¿Qué es PEI? (Polieterimida)?

¿Qué es PEI? (Polieterimida)
Polieterimida (PEI) Es un termoplástico de ingeniería de alto rendimiento conocido por su excelente resistencia al calor., estabilidad dimensional, y propiedades de aislamiento eléctrico. Pertenece a la misma familia de polímeros que poliéter éter cetona (OJEADA) pero ofrece un equilibrio más rentable entre rendimiento y capacidad de fabricación en entornos exigentes..
La marca más reconocida de PEI es Ultem®, desarrollado por Tecnologías globales de SABIC, que incluye casi 100 diferentes grados—de vacío a vaso- y versiones reforzadas con fibra de carbono, diseñadas para aplicaciones que requieren resistencia mecánica, resistencia térmica, y retardante de llama.
A pesar de su versatilidad, PEI es relativamente caro y tiene menor resistencia al desgaste que materiales como OJEADA, PTFE, o Uhmwpe. También requiere temperaturas de procesamiento muy altas y puede experimentar agrietamiento por estrés ambiental cuando se expone a disolventes clorados, álcalis fuertes, o ácidos concentrados bajo carga continua.
Por su costo y características únicas., PEI se utiliza normalmente en crítico, Aplicaciones de alto valor donde la fuerza, aislamiento, y la resistencia térmica son esenciales.
Aplicaciones del moldeo por inyección de PEI

Aplicaciones del moldeo por inyección de PEI
El moldeo por inyección de PEI se utiliza donde las piezas deben resistir calor extremo, esterilización repetida, o estrés eléctrico intenso.
Las aplicaciones comunes incluyen:
Dispositivos médicos: Bombas de infusión, herramientas quirúrgicas, y dispositivos respiratorios que se someten a ciclos repetidos de esterilización en autoclave.
Eléctrico & Componentes electrónicos: Conectores, enchufes, interruptores, y carcasas de circuitos que deben mantener el aislamiento bajo altos voltajes..
Componentes aeroespaciales: Piezas interiores que requieren resistencia al fuego., diseño ligero, y rendimiento estable a temperaturas elevadas.
Sistemas automotrices: Sensores debajo del capó y módulos eléctricos expuestos al calor y la vibración..
Equipo industrial: Accesorios de prueba, alza de bombas, y aisladores de alto rendimiento.
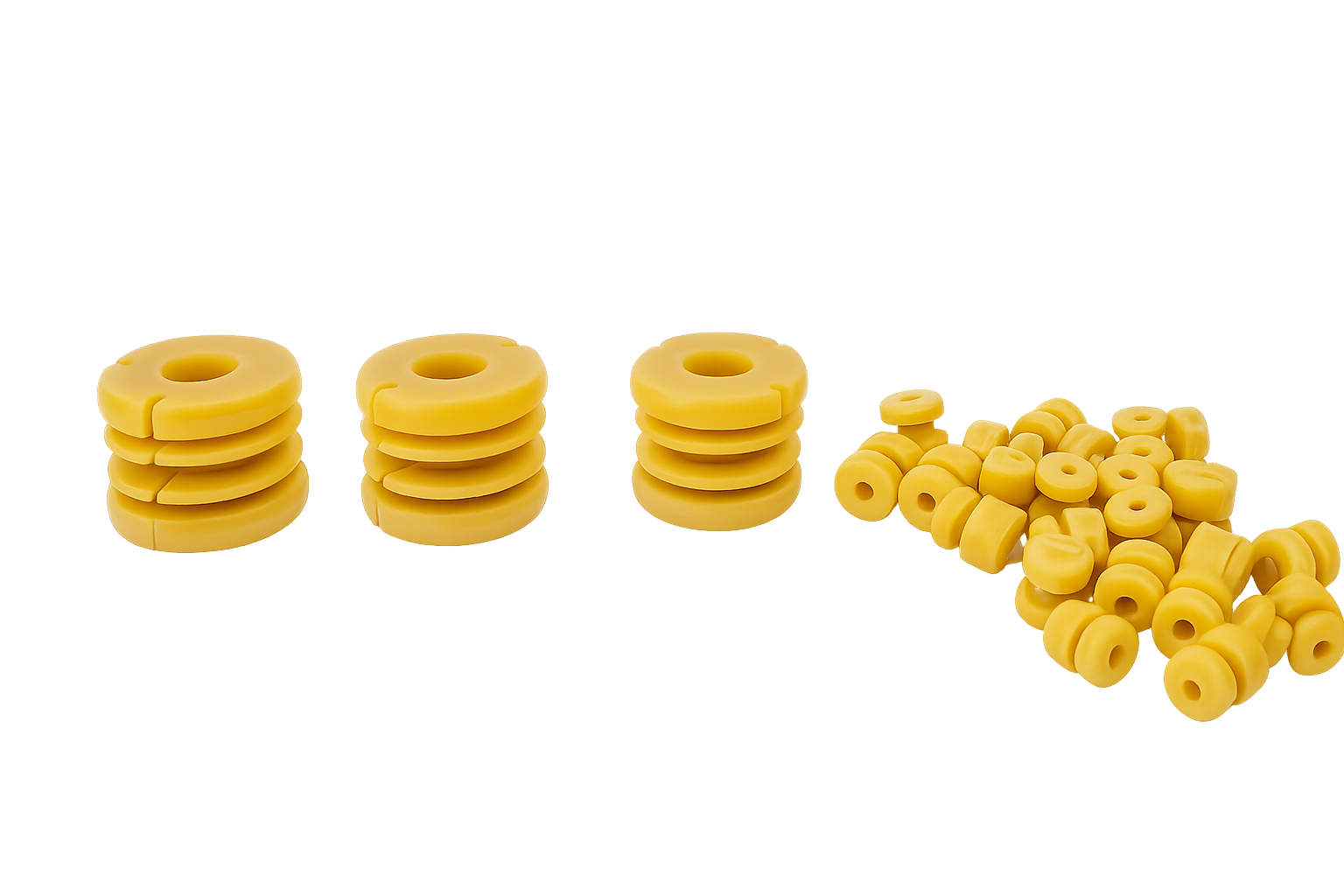
Las piezas de PEI moldeadas suelen tener una color ámbar translúcido, aunque se pueden agregar colorantes para satisfacer necesidades estéticas o de identificación.
Ventajas del moldeo por inyección de PEI
Ventajas del moldeo por inyección de PEI
Resistencia a la temperatura
PEI puede funcionar continuamente a hasta 170°C y resistir temperaturas de deflexión del calor (HDT) entre 200°C y 210°C bajo carga. Esto le permite reemplazar metales o termoestables en muchos entornos de alta temperatura.. Más allá de 210°C, comienza a deformarse bajo estrés prolongado.
Resistencia a la fluencia
La fluencia es la tendencia de un material a deformarse bajo una carga constante.. PEI excepcional resistencia a la fluencia y estabilidad dimensional lo hace adecuado para piezas de precisión que deben mantener tolerancias estrictas incluso después de años de ciclos térmicos.. Es coeficiente uniforme de expansión térmica (CTE) Garantiza cambios dimensionales predecibles cuando se expone al calor..
Capacidad de esterilización
El PEI moldeado por inyección resiste Autoclave de vapor, gas de óxido de etileno, y radiación gamma—todos los métodos de esterilización comunes en el campo médico. Esta resistencia permite la reutilización repetida de componentes médicos sin degradación ni decoloración..
Resistencia ambiental
PEI se desempeña bien bajo Exposición a los rayos UV, alta humedad, y estrés térmico. Su resistencia a los rayos UV se puede mejorar aún más con estabilizadores., convirtiéndolo en una opción viable para aplicaciones al aire libre como recintos eléctricos, medidores de potencia, y carcasa del sensor.
Resistencia dieléctrica
Entre los plásticos de ingeniería, PEI exhibe uno de los resistencias dieléctricas más altas-alrededor 25 kV/mm a 1.6 MM GRISIÓN. Esto lo hace ideal para aisladores eléctricos, carcasas de condensadores, y conectores de alto voltaje. Una vez superado el límite dieléctrico, sin embargo, el material sufre un ruptura dieléctrica, convirtiéndose en conductor en lugar de aislante, por lo que el diseño adecuado es esencial.
Directrices de diseño para el moldeo por inyección de PEI
Seguir prácticas de diseño adecuadas garantiza una calidad constante de las piezas y una moldeabilidad eficiente.
Espesor de la pared
Rango recomendado: 0.060–0,100 pulgadas (1.5–2,5 milímetros)
Las paredes más gruesas reducen la longitud del flujo, arriesgarse a llenados incompletos.
Mantener el espesor de la pared uniforme; las variaciones no deben exceder ±25%, y las transiciones deben ser graduales para evitar la acumulación de estrés o marcas de hundimiento..
Radios
Evite las esquinas afiladas que provocan concentraciones de tensión..
Radio interno mínimo: >0.015 en (0.38 milímetros)
Prefiere radios más grandes, idealmente 25–50% del espesor de la pared, para mejorar dinámica de flujo y durabilidad de la pieza.
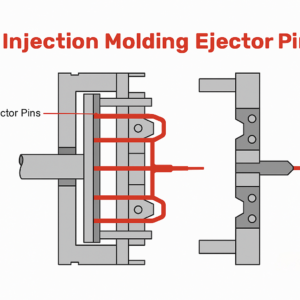
ángulos de tiro
Para permitir una fácil expulsión de piezas:
Ángulo de tiro estándar: 1° por lado.
Para superficies texturizadas, aumentar el calado en 1.5° por cada 0.001 en profundidad de textura.
Los acabados más suaves pueden requerir menos borrador.
Tolerancias de piezas
PEI permite tolerancias apretadas de ±0,001 pulgadas, aunque las tolerancias de producción estándar son ±0,003–0,005 pulgadas. Los diseñadores deben equilibrar la precisión con el costo de las herramientas, ya que tolerancias más estrictas aumentan significativamente los gastos de fabricación..
Grados de PEI y propiedades de los materiales
PEI viene en varios grados con diferentes contenidos de relleno y niveles de rendimiento.. La siguiente tabla resume los datos clave para algunos Grados comunes de Ultem® y RTP:
| Propiedad | Ultem® 1000 | Ultem® 2200 (20% novia) | Ultem® 2300 (30% novia) | RTP 2100 LF |
| Densidad (gramos/cm³) | 1.27 | 1.42 | 1.51 | 1.27 |
| Tasa de contracción (%) | 0.5–0,7 | 0.3–0,5 | 0.2–0,4 | 0.8 |
| Dureza Rockwell (METRO) | 106 | 114 | 114 | — |
| Resistencia a la tracción (MPa) | 110 @ Producir | 131 @ Romper | 175 @ Romper | 105 @ Producir |
| Alargamiento en rotura (%) | 50 | 4 | 2.4 | 60 |
| Módulo de flexión (GPa) | 3.3 | 6.89 | 9.6 | 3.31 |
| Resistencia dieléctrica (KV/mm) | 25 | 26.3 | 26 | 19.7 |
| Resistividad de volumen (Oh·cm) | 1×10¹⁵ | 7×10¹⁶ | 1×10¹⁵ | 1×10¹² |
| Temperatura de secado (°C) | 150 | 150 | 150 | 149 |
| Temperatura de fusión (°C) | 350–410 | 350–400 | 350–410 | 354–399 |
| Temperatura del molde (°C) | 135–180 | 135–165 | 135–180 | 135–177 |
Grados rellenos de vidrio (20–30%) Proporciona rigidez y estabilidad dimensional superiores., Pero ellos son menos dúctil. PEI sin relleno ofrece mayor resistencia al impacto y transparencia, haciéndolo ideal para aplicaciones de pruebas visuales o mecánicas.
Pautas de procesamiento de materiales PEI
Control de humedad
PEI es higroscópico y debe secarse completamente para evitar burbujas, vacío, y defectos superficiales.
Pei sin relleno: 4 horas a 150°C.
PEI reforzado: arriba a 6 horas a 150°C.
Los niveles de humedad deben estar por debajo 0.02% antes de moldear.
Control de temperatura
Demandas del PEI temperaturas de procesamiento muy altas:
Temperatura de fusión: 350°C–410°C.
Temperatura del molde: 135°C–180°C.
Tenga en cuenta que PEI pigmentada puede decolorarse por encima de 382°C. Mantener un control de temperatura constante en todo el molde garantiza un flujo y una cristalización adecuados..
Presión de inyección
Presión de inyección típica: 70–150MPa.
Las presiones más altas mejoran llenado de moldes y reducir la contracción, pero una presión excesiva puede provocar deformaciones o destellos..
Contracción
Pei sin relleno: contracción isotrópica (uniforme).
PEI relleno de vidrio: anisótropo (direccional), lo que lleva a cambios dimensionales desiguales.
Para minimizar la contracción:
Bajar la temperatura del molde.
Aumentar la presión de inyección y el tiempo de empaque..
Utilice ubicaciones de compuerta adecuadas para un flujo equilibrado.
Mejores prácticas para un moldeo por inyección de PEI exitoso
Colabora con experimentados moldeadores por inyección familiarizado con los termoplásticos de alto rendimiento.
Usar herramientas de precisión con sistemas de control de temperatura.
Implementar Diseño para la fabricación (DFM) temprano para equilibrar el diseño y el costo.
Mantenga regularmente los secadores y controladores de temperatura para evitar variaciones en el proceso..
Conducta análisis de flujo del molde (Ministerio de Asuntos Exteriores) para una ubicación óptima de la puerta y la ventilación.
Conclusión
Moldeo por inyección de PEI permite la producción de fuertes, a prueba de calor, y componentes aislados eléctricamente para aplicaciones críticas en el sector médico., aeroespacial, y las industrias electrónicas.
Aunque el PEI es más costoso y difícil de procesar que los plásticos comunes, es resistencia térmica, rigidez dieléctrica, y estabilidad dimensional lo hacen indispensable para entornos exigentes donde el rendimiento no puede verse comprometido.
Cuando se combina con un diseño de molde adecuado, parámetros de procesamiento, y control de ingeniería especializado, PEI—especialmente Ultem®—ofrece una confiabilidad excepcional a largo plazo.
Preguntas frecuentes
- ¿Cuáles son las principales diferencias entre PEI y PEEK??
PEI es menos costoso pero tiene menor resistencia química y al desgaste en comparación con PEEK. PEEK es mejor para uso continuo por encima de 250°C, mientras que PEI es ideal hasta aproximadamente 170°C. - ¿Se puede utilizar PEI para implantes médicos??
No, PEI no es bioabsorbible y no es adecuado para implantación a largo plazo. Sin embargo, se usa ampliamente en dispositivos médicos externos esterilizables. - ¿Cómo afectan los rellenos de vidrio a las propiedades del PEI??
Las fibras de vidrio aumentan la rigidez., resistencia a la tracción, y resistencia al calor, pero reducen la flexibilidad y la resistencia al impacto.. - ¿Cuáles son las condiciones ideales de secado para la resina PEI??
Secar a 150 °C durante 4 a 6 horas hasta que el contenido de humedad caiga por debajo 0.02%. El secado adecuado es fundamental para evitar que se desprendan y se vuelvan quebradizos.. - ¿PEI es adecuado para aplicaciones eléctricas en exteriores??
Sí. Con estabilizadores UV, PEI funciona bien en ambientes exteriores expuestos a la luz solar y altas temperaturas..
Leer más:
Moldeo por inyección de nailon: Diseño, Proceso, y guía de materiales para ingenieros
Pasadores eyectores y sus usos en el proceso de moldeo por inyección
Todo sobre los conceptos básicos del moldeo por inyección de plástico
![]()