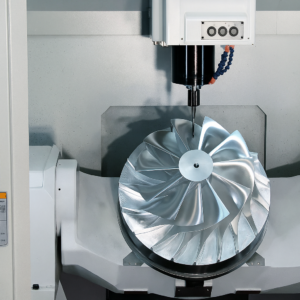
OJEADA (Cetona de éter poliéter) es una termoplástica de alto rendimiento destacada apreciada por su resistencia química, estabilidad a alta temperatura, y resistencia mecánica. Pero estos mismos atributos hacen que sea difícil de máquina. Omita los pasos adecuados, y te arriesgas a las piezas agrietadas, Herramientas en ruinas, o material desperdiciado: un error costoso cuando la stock de barra de vista costa más de $100 por kilogramo. Esta guía se sumerge en nueve consejos críticos para garantizar que su mecanizado de vista funcione sin problemas, ofrece tolerancias ajustadas, y protege tu resultado final.
Recocido antes de mecanizar
Por que importa:
Peek crudo a menudo lleva tensiones residuales de la extrusión o moldeo. Bajo el calor y las fuerzas de corte, Estas tensiones pueden manifestarse como grietas o deformaciones.
Cómo hacerlo:
Precalentar horno: Tirar a 200–220 ° C.
Remojar: Mantener las barras o placas de vista a esa temperatura para 1–2 horas (escamas de tiempo con grosor: ~ 30 minutos por 10 mm de material).
Fresco lento: Apague el horno y deje enfriar a la temperatura ambiente durante varias horas, evitando las piezas de eliminación mientras aún está caliente.
Prima: Para largas carreras de mecanizado, realizar un recocido intermedio (p.ej., a mitad de camino a través de un lote grande) Para mantener a raya la acumulación de estrés.
Mantener la condición de la herramienta
Por que importa:
Peek es abrasivo, de manera especialmente llena de calificaciones, y se abarrotarán rápidamente los cortadores de carburo estándar., que conduce a un acabado superficial deficiente y al aumento de las fuerzas de corte.
Recomendaciones:
Peek sin relleno: Usar carburo de silicio (Sic) o carburo de grano fino fresas finales.
PEEK-GF30/CA30: Optar por diamante policristalino (PCD) o recubierto de diamantes Herramientas para resistir la abrasión.
Rotación de herramientas: Usar Velocidad del huso más alta Su máquina y herramienta permiten (arriba a 6,000 RPM) Para minimizar el tiempo de contacto de la obra de herramientas.
Consejo: Inspeccione rutinariamente sus bordes de cortador bajo un microscopio estéreo: el desgaste de los minutos puede doblar las fuerzas de corte y estropear la calidad del acabado.
Administre el calor con el enfriamiento adecuado
Por que importa:
La baja conductividad térmica de PEEK atrapa el calor en la interfaz de corte. El calor excesivo suaviza el polímero, Causas manchas, y puede deformar las tolerancias.
Estrategias de enfriamiento:
Calificaciones industriales: Inundación con un refrigerante soluble en agua o refrigerante a base de aceite ligero. Asegurar que las boquillas de alta presión sean la zona de la pieza de trabajo de herramientas.
Mirada de grado médico: Evite el aceite o los refrigerantes solventes para mantener la biocompatibilidad. En cambio, usar limpio, aire comprimido (5–7 bar) o agua desionizada.
Nota de explosión de aire: Mantenga la boquilla en movimiento para evitar el escalofrío local, que puede inducir la fragilidad.
Manejar suavemente para minimizar el estrés
Por que importa:
Altas fuerzas de corte y cortes profundos generan tensiones mecánicas, conduciendo a chipps de borde o grietas internas.
Mejores prácticas:
Profundidades de luz de corte: Comenzar con 0.5–1 mm Profundidad axial para desacuerdo; terminar 0.1–0.3 mm.
Tasas de alimentación moderadas: Usar 0.05–0.15 mm/rev en molienda, 0.1–0.3 mm/rev en perforación.
Evitar vivir: Mantenga la herramienta en movimiento: las pausas pueden brillar el material y elevar las temperaturas locales.
Consejo: La fresación de ascenso a menudo reduce las fuerzas de empuje y mejora la evacuación de los chips en comparación con la molienda convencional.
Optimizar los parámetros CNC
Por que importa:
Peek responde mejor a combinaciones específicas de velocidad y alimentación; desviado demasiado lejos, y verás manchar, Palos acabados, o agrietamiento de la superficie.
| Operación | Velocidad de corte (m/min) | Tasa de alimentación |
| Molienda | 50–200 (industrial) | 0.05–0.2 mm/rev |
| 200–300 (médico) | 0.05–0.2 mm/rev | |
| Torneado | 250–500 | 0.1–0.5 mm/rev |
| Perforación | 50–200 (industrial) | 0.1–0.3 mm/rev |
| 80–100 (médico) | 0.1–0.3 mm/rev |
Consejo profesional: Siempre corre un corte de prueba en desecho vista para marcar el punto óptimo para su máquina específica, herramienta, y grado material.
Técnicas de perforación especiales
Por que importa:
El bajo alargamiento de Peek significa que los agujeros profundos pueden romper o "enganchar" la pieza de trabajo.
Cómo tener éxito:
Tope: Retraer cada 3–5 mm para romper las papas fritas y despejar escombros.
Ángulo puntual: Usar 130–140 ° Punto de división bits para reducir el empuje.
Evacuación de chips: Avistar continuamente las papas fritas con aire o vacío: las acumulaciones pueden acumular la broca y causar grietas.
Consejo: A copia de seguridad de estilo brazalete En secciones delgadas, evita el reventón en el lado de la salida.
Evitar la contaminación
Por que importa:
Los implantes médicos y las piezas de contacto de alimentos exigen pureza absoluta. Incluso los aceites traza o las partículas metálicas pueden comprometer la biocompatibilidad.
Protocolos limpios:
Guantes & Herramientas limpias: Tener puesto guantes de nitrilo y dedica un conjunto de herramientas para mirar.
Área de trabajo: Usar Aire filtrado o flujo laminar sobre la estación de mecanizado.
Almacenamiento parcial: Coloque los componentes terminados en sellado, etiquetado contenedores hasta la inspección.
Consejo: Para espacios en blanco ultra limpio, Enjuague en un baño ultrasónico con agua desionizada y detergente de grado alimenticio después del mecanizado.
Ventajas & Limitaciones del vistazo de mecanizado
| Ventajas | Limitaciones |
| Biocompatibilidad sobresaliente | Abrasivo a las herramientas de corte |
| Químico alto & resistencia a la temperatura | El alargamiento bajo significa quebradizo bajo carga |
| Excelente resistencia al desgaste & baja fricción | Requiere herramientas especiales & accesorios |
| Tolerancias apretadas (±0,05 milímetros) realizable | Sensible al calor; Necesita enfriamiento |
| Baja absorción de humedad | Mayor costo de material (vs. Plastics de productos básicos) |
| Excelente acabado superficial (Real academia de bellas artes < 0.4 micras) | Las velocidades de alimentación lentas aumentan el tiempo del ciclo |
Conclusión & Siguientes pasos

El vistazo de mecanizado exige respeto por sus peculiaridades térmicas y mecánicas, pero con el recocido correcto, estampación, enfriamiento, y parámetros de proceso, Puede lograr piezas de precisión que se sobresalgan bajo extremos. Siguiendo estos nueve consejos, minimizarás la chatarra, alargar la vida de la herramienta, y entregar componentes que cumplan con los estándares de la industria más estrictos.
Si carece de experiencia interna, Asociarse con un especialista: ingrese a Tops Precision o a su proveedor de servicios CNC confiable para el mecanizado PEEK totalmente compatible, desde el abastecimiento de material hasta la inspección final. Con orientación experta, Desbloqueará el potencial total de PEEK y evitará pasos en falso costosos en su próximo proyecto de alto rendimiento.
Enlaces internos sugeridos
Servicios de mecanizado de vista
¿Qué es un maquinista de CNC??
![]()