
¿En qué están los pasadores eyectores? Moldeo por inyección?
En el proceso de moldeo por inyección, alfileres de eyectores Son componentes de precisión que se utilizan para empujar piezas de plástico moldeadas fuera de la cavidad del molde después de que se hayan enfriado y solidificado.. Son parte del sistema eyector, Un mecanismo crucial que permite la eliminación automatizada de piezas., asegurando un suave, ciclo de producción continuo.
Un molde de inyección normalmente consta de dos mitades.:
Lado A (Lado de la cavidad): lado estacionario unido a la unidad de inyección.
Lado B (Lado del núcleo): lado móvil que contiene el sistema eyector.
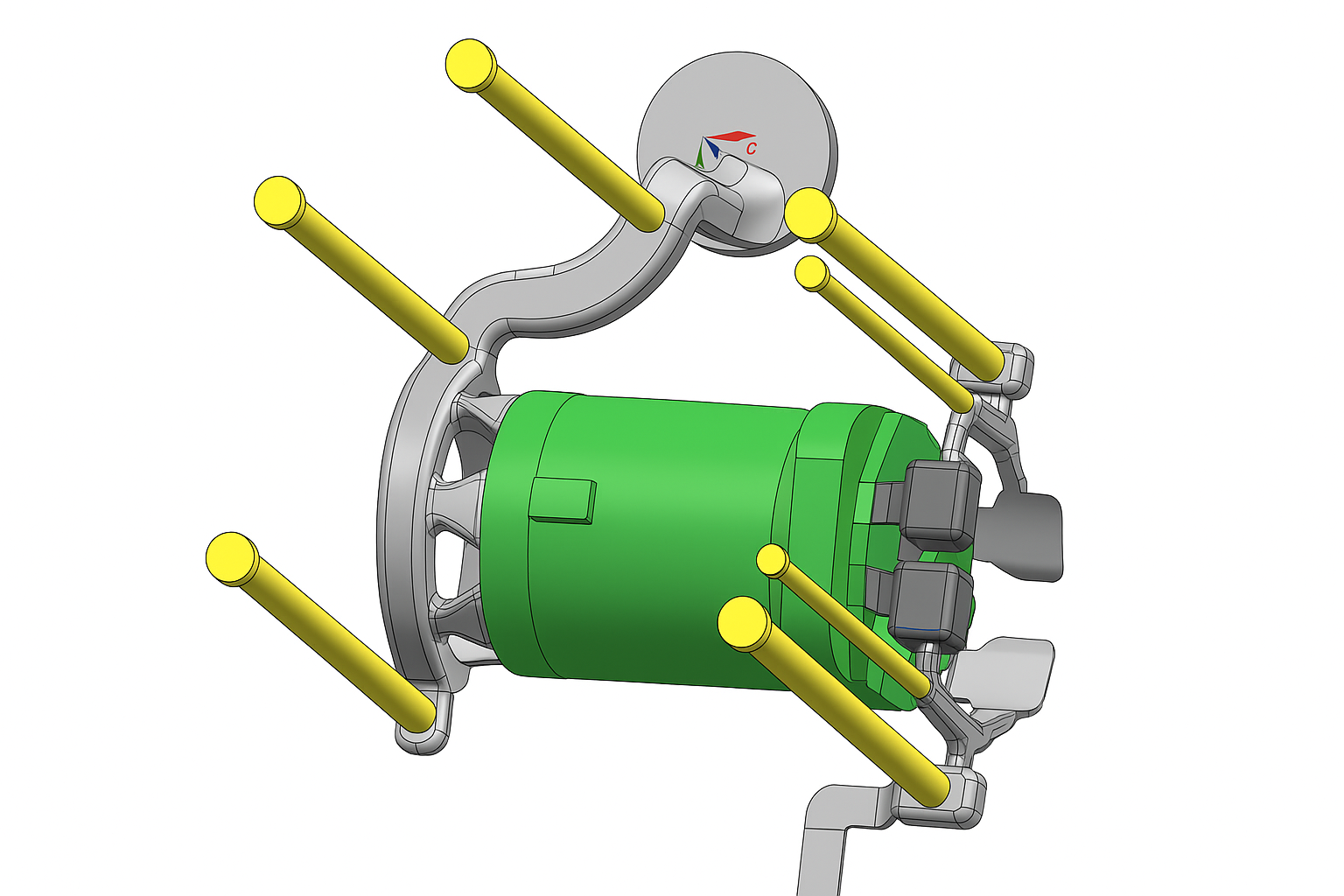
Después de inyectar y enfriar el polímero fundido, El molde se abre. El sistema eyector, impulsado por accionamiento hidráulico o mecánico, empuja la pieza terminada fuera de la cavidad utilizando varios pasadores eyectores ubicados estratégicamente dentro del molde..
Sin estos pines, Las piezas moldeadas se adherirían firmemente a la superficie del molde., causando deformación, arañazos, o retrasos en el ciclo. Sin embargo, ya que los pasadores aplican fuerza física sobre la pieza, A veces pueden dejar pequeñas impresiones circulares conocidas como marcas del pasador eyector. Por lo tanto, el diseño y la ubicación adecuados de los pasadores son fundamentales para lograr piezas libres de defectos..
Materiales comunes utilizados para pasadores eyectores en moldes
Los pines eyectores pueden parecer simples, pero el material del que están hechos realmente importa. Dado que constantemente sacan piezas de los moldes bajo calor y presión., necesitan ser fuertes, resistente al desgaste, y capaz de soportar el uso repetido sin doblarse ni romperse. Veamos algunos de los materiales más comunes utilizados para fabricarlos y qué hace que cada uno sea especial..
- SKD61 (H13) – El todoterreno
Esta es probablemente la opción más popular.. SKD61, también conocido como acero para herramientas H13, Es un material resistente que puede soportar altas temperaturas y estrés mecánico.. No se desgasta fácilmente, lo que lo hace ideal para moldes utilizados en inyección de plástico o fundición a presión.. Puede considerarlo un material multiusos confiable para la mayoría de las necesidades de producción.. - SKH51: para trabajos de alta velocidad y alto desgaste
SKH51 es un acero rápido que es más duro y resistente al desgaste que SKD61. Es perfecto para moldes que funcionan continuamente o utilizan materiales resistentes que causan más fricción.. Por su excelente dureza, dura más pero puede ser un poco más caro. - Acero inoxidable: para resistencia a la corrosión
Si el molde funciona en un ambiente húmedo o trata con plásticos corrosivos, Los pasadores eyectores de acero inoxidable son una buena opción.. No se oxidan fácilmente y necesitan menos mantenimiento.. Sin embargo, Suelen ser más blandos que los aceros para herramientas., por lo que podrían desgastarse más rápido bajo alta presión. - Carburo: el tipo duro
Los pasadores de carburo de tungsteno son extremadamente duros y resistentes al desgaste.. Se utilizan en operaciones de moldeo abrasivas o de gran volumen donde los pasadores de acero normales se desgastarían demasiado rápido.. En el lado negativo, el carburo es frágil, por lo que puede astillarse si no se maneja adecuadamente. - Cobre berilio: para una mejor conductividad térmica
A veces, Los pasadores eyectores hechos de cobre berilio se utilizan en áreas donde la eliminación de calor es importante.. Este material conduce muy bien el calor., ayudar a que las piezas se enfríen más rápido y mejorar el tiempo del ciclo. Pero como es más suave, Generalmente se usa como insertos o se combina con pasadores de acero más duros..
Tipos de pasadores eyectores utilizados en moldeo por inyección

Tipos de pasadores eyectores utilizados en moldeo por inyección
Hay varios tipos de pasadores expulsores., cada uno diseñado para materiales específicos, condiciones de temperatura, y geometrías de piezas. Seleccionar el tipo de pasador correcto ayuda a mantener la precisión dimensional y la calidad de la superficie..
1. Pasadores eyectores duros
Estos pasadores están tratados térmicamente en toda su sección transversal., proporcionando dureza y resistencia consistentes. Son ideales para moldes que operan debajo 200 °C. Su durabilidad los hace adecuados para la mayoría de las aplicaciones de moldeo de termoplásticos estándar., donde resisten la flexión y el rozamiento durante ciclos de expulsión repetidos.
Ventajas:
Dureza uniforme en todo.
Rentable y fácil de mecanizar.
Buena resistencia al desgaste para plásticos en general..
Limitaciones:
Tolerancia limitada a la temperatura.
Puede volverse quebradizo si se endurece demasiado.
2. Pasadores eyectores de nitruro H13
Los pasadores de acero para herramientas H13 se someten a un tratamiento de endurecimiento superficial con nitruración, dándoles un estuche exterior duro con un duro, núcleo dúctil. Pueden operar hasta 600 °C, haciéndolos ideales para resinas de ingeniería y plásticos semicristalinos..
Ventajas:
Resistencia a altas temperaturas y corrosión..
Mantenga tolerancias estrictas y estabilidad dimensional..
Limitaciones:
La capa exterior de nitruro puede desprenderse si no se alinea correctamente.
Más caro que los pasadores duros.
3. Pasadores eyectores negros
Los pasadores eyectores negros son la evolución avanzada de los pasadores de nitruro H13.. Están recubiertos con un autolubricante, tratamiento de superficie a alta temperatura, capaz de soportar hasta 1000 °C. Esto los hace perfectos para piezas automotrices, plásticos de ingeniería de alta temperatura, y moldes de precisión donde el acabado superficial es crítico.
Ventajas:
Excelente resistencia al desgaste y térmica..
Fricción reducida y superficie autolubricante..
Larga vida útil incluso en ciclos exigentes.
Limitaciones:
Mayor costo inicial.
Puede requerir un diseño de molde preciso para aprovechar plenamente los beneficios.
4. Otros componentes de expulsión
Además de los pasadores eyectores estándar, También se utilizan otros sistemas dependiendo de la geometría de la pieza y los requisitos de acabado.:
Mangas eyectoras: Pasadores cilíndricos huecos utilizados para expulsar piezas redondas o tubulares.; Proporcionar una presión uniforme y evitar la deformación..
Placas eyectoras: Apoyar y guiar el movimiento de los pasadores., asegurando un funcionamiento sincronizado durante la expulsión.
Bloques eyectores: Departamento, Bloques lubricados utilizados para expulsar componentes grandes o delgados mientras se minimizan las marcas de expulsión..
¿Cómo funcionan los pasadores eyectores??
¿Cómo funcionan los pasadores eyectores?
El funcionamiento de los pasadores eyectores está estrechamente ligado al tres fases principales del ciclo de moldeo por inyección:
1. Fase de inyección
Se inyecta plástico fundido en la cavidad del molde a alta presión.. La cavidad se llena completamente., tomando la forma exacta del diseño del molde.
2. Fase de enfriamiento
Después de la inyección, el material se enfría y solidifica. El tiempo de enfriamiento se controla cuidadosamente para evitar deformaciones., contracción, o solidificación incompleta.
3. Fase de eyección
Una vez solidificada la pieza, las mitades del molde se separan. La placa expulsora empuja los pasadores expulsores hacia adelante a través de orificios premecanizados en la placa central.. Los pasadores aplican una, fuerza axial sobre la pieza moldeada, empujándolo para liberarlo de la cavidad del molde.
Uso de sistemas de expulsión automática. resortes de retorno hidráulicos o mecánicos para retraer los pasadores después de la expulsión. Esta automatización acorta el tiempo del ciclo y garantiza una extracción constante de piezas sin intervención manual..
Secuencia de trabajo:
El molde se abre después del enfriamiento..
Avanza la placa eyectora.
Los pasadores se extienden y empujan la pieza hacia afuera..
Los pasadores se retraen cuando el molde se cierra para el siguiente ciclo..
Causas y soluciones de las marcas del pasador eyector
Causas y soluciones de las marcas del pasador eyector
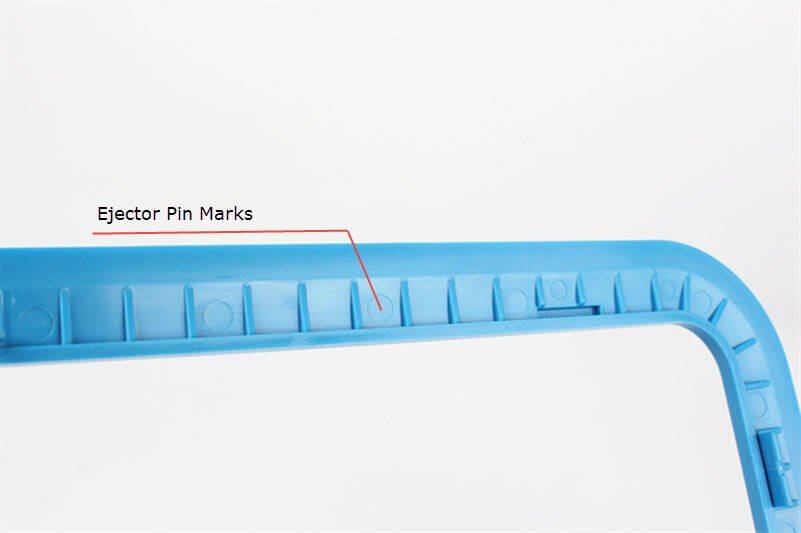
Aunque los pasadores eyectores son necesarios, pueden dejar marcas circulares o ligeras abolladuras conocidas como marcas del pasador eyector en la superficie de la pieza. Estas marcas pueden afectar tanto apariencia y funcionalidad si no se controla adecuadamente.
1. Tiempo de enfriamiento inadecuado
Expulsar la pieza antes de que se solidifique por completo provoca indentaciones en la superficie..
Solución: Aumente el tiempo de enfriamiento u optimice el diseño del canal de enfriamiento para una distribución uniforme de la temperatura.
2. Productos de paredes delgadas
Las paredes delgadas son más propensas a sufrir marcas de expulsión visibles y deformaciones..
Solución: Mantenga un espesor mínimo de pared de 2.5 milímetros o utilice métodos de expulsión alternativos, como palas expulsoras o expulsión de aire..
3. Tiempo o temperatura de permanencia inadecuados
Una temperatura de permanencia alta o un tiempo de permanencia excesivo pueden ablandar el material durante la expulsión., aumentando el riesgo de marcas de alfiler.
Solución: Optimice el tiempo de permanencia y mantenga la temperatura del molde por debajo del temperatura de transición de vidrio (tg) del polímero.
4. Mala colocación de los pines
La colocación incorrecta puede causar una fuerza desigual y daños visibles en la superficie..
Mejores prácticas:
Coloque alfileres en secciones más gruesas o áreas no estéticas..
Evite superficies texturizadas o inclinadas.
Mantenga un espacio adecuado entre los canales de enfriamiento para evitar puntos calientes.
Utilice más pasadores para piezas complejas para distribuir la fuerza de manera uniforme.
5. Ajustes de presión o máquina inadecuados
Las máquinas de gran tamaño pueden ejercer una fuerza de sujeción innecesaria, aumento de la tensión durante la eyección.
Solución: Haga coincidir el tonelaje de la máquina con el tamaño de la pieza y ajuste manteniendo la presión para una liberación más fácil.
6. Medidas preventivas adicionales
Usar plásticos resistentes a la abrasión como nailon o UHMWPE.
Aplicar agentes desmoldantes para una expulsión más suave.
Diseñar piezas con ángulos de borrador (1°–3°) para facilitar la liberación de piezas.
Cómo elegir los pasadores eyectores adecuados
La selección de los pasadores eyectores correctos depende de varios parámetros de diseño y proceso..
1. Diámetro del pasador
Los pasadores más grandes distribuyen la fuerza de expulsión de manera más efectiva y minimizan las marcas en la superficie.. Utilice diámetros estándar (Evite decimales no estándar.).
2. Longitud y tamaño del pasador
La longitud del pasador debe coincidir con la profundidad de la pieza.; demasiado corto puede no ser expulsado, demasiado largo puede doblarse. Equilibre el diámetro y la longitud para evitar la deflexión bajo carga..
3. Resistencia del material
Los pasadores eyectores deben resistir la flexión, tener puesto, y fatiga. El diámetro mínimo del pasador debe ser ≥ 2.5 milímetros para una rigidez adecuada.
Consejo: Para alfileres pequeños o delgados, usar pasadores eyectores de hombro para mayor fuerza.
4. tipo de material
Los materiales comunes incluyen:
Acero de herramienta H13: resistente al calor y duradero.
acero m2: excelente dureza para moldes de precisión.
420 acero inoxidable: resistente a la corrosión, ideal para piezas médicas o de calidad alimentaria.
5. Consideraciones de costos
Los pasadores de alto rendimiento pueden aumentar los costos iniciales de herramientas pero reducir el tiempo de inactividad y el mantenimiento. Evaluar el rendimiento a largo plazo versus la frecuencia de reemplazo.
Conclusión
Los pasadores eyectores desempeñan un papel indispensable en el proceso de moldeo por inyección, asegurando suave, Eliminación automatizada de piezas moldeadas sin daños.. Entendiendo el tipos, Principios de trabajo, y posibles defectos permite a los ingenieros optimizar el diseño de piezas, extender la vida útil del molde, y mantener una calidad constante.
Elegir el adecuado material del pasador, diámetro, y colocación Puede prevenir defectos superficiales y mejorar la eficiencia de fabricación.. Ya sea para automoción, electrónica, o productos de consumo, un sistema eyector bien diseñado es clave para un proceso de moldeo confiable.
Preguntas frecuentes
- ¿Qué es una marca de pin eyector??
La marca de un pasador de expulsión es una pequeña hendidura circular que queda en una pieza moldeada cuando el pasador la empuja fuera de la cavidad.. Estas marcas pueden aparecer como puntos brillantes o blancos en superficies visibles.. - ¿Cómo puedo identificar las marcas del pasador de expulsión??
Generalmente se encuentran en el lado opuesto a la puerta y aparecen como pequeños, abolladuras redondas correspondientes a las ubicaciones de los pasadores dentro del molde. - ¿Qué materiales se utilizan para hacer los pasadores expulsores??
Los pasadores eyectores suelen estar hechos de aceros para herramientas como H13, M2, y 420 acero inoxidable, que puede ser tratado térmicamente para una alta resistencia al desgaste. - ¿Cómo se pueden minimizar las marcas del pin eyector??
Optimice la ubicación de los pines, ajustar el tiempo de enfriamiento, agregar ángulos de salida, y utilice superficies de molde pulidas o bloques eyectores para piezas de alto acabado.. - ¿Qué alternativas existen a los pasadores eyectores??
Para piezas delicadas, las alternativas incluyen manguitos eyectores, palas eyectoras, y sistemas de expulsión neumáticos o de aire, que reducen el contacto superficial y minimizan los defectos.
Leer más:
Guía de diseño de ángulos de tiro
Defectos cosméticos comunes en el moldeo de inyección y cómo arreglarlos
5 Cosas que necesita saber sobre el moldeo por inyección de plástico
![]()

