
Charlar en mecanizado es un problema común pero grave que afecta la productividad, calidad, y la vida útil del equipo en la fabricación moderna. Aparece como vibración no deseada entre la herramienta de corte y la pieza de trabajo durante las operaciones de mecanizado, como el fresado., torneado, o perforación.
Mientras que algún nivel de vibración es inevitable, La charla excesiva o no controlada puede conducir a defectos de la superficie, imprecisiones dimensionales, vida de herramienta acortada, e incluso daños a un costoso equipo CNC. Para mantener altos estándares de precisión y eficiencia, Los maquinistas e ingenieros deben entender qué causa charla, Cómo se manifiesta, y las mejores prácticas para prevenirlo o minimizarlo.
Esta guía proporciona una descripción detallada de la charla de mecanizado, sus tipos, consecuencias, y técnicas probadas para evitarlo en entornos profesionales.
¿Qué es la charla en el mecanizado??
La charla se refiere al cíclico, Vibración de alta frecuencia que ocurre entre la herramienta de corte y la pieza de trabajo durante el mecanizado. A diferencia de las vibraciones menores de fondo, la charla es más intensa, A menudo audible, y produce un patrón notable de marcas en la superficie de la pieza. Por lo general, ocurre cuando la herramienta y la pieza de trabajo resuenan a una frecuencia que amplifica su movimiento relativo.
Características clave
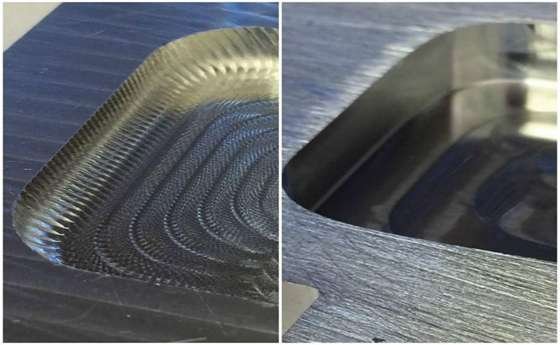
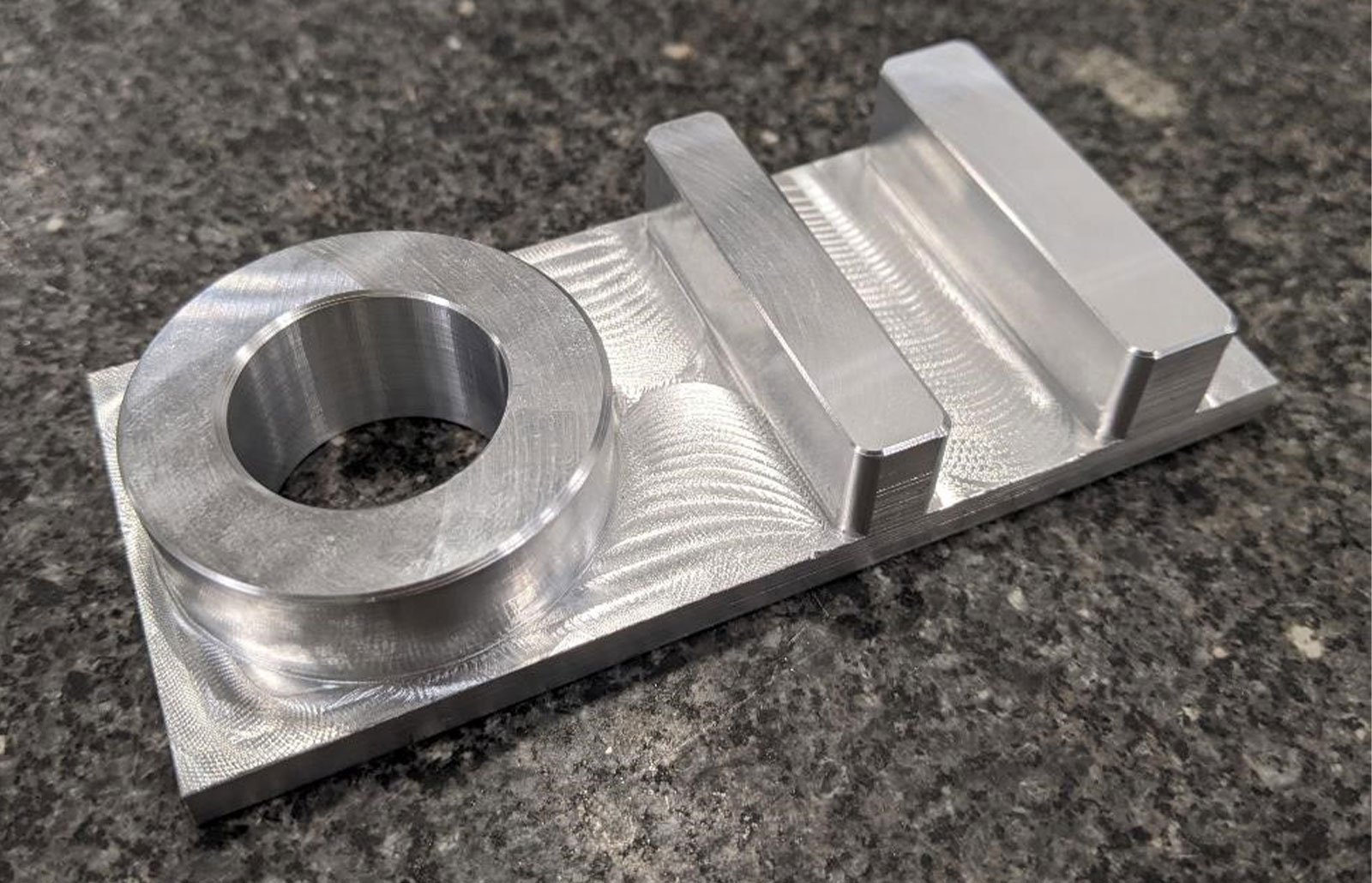
Irregular, marcas repetitivas (Marcas de charla) en la superficie mecanizada.
Sonidos distintivos de "chillido" o "aullido" durante la operación.
Comportamiento de corte inestable y precisión dimensional reducida.
Causas de charla
Desflexión de herramienta o pieza de trabajo.
Herramienta o pieza de trabajo inadecuada.
Excesiva herramienta sobresaliente o poca rigidez.
Velocidad de corte inapropiada o profundidad de corte.
Herramientas o máquinas desgastadas.
La charla puede ocurrir en cualquier etapa de la trayectoria, pero es particularmente común en las operaciones que involucran esquinas afiladas, paredes delgadas, o largo, piezas delgadas.
Tipos de charla en mecanizado
La charla generalmente se puede clasificar en dos tipos principales, cada uno con causas únicas y métodos de control.
Charla de herramientas
La charla de herramientas se origina en vibraciones dentro de la herramienta de corte en sí misma. Esto a menudo sucede cuando una herramienta larga se extiende lejos del soporte (excesivo), haciéndolo más propenso a la flexión.
Síntomas
Ruido audible durante el corte.
Acabado superficial irregular.
Desgaste de herramientas temprano o astillado.
Causas típicas
Herramientas excesivas.
Altas velocidades de corte con rigidez insuficiente.
Geometría o material de herramienta inadecuada.
Ejemplo
En fresado CNC, El uso de un molino de extremo de 10 mm de diámetro con 5x su diámetro en el voladizo puede conducir fácilmente a la charla de herramientas durante la fresado lateral.
Charla
La charla de la pieza de trabajo ocurre cuando la parte mecanizada no está adecuadamente asegurada o es inherentemente flexible (p.ej., Partes de paredes delgadas o largas). A medida que se aplican las fuerzas de corte, La parte comienza a vibrar y refleja esas fuerzas de nuevo en la herramienta., causando inestabilidad.
Síntomas
Marcas de charla cerca de los puntos de sujeción.
Variación dimensional.
Vibración fieltada en la mesa de la máquina.
Causas típicas
Pobre sujeción.
Piezas flexibles o mal compatibles.
Método de trabajo incorrecto.
Ejemplo
Al girar un eje de aluminio largo sin un contragolpe o un descanso estable, el eje puede vibrar, conduciendo a charla y cortes desiguales.
¿Cuáles son las consecuencias de la charla en el mecanizado??
La charla puede parecer un problema a nivel de superficie a primera vista, Pero sus efectos son de gran alcance:
Vida de herramienta reducida
La charla hace que las herramientas vibren de manera impredecible, creando cargas desiguales que aceleran el desgaste. Las herramientas pueden chips, romper, o volverse aburrido mucho más rápido de lo esperado.
Impacto
Mayor costo de herramientas.
Los cambios frecuentes en la herramienta interrumpen la productividad.
Menor consistencia entre piezas.
Vida de máquina reducida
La vibración persistente pone estrés en los rodamientos de la máquina, huso, y sistemas de movimiento lineal. Con el tiempo, Esto puede resultar en desalineación, exceso de reacción, o incluso una falla mecánica completa.
Impacto
Mantenimiento o reparaciones no planificadas.
ROI reducido a largo plazo en equipos CNC.
Mal acabado superficial
Las marcas de charla dejan patrones y crestas desiguales en la superficie de una parte. Esto a menudo significa que la parte necesitará reelaborar o pulir, que se suma al tiempo de producción y el costo.
Impacto
Piezas rechazadas o procesos de acabado agregados.
Rendimiento o apariencia de productos reducidos.
Inexactitud dimensional
Cuando ocurre la charla, Es posible que la herramienta no siga la trayectoria programada con precisión. Esto conduce a errores dimensionales que afectan el ajuste, forma, y función, especialmente problemática en industrias de alta precisión.
Impacto
Partes fuera de tolerancia.
Reducción de la fiabilidad del producto o usabilidad.
Cómo evitar o minimizar la charla en el mecanizado?

La prevención de la charla implica optimizar varios aspectos del proceso de mecanizado. Aquí le mostramos cómo minimizarlo de manera efectiva:
Optimizar la estrategia de mecanizado
Utilice trayectales de compromiso constante Para reducir las fluctuaciones de carga.
Reducir la profundidad de corte o aumentar la velocidad de alimentación a una menor fuerza radial.
Ajustar la velocidad del huso por 5-10% para alejarse de las frecuencias resonantes (También llamado "Tuning de punto dulce").
Utilice funciones de software CAM como "Velocidad de huso variable" para ayudar a interrumpir la frecuencia de los chatear.
Adoptar el trabajo correcto
Usar accesorios, aparecer, o tablas de vacío que proporcionan firme, sujeción de uniforme.
Evite sujetar piezas delgadas en un solo extremo: use soportes o materiales de relleno para aumentar la rigidez.
Considere un contraza en la cola o un descanso estable al girar los ejes largos.
Para piezas delicadas, Use mandíbulas suaves o almohadillas de amortiguación para distribuir presión sin deformación.
Use la herramienta de corte correcta
Recubrimiento de herramientas: Reduce el calor y la fricción, habilitando cortes más suaves.
Voladizo más corto: Utilice siempre la extensión más corta posible.
Geometría de herramientas: Utilice herramientas más nítidas para materiales blandos, y geometrías más fuertes para materiales duros.
Herramientas de carburo sólido Ofrecer una mejor rigidez y amortiguación de vibraciones en comparación con HSS.
Consejo: Si usa múltiples herramientas, Comience con la herramienta más resistente a Rough, Luego cambie a herramientas más finas para terminar.
Determinar la trayectoria ideal
Molienda hacia abajo (molienda de ascenso) a menudo reduce la vibración en comparación con (hacia arriba) molienda.
Alinear fuerzas de corte con la dirección del trabajo para evitar la desviación.
Para piezas delgadas o flexibles, Evite los caminos de compromiso completos: use el encendedor, Pases progresivos en su lugar.
Configuración y mantenimiento de la máquina
Instalar máquinas en Solid, cimientos de nivel (concreto reforzado preferiblemente).
Usar almohadillas de nivelación, ancla, o monturas de aislamiento.
Inspeccionar rutinariamente los rodamientos gastados, tornillos sueltos, o guías dañadas.
Mantenga todo el firmware de software y controlador actualizado para obtener el mejor comportamiento de la máquina.
TOPS Ayuda a proporcionar soluciones de mecanizado efectivas
Chatter es uno de los muchos desafíos en el mecanizado CNC, y se necesita experiencia para resolverlo de manera eficiente. En las cimas, Nos especializamos en mecanizado de precisión y tenemos más 20 años de experiencia en la entrega de piezas de alto rendimiento, incluso en las condiciones más desafiantes.
Si te está ayudando a optimizar el diseño de piezas, Seleccione las mejores herramientas, o mejorar la estabilidad del proceso, Nuestro equipo está listo para ayudar con:
DFM en tiempo real (Diseño para la fabricación) comentario
Estrategia personalizada de trayectoria
Molienda y giro de CNC de alta precisión
Entrega confiable y garantía de calidad
Cargue su archivo CAD hoy y obtenga una cotización gratuita junto con el soporte de expertos para prevenir problemas de mecanizado antes de que ocurran.
Conclusión
La charla en el mecanizado es más que un ruido: es una señal de que su proceso necesita mejorar. Identificando sus causas y utilizando las técnicas correctas, Los fabricantes pueden reducir la vibración, Mejorar el acabado superficial, proteger herramientas y máquinas, y aumentar la calidad general de producción.
Presta atención a tu configuración, Optimizar sus condiciones de corte, y no dudes en buscar ayuda experta. Un entorno de mecanizado bien controlado siempre superará a uno plagado de charla.
Preguntas frecuentes
- ¿Qué son las marcas de charla en el mecanizado??
Las marcas de charla son repetitivas, Patrones de superficie irregulares causados por la herramienta o la vibración de la pieza de trabajo durante el corte. Por lo general, aparecen como ondas o olas. - ¿Qué causa la charla en el mecanizado??
La charla es causada por resonancia, condiciones de corte inestables, pobre de trabajo, Long Tool Overhangs, o herramientas gastadas. - Cómo identificar la charla en el mecanizado?
Por lo general, se identifica por un fuerte ruido de chirrido y patrones ondulados visibles en la superficie de la pieza de trabajo. Los maquinistas calificados a menudo lo reconocen solo por el sonido. - Cómo eliminar las marcas de charla de una parte?
Puede eliminarlos volviendo a maquinar con una configuración estable, puliendo la superficie, o modificar los parámetros de corte para reducir la vibración. - ¿Se puede eliminar por completo la charla??
En algunos casos, La vibración menor es inevitable. Sin embargo, con estrategias de configuración y mecanizado adecuadas, La charla significativa puede minimizarse o eliminarse por completo.
Leer más:
Elegir la herramienta de corte correcta
Estándares de rugosidad de la superficie y métodos de inspección
Guía completa de Machinist Vise
![]()

