrebbe essere troppo lento o ruvido
Allegare non si tratta solo di tagliare, si tratta di tagliare a destra. Se vuoi il più pulito, più liscio, e il buco più accurato possibile, Allegare è la tua risposta.
Spieging CNC RAMING
Cosa sta arendo CNC?
La risonanza CNC è semplicemente il processo di eseguire operazioni di risalto su a Controllo numerico computerizzato (CNC) macchina. La bellezza del CNC che si allena sta nella sua precisione e ripetibilità. Mentre la diffusione manuale può introdurre lievi incoerenze a seconda dell'abilità dell'operatore, CNC Rinocciatura Rimuove l'errore umano dall'equazione. Si tratta di precisione, automazione, ed efficienza.
Ecco come funziona: Dopo che un buco è stato pre-forato (Anche tramite CNC), La macchina è programmata per passare a uno strumento di Ramer ed eseguire il passaggio di finitura a predefinito giri al minuto, velocità di avanzamento, e profondità. Tutto è controllato digitalmente, da Percorsi degli utensili A tempistica di lubrificazione. Ciò significa che possono essere completate anche parti complesse con dozzine di fori di precisione rapidamente e perfettamente ogni singola volta.
L'impostazione CNC consente stretta Controllo del percorso utensile, Quindi c'è meno rischio di disallineamento o deflessione dello strumento. Più, con cambi di strumenti automatici, I familiari possono essere scambiati dentro e fuori senza input manuali: trasmettere il processo e mantenere le cose coerenti su centinaia o addirittura migliaia di parti.
CNC Rinoccetta nelle industrie ad alta precisione
Nelle industrie in cui l'accuratezza è re—aerospaziale, settore automobilistico, dispositivi medici, elettronica—CNC RAMING non è negoziabile. Pensa a componenti come gli ugelli dell'iniettore di carburante, impianti chirurgici, cilindri del motore, e hardware ottico. Queste parti richiedono tolleranze all'interno dei micron, che solo la risamera guidata da CNC può fornire costantemente.
La risonanza CNC riduce anche la possibilità di rielaborare o parti demolite, Risparmiare tempo e denaro sul piano di produzione. Con monitoraggio in-processo e compensazione automatica, Garantisce correzioni in tempo reale e meno sorprese.
In conclusione? Se il tuo progetto richiede output ultra-precisione e ad alto volume, CNC Resaming è il tuo migliore amico.
Applicazioni industriali di allettamento
Industria automobilistica
IL settore automobilistico si basa fortemente sull'allevamento delle parti che richiedono tolleranze strette. Da Bores del cilindro del motore A Alloggi per il cambio, componenti delle sospensioni, E Guide delle valvole, Allegare aiuta a garantire che le parti si adattino senza perdite o gioca.
Con milioni di parti che stanno rotolando le linee di produzione, La coerenza è la chiave. La risorta prevede quella coerenza su vasta scala, Dare ai produttori la fiducia che ogni parte si esibirà in modo identico all'ultimo.
Industria aerospaziale
In aerospaziale, Non c'è spazio per l'errore. Un piccolo disadattamento potrebbe portare a fallimenti catastrofici. La risorta è usata per perfezionare buchi di fissaggio, alloggiamenti cuscinetti, componenti turbo, E Gruppi idraulici.
Queste parti non devono solo essere precise ma anche leggero e resistente, Il che significa lavorare con materiali duri come Titanio e Inconel. Allegare garantisce che questi buchi critici soddisfino le specifiche esatte, anche nelle leghe più difficili.
Produzione & Linee di montaggio
Dall'elettronica alle attrezzature pesanti, Gli impianti di produzione usano la diffusione attraverso innumerevoli applicazioni—blocchi idraulici, Inserti di muffa, boccole per stampa, e altro ancora.
Ovunque due componenti siano pensati per essere accoppiati con precisione, sia che si prepari, Interference-Fit, o slip-fit: troverai a battito al centro del processo. Le linee di assemblaggio beneficiano in particolare di Allettamento della macchina ad alta velocità, che mantiene la produttività alta e gli errori bassi.
Tecniche e innovazioni avanzate nell'esaurimento
Allegati rivestiti
Gli strumenti di allevamento di oggi non sono più solo acciaio ad alta velocità. Sono rivestito con materiali avanzati come Lattina (Nitruro di titanio), Tialn (Nitruro di titanio in alluminio), o anche carbonio simile a un diamante (DLC). Questi rivestimenti migliorano la vita degli strumenti, ridurre l'attrito, e consentire velocità di taglio più rapide, specialmente utili in ambienti ad alta produzione o con Materiali abrasivi.
Questi rivestimenti aiutano anche quando stai arendo compositi, ceramica, O Acciai trattati con calore, dove i tradizionali allevatori si consumerebbero rapidamente.
Alesatura ad alta velocità
La risamera ad alta velocità è tutta una questione efficienza senza sacrificare la precisione. Ottimizzando le velocità di alimentazione e le velocità di taglio, I produttori possono ridurre significativamente i tempi del ciclo. Ciò è particolarmente importante nella produzione ad alto volume, dove il salvataggio di qualche secondo per parte aggiunge fino a ore - o anche giorni - di guadagni di efficienza.
Per farlo in modo efficace, Avrai bisogno:
Raemers in carburo di alta qualità
Configurazioni di macchine rigide
Sistemi di consegna del refrigerante controllato
Titolari di strumenti di precisione
Se fatto bene, Produce alesatura ad alta velocità finiture a specchio anche a 2-3 volte la normale velocità di taglio.
Sistemi di monitoraggio intelligenti
Ora stiamo entrando in età di Industria 4.0, E la diffusione non si sta lasciando alle spalle. Le moderne macchine e strumenti di allevamento sono integrati con sistemi di sensori quel monitor:
Forza di taglio
Abbigliamento per utensili
Vibrazione (Chatter)
Temperatura
Questi sistemi alimentano i dati nel controller CNC o MES (Sistema di esecuzione di produzione), consentire Regolazioni degli strumenti in tempo reale o avvisi di manutenzione. Ciò impedisce i guasti dello strumento prima che si verifichino e ti assicura di tagliare sempre con prestazioni ottimali.
Ottieni un servizio di lavorazione del foro perfetto
Scegliere il giusto partner di lavorazione
Non importa quanto siano buone le tue conoscenze a spiegazioni o i tuoi familiari, La qualità della parte finale dipende fortemente Chi sta facendo la lavorazione. Trovare il partner giusto significa cercare:
Esperienza con progetti a tolleranza stretta
Accesso a Attrezzatura CNC
Internamente Strumenti di controllo e ispezione della qualità
Un track record nel tuo Industria specifica
Che si tratti di prototipazione o produzione su vasta scala, Il partner giusto può assicurarsi che i tuoi buchi siano alevati perfettamente, ogni singola volta.
Controllo e certificazione di qualità
Un grande buco è quello che è dimostrato di essere perfetto, non solo assunto. Cerca i negozi di lavorazione che offrono controlli di qualità completi usando:
Coordinare le macchine di misurazione (CMM)
Calibri e micrometri a foro
Ruvidezza della superficie tester
Anche, Le certificazioni contano. Se sei in aerospace, settore automobilistico, o campi medici, Assicurati che il tuo fornitore lo sia ISO 9001, AS9100, o iso 13485 certificato. Questo garantisce che le tue parti non siano appena fatte: sono fatte Giusto.
Conclusione
Allegare è uno di quei tocchi finali nella lavorazione che fa la differenza tra adeguato ed eccezionale. È il passaggio finale che porta precisione, la levigatezza, e adattare ai tuoi buchi perforati o annoiati. Sia che tu stia costruendo auto da corsa, motori a razzo, o braccia robotiche, Allegare garantisce tutto allinea, si adatta, e funziona con fiducia.
Da Righers manuale A Configurazioni CNC, e da parti di base in acciaio A leghe esotiche, Allegare dimostra il suo valore ancora e ancora. Ma ricorda: non si tratta solo dello strumento. Si tratta di capire il processo, Usando le giuste velocità e alimentati, Garantire un allineamento perfetto, e mantenere correttamente i tuoi strumenti.
Se fatto bene, Allegare può elevare la qualità del tuo gioco di lavorazione e prendere i tuoi componenti da un bene a impeccabile.
Domande frequenti
1. Quali sono gli usi principali di un famoso?
Allenatori sono abituati Finitura e dimensioni fori pre-perforati, Fornire superfici interne più fluide e tolleranze dimensionali più severe per le parti di accoppiamento.
2. Puoi risamare un buco senza perforare prima?
NO. L'allevamento richiede un buco esistente. È un operazione di finitura, Non un processo di taglio primario. La perforazione o la noiosa viene prima.
3. Quanto materiale dovrebbe essere lasciato per la diffusione?
Tipicamente, Partire 0.010"A 0,015" di materiale per le alette della macchina. Per piccoli buchi, in giro 0.003"A 0,006" è abbastanza.
4. Cosa causa le chiacchiere durante le difficoltà?
Chatter è causato da Vibrazioni a macchina, Scontaggio per utensili, velocità/alimentazione improprie, e mancanza di rigidità nella configurazione. La correzione di questi aiuta a ridurre o eliminare le chiacchiere.
5. Come faccio a scegliere il tipo di creatore giusto?
Scegli in base a:
Materiale essere tagliato (Usa il carburo per metalli difficili)
Dimensione del foro
Volume di produzione (Utilizzare i pignoli di macchina o CNC per un volume elevato)
Tolleranze necessarie
![]()