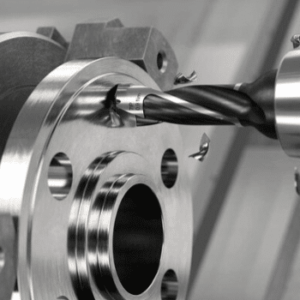
Achieving precise hole sizes and exceptional surface finishes is critical—especially in industries such as aerospace, automotive, medical device production, and heavy machinery manufacturing. One of the most effective methods to meet these demands is boring machining.
Unlike drilling, which creates a new hole from scratch, boring is the process of enlarging and refining an existing hole that was originally drilled, cast, or forged. This secondary machining process allows manufacturers to achieve micron-level accuracy, improve concentricity, and produce superior surface finishes.
This guide provides a comprehensive, engineer-focused deep dive into boring machining—its advantages, limitations, processes, equipment types, challenges, and expert tips for success.
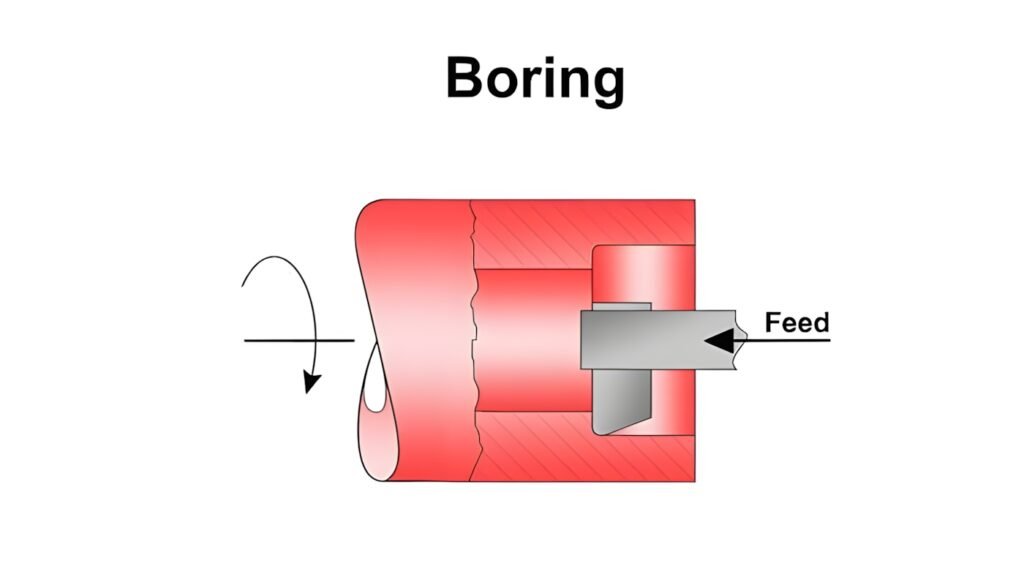
What is Boring Machining?
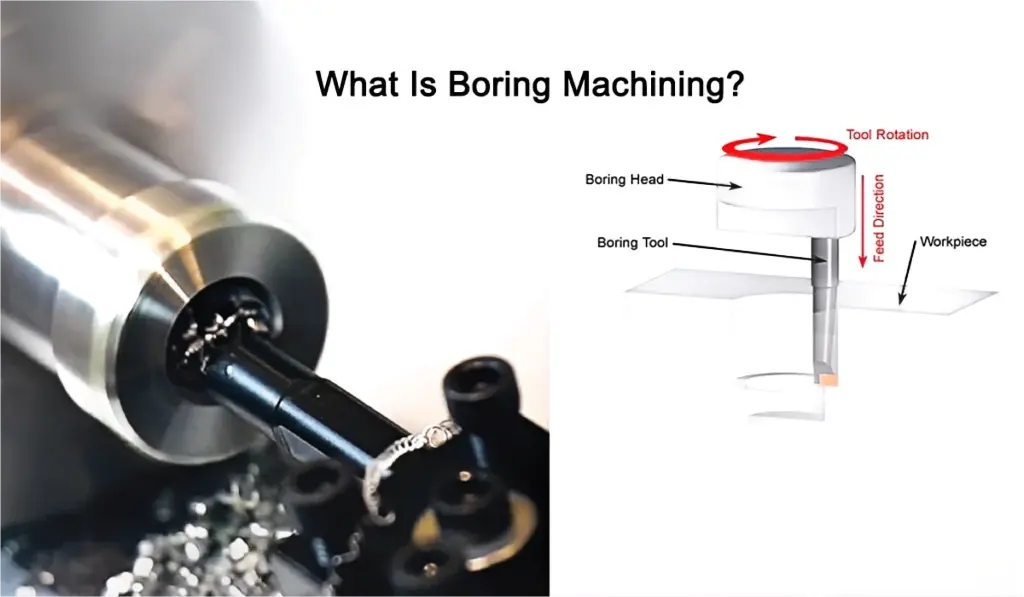
Boring machining is a precision machining method used to enlarge, align, or finish an existing hole to meet exact specifications.
Key purposes include:
Increasing hole diameter to match design tolerances
Correcting misaligned or imperfectly drilled holes
Improving surface finish for better component performance
Ensuring concentricity with other features in the part
The operation is typically carried out using a single-point cutting tool called a boring bar, mounted on equipment such as a lathe, CNC milling machine, or specialized boring machine.
Advantages of Boring Machining
Exceptional Accuracy
Boring can achieve tolerances as tight as ±0.0005 inches (±0.0127 mm)—up to 40 times more precise than standard drilling.
Superior Surface Finish
With the right tooling and cutting parameters, boring can produce finishes of 32 micro inches Ra or better, improving sealing surfaces and wear resistance.
Versatility
Works on a wide range of materials—steel, aluminum, titanium, brass, plastics, composites—and can create features beyond circular holes, such as slots, grooves, and keyways.
Custom Hole Sizes
Not restricted to standard drill diameters—ideal for parts requiring non-standard or oversize holes.
Efficiency in Mass Production
CNC-controlled boring machines can process multiple parts with consistent repeatability, reducing scrap rates and increasing throughput.
Limitations of Boring Machining
Despite its benefits, boring machining has several drawbacks:
High Equipment Cost – Precision boring machines and CNC centers require significant capital investment.
Skilled Operator Requirement – Precision setup and tool alignment are critical for accuracy.
Only Works on Existing Holes – Requires a pre-drilled or cast hole before boring begins.
Setup Time for Small Runs – May not be cost-effective for one-off jobs.
Tool Deflection Risk – Especially in deep hole boring, leading to diameter variations.
How Boring Machining Works
Make a pilot hole
Drill or cast a hole slightly undersize (so there’s material left to clean up).
Deburr/chamfer the entrance so the boring bar enters cleanly.
Set up and align
Lathe: Indicate the part so the existing hole runs true; mount the boring bar as short and rigid as possible.
Mill: Locate the hole center with a probe/edge finder; fit a boring head or boring toolholder in the spindle.
Rough bore
Take a few larger radial steps (bigger depth of cut) to remove most of the stock quickly.
Leave 0.10–0.30 mm (0.004–0.012″) per side for finishing (varies by material/size).
Semi-finish (optional but smart)
Reduce depth of cut and feed to stabilize size and improve roundness.
Re-measure; compensate for any thermal drift or tool deflection.
Finish bore
Take one or two light passes (e.g., 0.02–0.08 mm / 0.001–0.003″ per side).
Use consistent coolant/air and steady feed to hit size and surface finish.
Add a spring pass (same size, no offset) if the part/material “springs back.”
Measure and verify
Use a bore gauge, air gauge, or telescoping gauge + mic for size and roundness.
Check concentricity and position to the datum (CMM if critical).
Deburr the entrance/exit; add a small chamfer if specified.
Types of Boring Machines

Horizontal Boring Machine
What it is: The spindle (the part holding the cutting tool) is mounted horizontally.
When to use it: Perfect for long parts or when you need to bore holes deep into the side of a large workpiece.
Typical jobs: Engine blocks, machine bases, large plates.
Why it’s great:
Handles big, heavy workpieces with ease.
Excellent for precision on large-scale industrial components.
Vertical Boring Machine
What it is: The spindle is mounted vertically, and the workpiece usually sits flat on a rotating table.
When to use it: Ideal for large, heavy, and awkwardly shaped parts that are easier to handle lying flat.
Typical jobs: Turbine casings, big flanges, large valves.
Why it’s great:
Gravity helps keep the part stable.
Easier to load and unload heavy parts.
Floor Boring Machine
What it is: A massive machine with a moving column and spindle, designed for very large components placed directly on the shop floor or a heavy-duty table.
When to use it: For huge industrial parts that don’t fit on standard machine tables.
Typical jobs: Shipbuilding parts, wind turbine hubs, large gear housings.
Why it’s great:
Can machine parts so big they have to stay in one place.
Handles heavy-duty, high-precision work.
Jig Boring Machine
What it is: A super-precise machine designed to produce exact hole locations and finishes, often used to make jigs, fixtures, and precision tooling.
When to use it: When tolerances are extremely tight and accuracy is the top priority.
Typical jobs: Aerospace components, high-end molds, die sets.
Why it’s great:
Incredibly accurate positioning.
Perfect for work that can’t afford even a tiny alignment error.
CNC Boring Machine
What it is: A computer-controlled boring machine that automates movement, speed, and tool adjustments.
When to use it: For high-volume production or parts with complex boring requirements.
Typical jobs: Automotive engine components, hydraulic cylinders, industrial machinery parts.
Why it’s great:
Highly repeatable results.
Can handle complicated programs and multi-step boring in one setup.
Line Boring Machine
What it is: A portable or stationary machine that bores a straight, perfectly aligned hole through multiple surfaces in a single setup.
When to use it: To repair or machine bores in place without moving the part to a big machine.
Typical jobs: Repairing large equipment like excavators, boring through bearing housings, gearbox bores.
Why it’s great:
Saves time and money on heavy equipment repairs.
Ensures perfect alignment between multiple bores.
Types of Boring Processes
Line Boring
Aligns bores in components like engine blocks, turbines. Tool supported at both ends for rigidity.
Back Boring
Enlarges a hole from the opposite side—used in firearm manufacturing and hydraulic components.
Blind Boring
Creates a hole that does not pass completely through the workpiece—common in hydraulic manifolds.
Micro Boring
Used for tiny, precise holes in medical devices and aerospace parts, often requiring tolerances within microns.
Vertical & Horizontal Boring
Choice depends on workpiece size, shape, and weight.
Common Challenges in Boring Machining
Vibration – Caused by long boring bars; leads to chatter marks.
Tool Deflection – Affects diameter accuracy.
Maintaining Concentricity – Especially in deep holes.
Machine Wear – Can cause accuracy loss over time.
Surface Finish Control – Requires precise cutting parameters.
Heat Generation – Must be managed with coolants to prevent dimensional distortion.
Expert Tips for Better Boring Machining
Use the Right Tool Material & Geometry – Carbide inserts for harder metals; high-speed steel for softer materials.
Optimize Cutting Parameters – Adjust speed, feed, and depth of cut for material type.
Keep Boring Bars Short & Rigid – Reduces vibration and deflection.
Perform Regular Machine Maintenance – Prevents performance drop.
Use High-Quality Coolants – Improves finish and extends tool life.
Boring vs Other Machining Processes
| Process | Precision | Surface Finish | Purpose | Typical Tolerance |
| Boring | Very High | 32 μin Ra | Enlarge/refine existing holes | ±0.0005 in |
| Drilling | Medium | 125 μin Ra | Create new holes | ±0.02 in |
| Reaming | High | 63 μin Ra | Slightly refine holes | ±0.001 in |
| Milling | Variable | 125 μin Ra | Create holes/features | ±0.01 in |
Applications of Boring Machining

Automotive Industry 🚗
Where it’s used: Engine blocks, cylinder bores, crankshaft housings, and gearbox cases.
Why boring matters here: Engines need holes that are perfectly round and aligned to keep everything running smoothly and reduce wear. Even a tiny misalignment can cause vibration or damage over time.
Aerospace Industry ✈️
Where it’s used: Jet engine housings, landing gear components, and structural frames.
Why boring matters here: In aerospace, weight and precision are critical. Boring helps achieve tight tolerances and smooth finishes that ensure safe, reliable performance at extreme speeds and temperatures.
Heavy Machinery and Construction Equipment 🚜
Where it’s used: Excavator arms, loader joints, bearing housings, and gearboxes.
Why boring matters here: These parts take a lot of stress, so the bores must be strong, aligned, and able to handle heavy loads without failure.
Oil, Gas, and Energy Sector ⚙️
Where it’s used: Turbine housings, pump casings, and drill components.
Why boring matters here: The bores in these parts often carry high-pressure fluids or gases, so they need to be accurately machined to prevent leaks and withstand extreme conditions.
Marine Industry 🚢
Where it’s used: Ship propeller shafts, engine mounts, and large gearbox housings.
Why boring matters here: Marine parts are exposed to harsh saltwater environments, so boring helps ensure proper fit and alignment, reducing wear and corrosion over time.
Medical Equipment 🏥
Where it’s used: Surgical instruments, orthopedic implants, and diagnostic devices.
Why boring matters here: In the medical world, precision is everything. Holes must be smooth, burr-free, and perfectly shaped to avoid complications or damage during use.
Mold and Die Making 🛠️
Where it’s used: Injection mold bases, die sets, and jigs.
Why boring matters here: Perfectly bored holes ensure that molds align correctly, producing consistent, high-quality parts every time.
Conclusion
Boring machining remains one of the most reliable and precise methods for achieving perfect hole geometry in manufacturing. While it requires specialized equipment, skilled operators, and careful setup, the results—high accuracy, excellent surface finish, and repeatability—make it indispensable in many industries.
FAQs
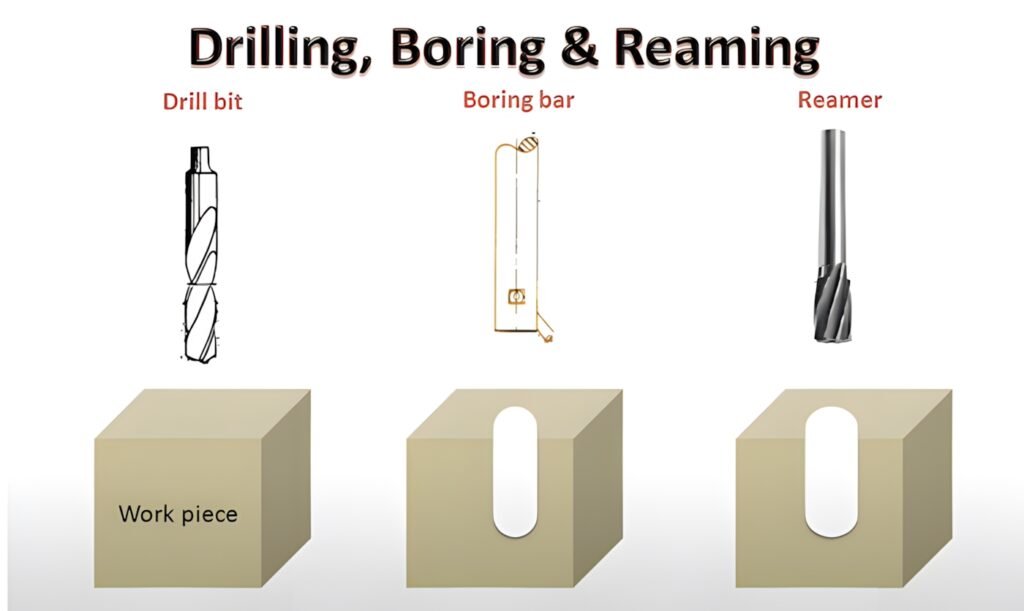
1. What is the fundamental difference in function between drilling, boring, and reaming?
-
Drilling: The primary process of creating a new hole from solid material, offering moderate accuracy.
-
Boring: The process of enlarging and correcting an existing hole to achieve high precision in diameter, roundness, and location (concentricity).
-
Reaming: A finishing process used to slightly refine an existing drilled or bored hole, improving its size tolerance and surface finish, but only removing a very small amount of material.
2. Why is the “boring bar overhang” such a critical factor in the success of the operation?
The boring bar overhang (the length the bar extends from the holder) directly impacts rigidity. Because the tool is only supported at one end, excessive overhang causes the boring bar to vibrate severely (chatter) when cutting. Chatter leads to poor surface finish, inaccurate dimensions (hole size variation), and rapid tool wear. The general rule is to keep the bar overhang as short as possible.
3. What is a “spring pass” in finish boring, and why is it used?
A spring pass is a final, light cut taken with zero additional offset or change in cutting depth. Its purpose is to compensate for the slight elastic deflection or “springing” of the boring bar or the workpiece during the previous cut. By running the tool through the same path again without changing the setting, it cleans up any minor material left behind due to deflection, ensuring the final hole size is precisely what was programmed.
4. How does a Line Boring Machine differ from a standard Horizontal Boring Machine?
-
Standard Horizontal Boring Machine: Used for machining large, heavy components in a controlled machine shop environment. The boring bar is supported at one end by the spindle.
-
Line Boring Machine: Designed specifically to machine a perfectly straight and aligned series of bores through multiple separate mounting points (like bearing housings on an engine block). Critically, the boring bar is typically supported at both ends of the bore series for maximum rigidity, often used for repair work in situ (on-site).
5. What is the primary cause of poor surface finish in a bored hole?
The most common cause of poor surface finish in boring is vibration or chatter, usually resulting from excessive boring bar overhang or insufficient machine rigidity. Other contributing factors include:
-
Dull Tooling: The cutting edge pushing material rather than cleanly slicing it.
-
Improper Feed Rate: Too high of a feed rate leaves deep spiral marks on the surface.
-
Insufficient Coolant: Allowing heat to build up, causing the material to deform.
6. When should Micro Boring be used, and what level of accuracy can it achieve?
Micro boring is reserved for extremely small holes (typically less than 1 mm or 0.04 inches in diameter) or applications requiring the absolute highest precision. It uses specialized, tiny tools and is capable of achieving accuracy within microns (thousandths of a millimeter), making it essential for medical devices, fuel injectors, and high-end aerospace instrumentation.
7. Why is heat generation a major concern in precision boring, even with coolant?
While coolant helps, heat is a concern because it causes thermal expansion of both the workpiece and the boring bar. Even a tiny temperature increase can temporarily change the diameter of the part or the length of the tool, leading to dimensional errors. This requires machinists to monitor temperature closely and use a consistent flow of coolant during the finishing pass to stabilize the dimensions.
Read More:
CNC Milling: A Complete Guide to Precision Machining
CNC Turning: Principles and Applications
![]()