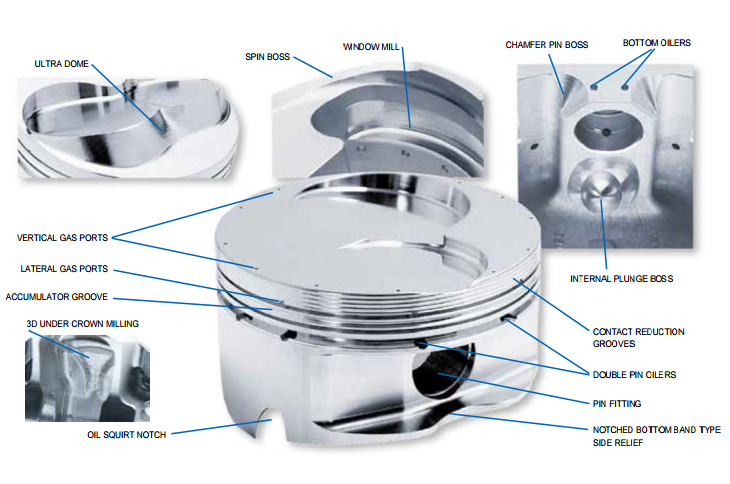
La lavorazione CNC ci dà il pieno controllo sulla geometria del pistone. Possiamo creare parte superiore piatta, piatto, e corone a cupola in base alle esigenze di compressione. I terreni dell'anello vengono tagliati a larghezze e profondità specifiche per una corretta sigillatura. I fori dei perni sono forati e alesati per corrispondere al diametro del perno del polso.
Questo metodo funziona per pistoni personalizzati unici e piccoli lotti di produzione. Collaborando con noi, puoi evitare costosi stampi di colata e lunghi tempi di consegna. Le modifiche al design sono semplici poiché aggiorniamo solo il programma ed eseguiamo nuove parti.
Lavoriamo l'alluminio, acciaio forgiato, e ghisa, a seconda dell'applicazione. Ogni materiale taglia in modo diverso, quindi regoliamo le velocità e la pressione dell'utensile per evitare distorsioni. Il raffreddamento è controllato per mantenere la stabilità delle dimensioni mentre il metallo si riscalda durante il taglio