El doblado de aluminio es un proceso de fabricación crítico que implica transformar perfiles o láminas de aluminio rectos en formas específicas mediante fuerza mecánica.. Porque aluminio Posee una estructura cristalina única., Lograr una curvatura perfecta sin agrietarse requiere un conocimiento profundo de la ciencia de los materiales y las técnicas mecánicas..
I. Factores críticos que afectan el proceso de flexión
El doblado exitoso de aluminio depende de algo más que la máquina; Depende de la física del material.:
Formabilidad: Esta es la capacidad inherente de una aleación para sufrir deformación plástica sin fracturarse.. Factores como la estructura del grano y la composición química determinan si un metal "fluirá" o "se romperá" durante una curvatura..
Alargamiento: Medido como porcentaje durante la prueba de tracción., El alargamiento indica cuánto puede estirarse el metal antes de romperse.. Las aleaciones de alto alargamiento son mucho más tolerantes durante la flexión con radios reducidos..
Radio de curvatura vs.. Espesor: El “Radio de Curvatura Mínimo” es el radio más pequeño al que se puede doblar una hoja sin fallar.. Generalmente, Los materiales más gruesos requieren radios de curvatura más grandes para evitar que la superficie exterior exceda su resistencia máxima a la tracción..
II. Las mejores aleaciones de aluminio para doblar
No todo el aluminio es igual. Los elementos de aleación (Manganeso, Magnesio, Silicio) cambiar drásticamente la forma en que el metal reacciona al estrés:
1. 3003 Serie (Aleación de manganeso)
Esta es posiblemente la mejor aleación para doblar de “uso general”.. Es muy trabajable y ofrece resistencia moderada..
Características: Alta ductilidad, excelente resistencia a la corrosión.
Aplicaciones: Equipo químico, techumbre, e intercambiadores de calor.
2. 5052 Serie (Aleación de magnesio)
Más fuerte que el 3003 serie, 5052 es el favorito para trabajos de chapa estructural.
Características: Excelente resistencia a la fatiga y resistencia a ambientes marinos.. Conserva bien su forma después de doblarse..
Aplicaciones: Hardware marino, tubos hidraulicos, y equipo medico.
3. 6061 Serie (Aleación de magnesio y silicio)
Mientras 6061 es el aluminio “estructural” más común, es muy difícil doblarse. Es propenso a agrietarse a menos que se utilicen templados específicos o métodos de precalentamiento..
Aplicaciones: Estructuras aeroespaciales, marcos automotrices, y puentes pesados.
III. Comprender los temperamentos y prevenir el fracaso
El Temperamento (la dureza o estado del metal) es tan importante como la propia aleación.
oh (recocido): El estado más suave, Más fácil de doblar pero ofrece baja resistencia estructural..
abril/viernes (Tratado térmicamente): Proporciona alta resistencia pero hace que el material sea quebradizo y propenso a agrietarse durante la flexión..
Consejos para prevenir el agrietamiento:
Doblar a lo largo de la fibra: como madera, El aluminio tiene una dirección de “veta” proveniente del proceso de laminación.. Doblar perpendicularmente a la fibra reduce la posibilidad de falla.
Usar lubricación: Reduce la fricción entre el metal y el troquel., evitando que se estropee la superficie.
Precalentamiento: Para aleaciones de alta resistencia como 6061, Calentar el material a una temperatura específica puede aumentar la ductilidad temporalmente..
IV. Comparación de métodos de doblado industrial

Dependiendo de la geometría de la pieza. (hoja vs. tubo), Se requieren diferentes enfoques mecánicos.:
| Método | Cómo funciona | Mejor para |
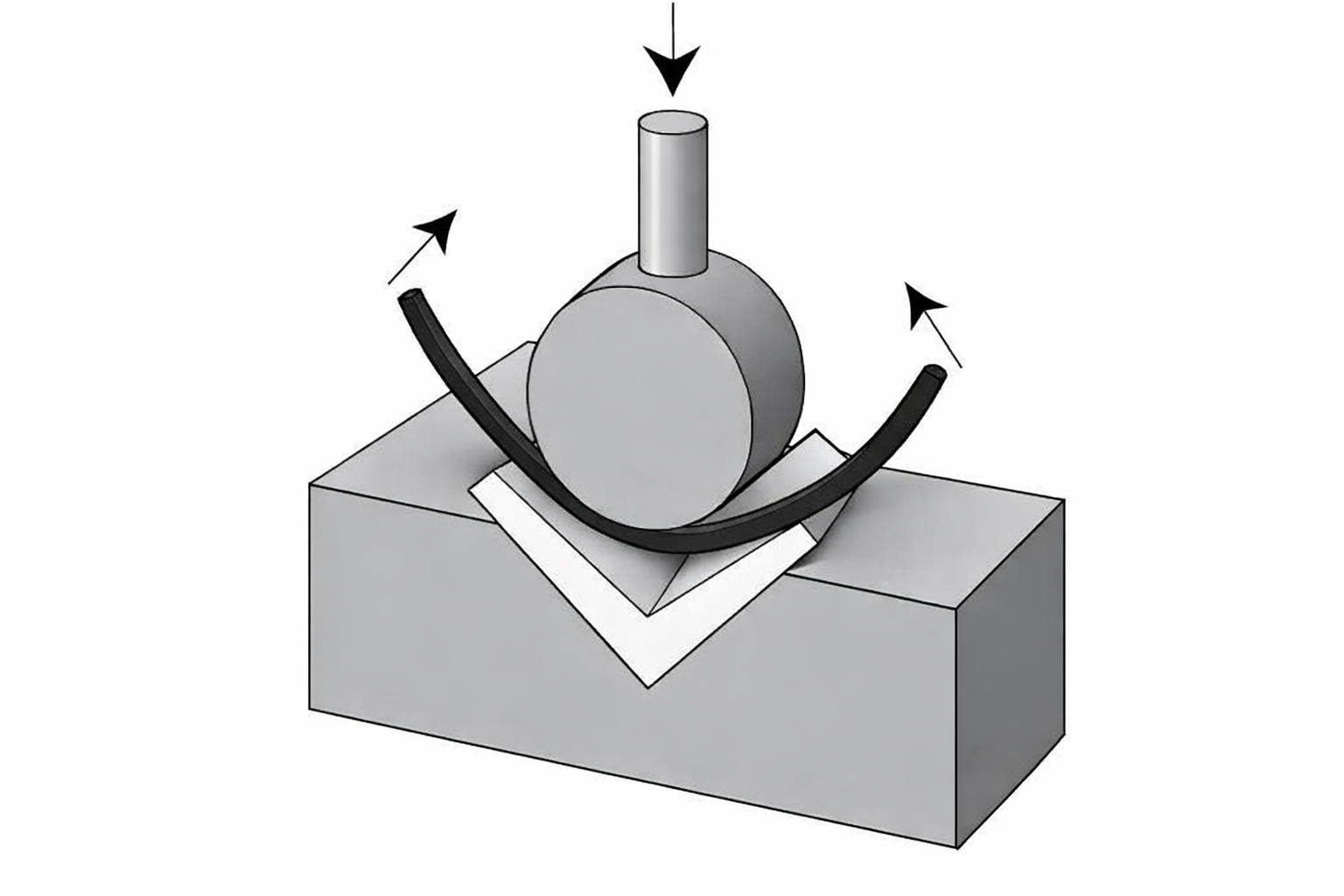
| Prensa plegadora | Un punzón fuerza a la hoja a formar un troquel en forma de V.. | Hojas grandes, ángulos de alta precisión. |
| Doblado de rollos | El aluminio pasa a través de tres rodillos giratorios.. | Curvas de gran radio, cilindros, y aros. |
| Sorteo rotativo | El metal se sujeta a un troquel giratorio y se arrastra alrededor de él.. | Tubería de radio estrecho (escapes, pasamanos). |
| Conformado por estiramiento | La pieza se agarra y se estira sobre un bloque de forma.. | Grande, Curvas complejas con mínima recuperación elástica.. |
| Compresión | Una zapata limpiadora envuelve el material alrededor de una matriz estacionaria.. | Producir dobleces idénticos en ambos extremos de una pieza.. |
V. Aplicaciones clave del aluminio doblado
Automotor: Los paneles de la carrocería y los marcos estructurales se basan en aluminio curvado para mantener los vehículos livianos y eficientes en el consumo de combustible..
Aeroespacial: Las nervaduras del fuselaje y los largueros de las alas a menudo se crean mediante conformado por estiramiento para garantizar una alta precisión..
Construcción: Los marcos de ventanas y revestimientos arquitectónicos utilizan el sistema de doblado con tres rodillos para lograr curvas estéticas..
Electrónica: Los disipadores de calor y las carcasas a menudo se fabrican mediante doblado con plegadora..
Preguntas frecuentes
1. ¿Por qué el aluminio “regresa” después de doblarlo??
El resorte se produce porque todos los metales tienen algún grado de elasticidad.. Cuando se libera la fuerza de flexión., La tensión elástica interna hace que la pieza vuelva parcialmente a su forma original.. para compensar, Los operadores deben “doblar demasiado” la pieza unos pocos grados..
2. ¿Puedo doblar aluminio 6061-T6 sin que se agriete??
es dificil. 6061-T6 es muy frágil. Para doblarlo con éxito, normalmente necesitas un radio de curvatura mucho mayor (al menos 3 veces para 6 veces el espesor) o debe templarlo hasta obtener un temple "W" u "O" antes de doblarlo..
3. ¿Cuál es la ventaja del doblado por estirado rotatorio sobre el doblado por rodillo??
El doblado por estiraje rotativo utiliza un ánima (un inserto sólido dentro del tubo) que evita que el tubo colapse o se arrugue. Es mucho mejor para apretados., Curvas precisas en tubos., Mientras que el doblado por rodillos es mejor para grandes, arcos de barrido.
4. ¿Doblar el aluminio lo debilita??
La flexión en realidad causa "endurecimiento por trabajo" en el lugar de la flexión., lo que aumenta la dureza y la resistencia a la tracción en esa área específica. Sin embargo, si la curva es demasiado pronunciada, puede introducir microfisuras que comprometen la integridad estructural.
5. ¿Cómo sé la “Dirección de la veta” de una lámina de aluminio??
En la mayoría de las láminas laminadas en frío, La veta corre paralela a la dirección en la que se laminó la hoja.. A menudo se pueden ver débiles líneas longitudinales en la superficie.. Para la curvatura más fuerte, Debes orientar tu línea de curvatura a 90° con respecto a estas líneas..