
ナイロン射出成形とは?
ナイロン射出成形とは
ナイロン射出成形は、溶融したナイロンを使用する製造プロセスです。 エンジニアリング熱可塑性プラスチック — 耐久性のあるものを生み出すために, 軽量, 高強度コンポーネント. ナイロン, とも呼ばれます ポリアミド (PA), 優れた機械的強度を特徴とする半結晶性ポリマーです。, 耐摩耗性, 化学的安定性.
そのため 高い結晶性, ナイロンは優れた靭性を示します, 疲労耐性, 熱性能と. 厳しい環境に耐えることができ、多くの場合、次のような用途で金属を置き換えます。 歯車, ファスナー, ケーブルタイ, ファンブレード, そしてポンプ部品.
射出成形で使用される最も一般的なナイロンには次のものがあります。:
ナイロン 6 (PA6)
ナイロン 66 (PA66)
ナイロン 12 (PA12)
ガラス繊維強化ナイロン (PA-GF)
各グレードには異なる機械的特性と加工特性があります, エンジニアがバランスを取れるようにする 強さ, 柔軟性, 耐湿性 特定の最終用途向け.
ナイロン射出成形のメリット
ナイロンは、最も人気のあるエンジニアリングプラスチックの 1 つです。 射出成形 組み合わせているので 成形性, パフォーマンス, とコスト効率. 以下にその主な利点を詳しく説明します.
1. 低溶融粘度
ナイロンは溶けやすく、金型内でスムーズに流れます。, 薄い部分や複雑な形状でも.
の生産を可能にします 薄壁の部品 (できるだけ低い 0.7 んん).
射出圧力を低減し、金型の完全な充填を保証します。.
大量生産のサイクルタイムを短縮.
2. 優れた耐薬品性と耐摩耗性
ナイロンは幅広い化学物質に耐性があります, 含む:
希酸および希アルカリ溶液
炭化水素, 燃料, と油
アルコールやハロゲン化炭化水素などの有機溶媒
その 低い摩擦係数 高い耐摩耗性により、傷がつきやすい部品に最適です。 スライドまたは回転運動, 歯車などの, ブッシング, とベアリング.
3. 高温抵抗
ナイロンは高温でも機械的完全性を維持します.
標準的なナイロングレードが使用可能 連続120~150℃まで.
ガラス入りナイロンは軟化するまでさらに高温に耐えます.
この特性により、ナイロンは自動車のエンジンルームや産業機械に適しています。.
4. 耐疲労性と耐衝撃性
ナイロンの半結晶性分子構造により、優れた特性が得られます。 疲労耐性, 亀裂や破損を起こすことなく、繰り返しの応力サイクルに耐えることができます。.
部品を設計する 十分なコーナー半径 周期的な負荷の下でのパフォーマンスをさらに向上させます.
5. 金属に匹敵する機械的強度
ナイロンは高い引張強度と曲げ強度を示します, 多くの耐荷重用途で金属の代替として使用できるようになります。.
補強ナイロン付き ガラス繊維または鉱物フィラー 剛性と寸法安定性を高め、負荷時のクリープを低減します.
ナイロン射出成形設計ガイドライン
適切な部品設計により、両方の機能が保証されます。 寸法精度 そして 生産効率. 以下はナイロン特有の設計上の考慮事項です。.
1. 肉厚
推奨: 0.030–0.115インチ (0.76–2.92mm)
維持する 均一な肉厚 ヒケや反りを防ぐため.
段階的な移行 (≤15%) 隣接する壁の間が理想的です.
より厚い壁を避ける 6 んん, 冷却時間が長くなり、ボイドが閉じ込められる可能性があるため、.
ナイロンの 低い溶融粘度 部品の強度を維持しながら、他の多くの熱可塑性プラスチックよりも薄い壁を可能にします.
2. 半径とコーナー
応力集中を引き起こす鋭い角を避けてください.
最小半径: 0.5 んん.
最適な半径: 公称壁厚の約 75% 最高の疲労パフォーマンスを実現.
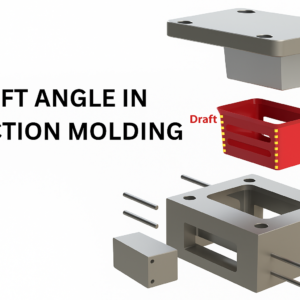
3. 抜き勾配角度
ナイロンの滑らかな表面と低摩擦により、隙間風を最小限に抑えます。.
0.5片側あたり°–1° 取り出しを容易にし、サイクルタイムを短縮するために推奨されます.
平面 (例えば, 歯車) で成形できることもあります ドラフトなし.
4. 部品の公差
ナイロンには、 より高い収縮率 (0.5%-2%) 多くのプラスチックよりも, 寸法管理が困難になる.
正確な金型温度管理によりばらつきを低減.
ガラス充填グレードは収縮が低く、安定性が向上します.
成形後の制御された湿度調整により、長期的な精度を保証します.
ナイロン素材の特性

ナイロン素材の特性
以下は、いくつかのナイロン グレードの典型的な材料特性です。:
| 財産 | ナイロン 11 | ナイロン 12 | ナイロン 46 | ナイロン 66 | ナイロン 66 30% GF |
| 密度 (g/cm3) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| 線形収縮 (センチメートル/センチメートル) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| ロックウェル硬度 (R) | 107 | 98 | 95 | 114 | 117 |
| 抗張力 (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| 破断伸び (%) | 119 | 67 | 43 | 47 | 4 |
| 曲げ弾性率 (GPa) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| 乾燥温度 (℃) | 90 | 93 | 94 | 81 | 82 |
| 溶融温度 (℃) | 261 | 224 | 303 | 279 | 285 |
| 金型温度 (℃) | 49 | 71 | 103 | 75 | 86 |
重要なポイント: ナイロンのバランス 高い引張強度, 硬度, と柔軟性 耐荷重コンポーネントに最適です. しかし, そのため 吸湿性, ナイロンでなければなりません 十分に乾燥させた 加工前.
ナイロン射出成形プロセスパラメータ
加工パラメータを制御することで、一貫した部品の品質と寸法精度を保証します.
1. 粘度
ナイロンには 低い溶融粘度, 細いチャネルまたは複雑なチャネルを介した迅速な金型充填を可能にします.
これによりサイクル時間は短縮されますが、フラッシングを防ぐために慎重な圧力と速度の制御が必要です。.
2. 湿気のコントロール
ナイロンは空気中の湿気を吸収しやすい.
過剰な湿気が原因となる ボイド, 広がる, そして脆さ.
最適な水分含有量: 0.15–0.20%.
ナイロンを次の温度で乾燥させます。 80–90℃で3~6時間 成形前.
3. 温度制御
金型温度の上昇 → 結晶化度および強度の向上.
高すぎる (その上 330℃) → のリスク 熱劣化 そして変色.
代表的な加工範囲:
バレル温度: 260–290℃
金型温度: 70–90℃
4. 射出圧力
代表的な範囲: 700–1400バール (10,000–20,000 psi).
低プレッシャー → ショートショット, ニットライン, 表面仕上げが悪い.
高圧→フラッシュ, 反り, あるいは寸法の歪み.
適切な圧力プロファイリングにより、均一な密度と最小限の内部応力が確保されます。.
5. 射出速度
高い射出速度によりサイクルタイムとウェルドラインが短縮されます.
しかし, 過度の速度が発生する可能性があります せん断加熱 そして 火傷.
制御された速度の上昇は、薄肉ナイロン部品に最適です.
6. ガス発生と通気
ナイロン成形品は溶融射出中にガスを発生します.
通気不良の原因 ボイド, やけど, そして不完全な充填.
周囲に通気口の深さを設ける 0.02–0.04mm キャビティエッジ付近.
7. 収縮
代表的な範囲: 0.5-2%, グレードと冷却速度に応じて.
によって制御されます:
金型温度の上昇 (収縮を減らす).
均一な肉厚.
ガラス補強 (反りを最小限に抑える).
ナイロン射出成形の一般的な欠陥と解決策
| 欠陥 | 考えられる原因 | 推奨される解決策 |
| スプレーマーク | 過剰な湿気 | 材料を適切に事前乾燥させます |
| 点滅 | 過剰な圧力またはクランプ力の低下 | 射出圧力を調整する, 金型のフィット感を検査する |
| 反り | 不均一な冷却または壁の厚さ | 金型設計と冷却レイアウトを最適化 |
| ショートショット | 射出速度が遅い、またはベントの問題 | 速度を上げる, 通気性を改善する |
| 変色 | 過熱または劣化 | 溶融温度の低下, 材料の純度を確保する |
ナイロン射出成形の応用例
ナイロン成形部品は、以下の組み合わせにより、多くの業界で使用されています。 強さ, 靭性, そして耐熱性.
自動車: 歯車, ブッシング, ラジエーターファン, 燃料ラインコネクタ
電気 & エレクトロニクス: ケーブルタイ, 絶縁体, 端子ハウジング
消費財: 電動工具ハウジング, アプライアンスのコンポーネント
産業機器: ベアリング, ローラー, メカニカルファスナー
航空宇宙: 軽量内装金具, 括弧, クリップ
ナイロン射出成形を成功させるためのベストプラクティス
ナイロンペレットを保管する 気密容器 湿気の吸収を防ぐために.
いつも 乾燥した材料 成形前.
維持する 均一な冷却 反りを最小限に抑えるために.
使用 ガラス入りグレード 高強度または精密用途向け.
適用する 制御された温度と圧力プロファイル 成形中.
結論
ナイロン射出成形は、エンジニアリングプラスチックの強度と熱可塑性プラスチックの多用途性を兼ね備えています。. 正しく処理された場合, ナイロンが提供します 並外れたパフォーマンス, 耐久性, そして精度, 産業用途と消費者用途の両方に適した材料となっています。.
適切な管理 水分, 温度, そしてプレッシャー, インテリジェントと一緒に デザインの実践, 金属部品の代替としても使用できる高品質のナイロン部品を保証します.
よくある質問
- 射出成形に最適なナイロンの種類は何ですか??
ナイロン 6 とナイロン 66 最も一般的に使用されるタイプです. ナイロン 66 より高い強度と耐熱性を提供します, ナイロンながら 6 より良い表面仕上げと柔軟性を提供します. - 射出成形前にナイロンを乾燥させる必要があるのはなぜですか?
ナイロンは吸湿性があるので, 空気中の湿気を吸収します. 樹脂内の水分により気泡が発生する場合があります, 広がる, 成形時の劣化. - ナイロンは機械アセンブリの金属部品の代わりに使用できますか?
はい. ガラス繊維補強付き, ナイロンはアルミニウムに匹敵する引張強度を達成できます, コスト効率の高い軽量の代替品となる. - ナイロンを成形する際の一般的な課題は何ですか?
主な課題には吸湿性が含まれます, 収縮, 反り, 高い収縮率により厳しい公差を維持. - ナイロン射出成形の収縮をどのように軽減しますか?
より高い金型温度を使用する, 均一な肉厚, およびガラス入りグレード. 制御された冷却は反りの防止にも役立ちます.
続きを読む:
![]()
1 「」について考えましたナイロン射出成形: デザイン, プロセス, およびエンジニア向けの材料ガイド”