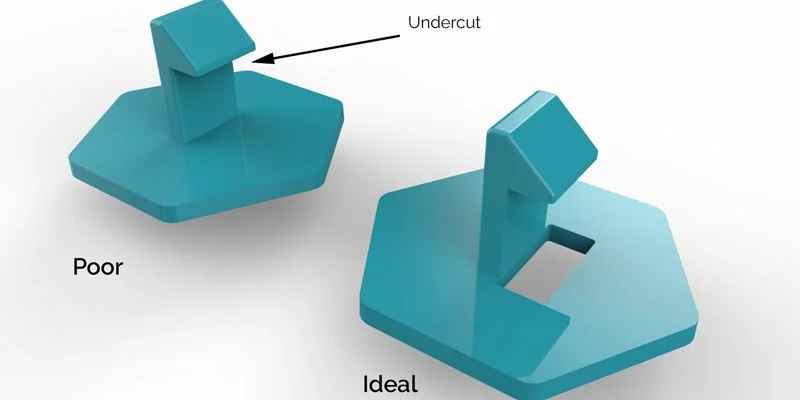
I sottosquadri sono uno degli aspetti più impegnativi di stampaggio ad iniezione di materie plastiche progetto. Sono le caratteristiche che impediscono l'espulsione di una parte stampata in un semplice stampo a estrazione diretta, in genere perché la geometria blocca la parte all'interno dello strumento.
Nello stampaggio ad iniezione, UN sottosquadro può assumere molte forme: un foro laterale, un solco, una pausa, o un gancio sporgente. Queste caratteristiche spesso aggiungono funzionalità essenziali, come il fissaggio, sigillatura, o allineamento, ma rendono anche più complessa la costruzione dello stampo.
Gli esempi comuni includono:
IL discussioni su un dispositivo di fissaggio in plastica.
UN slot per un pulsante di accensione sulla custodia del dispositivo.
Linguette di bloccaggio sulla lente del fanale posteriore.
Boss angolati o scanalature negli alloggiamenti meccanici.
Mentre i sottosquadri sono spesso inevitabili, possono essere gestiti attraverso l’ingegneria intelligente. I sei metodi seguenti mostrano come progettare e stampare parti con sottosquadri in modo efficiente, senza sacrificare la qualità o aumentare i costi.
1. Regolazione della linea di divisione
Spostare lo stampo linea di divisione è spesso il modo più semplice per sistemare i sottosquadri.
Modificando l'orientamento dello stampo o la geometria della divisione, è possibile posizionare il sottosquadro in modo che sia allineato con la linea di giunzione. Ciò consente che venga formato dalle due metà dello stampo e rilasciato in modo pulito al momento dell'espulsione.
Esempio:
Se la tua parte include distanziatori laterali o piccole sporgenze, lo spostamento della linea di giunzione e la regolazione degli angoli di sformo possono eliminare la necessità di meccanismi aggiuntivi.
Vantaggi:
Semplifica l'attrezzatura e la manutenzione.
Riduce i costi rispetto alle azioni secondarie.
Consente cicli di stampaggio più brevi.
Considerazioni:
Potrebbe influenzare le superfici cosmetiche o l'orientamento delle parti.
Richiede un'attenta valutazione del flusso del materiale e dei percorsi di raffreddamento.
Quando la geometria o l'orientamento della parte impediscono questo metodo, azioni collaterali sono la scelta logica successiva.
2. Utilizzo delle azioni secondarie (Diapositive a camma)
Azioni collaterali-chiamato anche diapositive delle camme—sono elementi meccanici dello stampo che si muovono perpendicolarmente alla direzione di apertura dello stampo per formare caratteristiche di sottosquadro.
Come funzionano:
Quando lo stampo si chiude, un perno della camma guida l'azione laterale in posizione.
Dopo l'iniezione e il raffreddamento, Lo stampo si apre, e l'azione laterale si ritrae per eliminare il sottosquadro.
Applicazioni tipiche:
Portagomma e componenti tubolari.
Maniglie, manopole di controllo, e connettori.
Parti con fori passanti o rientranze perpendicolari alla linea di giunzione.
Specifiche tecniche:
Larghezza massima: 8.419 In (213.84 mm)
Altezza massima: 2.377 In (60.38 mm)
Viaggio massimo: 2.900 In (73.66 mm)
I migliori materiali:
Resine rigide come nylon (PAPÀ), policarbonato (computer), E acetale (POM) sono ideali. Materiali flessibili come LDPE O TPE potrebbe attaccarsi durante la retrazione, quindi considera invece i bumpoff.
Professionisti:
Abilita funzionalità altamente dettagliate e funzionali.
Mantiene un'elevata ripetibilità.
Adatto per automatizzato, produzione ad alto volume.
Contro:
Aumenta la complessità e i costi degli utensili.
Richiede spazio per il movimento della camma all'interno della base dello stampo.
Nonostante gli investimenti aggiuntivi, le azioni laterali sono uno dei modi più affidabili per modellare precise caratteristiche di sottosquadro.
3. Bumpoff (Rimozione dei sottosquadri)
Bumpoff fare affidamento sull'elasticità della plastica stampata piuttosto che sul movimento meccanico. Questo metodo è ideale per disegni a scatto, coperchi dei contenitori, e coperture flessibili.
Come funzionano:
Un liscio, l'inserto raggiato forma il sottosquadro. Durante l'espulsione, la parte si flette sulla funzione, permettendogli di "staccare" il nucleo dello stampo senza strapparsi.
Materiali adatti:
LDPE (Polietilene a bassa densità)
TPE (Elastomero termoplastico)
TPU (Poliuretano termoplastico)
Suggerimenti per la progettazione:
Mantieni le transizioni graduali: evita spigoli vivi.
Limita la profondità del sottosquadro per un rilascio più semplice.
Utilizzare una piastra di espulsione per una pressione di espulsione uniforme.
Vantaggi:
Elimina le parti in movimento, riducendo la manutenzione.
Riduce i cicli di stampaggio.
Eccellente per piccoli componenti flessibili.
Nota sullo stampaggio di LSR:
Gomma siliconica liquida (LSR) lo stampaggio, grazie alla sua flessibilità, consente sottosquadri ancora più aggressivi e geometrie complesse, rendendolo la scelta migliore per le guarnizioni, guarnizioni, e connettori flessibili.
4. Inserti caricati manualmente
Quando si ha a che fare con geometrie complesse o piccole serie di produzione, inserti caricati a mano sono un'opzione pratica.
Cosa sono:
Si tratta di inserti metallici posizionati manualmente nello stampo prima di ogni ciclo di iniezione per bloccare determinate cavità o caratteristiche. Dopo lo stampaggio, l'inserto viene rimosso e riutilizzato.
Applicazioni:
Custodie per dispositivi medici, recinti elettronici, o qualsiasi parte in cui le diapositive automatizzate non sono convenienti.
Vantaggi:
Basso costo degli utensili.
Ideale per prototipi e tirature limitate.
Evita azioni complesse contro la muffa.
Limitazioni:
Tempi di ciclo più lenti a causa della movimentazione manuale.
Richiede guanti resistenti al calore per la sicurezza dell'operatore.
La dimensione dell'inserto deve essere ergonomica, preferibilmente 0.5 pollici² o più grande, ma più piccolo di un mazzo di carte.
Questo approccio è ampiamente utilizzato per la convalida del progetto e le prime fasi di produzione in cui la flessibilità dello stampo è fondamentale.
5. Telescopico (Scorrevole) Spegnimenti
Arresti telescopici, Chiamato anche chiusure scorrevoli, consentire alle sezioni dello stampo di scivolare l'una nell'altra, formando caratteristiche autobloccanti senza componenti mobili separati.
Come funzionano:
Una metà dello stampo include una proiezione lavorata che si “infila” in una cavità corrispondente sull'altro lato, interrompendo efficacemente il flusso di materiale e modellando l'area del sottosquadro.
Applicazioni:
Clip a scatto o meccanismi di bloccaggio.
Giunti a gancio.
Componenti della custodia ad incastro.
Benefici:
Semplifica la progettazione degli utensili.
Riduce la manutenzione e l'usura.
Elimina la necessità di azioni laterali o inserti.
Linee guida per il design:
Fornire almeno 3° di pescaggio per lato per prevenire l'abrasione metallo su metallo, lampeggiante, o danni prematuri alla muffa.
6. Progettazione di parti ottimizzate e operazioni secondarie
Anche il miglior design dello stampo non è in grado di compensare la scarsa geometria del pezzo. Progettazione per la producibilità (DFM) rimane fondamentale per uno stampaggio affidabile.
Linee guida chiave:
Aggiungere angoli di tiraggio (minimo 1–3°) per una facile espulsione.
Mantenere spessore della parete uniforme per evitare deformazioni.
Utilizzo nervature e raggi per rinforzare le superfici piane.
Eliminare le sezioni spesse per evitare segni di affondamento.
Fare domanda a finiture superficiali fine solo dove richiesto.
Suggerimento per l'ottimizzazione dei costi:
Per prototipi o parti a basso volume, spesso è più economico modellare una forma semplice e lavorare caratteristiche complesse dopo l'utilizzo operazioni secondarie come foratura o fresatura.
Sfrutta gli strumenti DFM:
Carica il tuo modello CAD sulla piattaforma del tuo produttore per un'analisi DFM automatizzata che segnala i sottosquadri, bozze di questioni, e incongruenze nello spessore delle pareti prima dell'inizio della produzione.
Raccomandazioni finali
I sottosquadri sono una parte naturale della progettazione di parti complesse, ma con le giuste strategie, non devono complicare il tuo progetto.
Prima di finalizzare il progetto dello stampo:
Valutare tempestivamente tutti i sottosquadri per ridurre al minimo le modifiche agli utensili.
Considerare il volume di produzione e i compromessi sui costi a lungo termine.
Discuti le tue opzioni con esperti di progettazione di stampi per identificare la soluzione più efficiente.
Non trascurare i metodi di post-elaborazione per cicli di produzione più semplici o più flessibili.
Hai bisogno di una guida professionale?
Contatta il nostro team di supporto tecnico oppure carica oggi stesso il tuo modello CAD per una revisione DFM gratuita e un preventivo immediato.
Per saperne di più:
Guida alla progettazione dell'angolo di sformo & Best practice
Come progettare nervature per parti in plastica
Cosa sono le linee di maglia nello stampaggio a iniezione e come prevenirle
Guida alla selezione dei materiali per lo stampaggio a iniezione
![]()