
El mecanizado subrayado es un proceso CNC especializado utilizado para producir características empotradas que son desafiantes, o imposibles, de alcanzar las herramientas de fresado estándar. A medida que los diseños de productos modernos se vuelven más complejos y compactos, La demanda de socavos crece en industrias como aeroespacial, médico, y automotriz. Este artículo proporciona una mirada en profundidad al mecanizado subterráneo: Que es, por qué es importante, Como se hace, los diferentes tipos, y consejos de expertos para el éxito.
¿Qué es mecanizado de recaída??
El mecanizado subrayado se refiere al proceso de eliminación de material debajo de una sección que sobresalía o de un área que está parcialmente obstruida, haciéndolo inaccesible por herramientas verticales convencionales. Las fábricas tradicionales de 3 ejes luchan con estas características debido a las limitaciones geométricas, Por lo tanto, los maquinistas confían en herramientas especializadas, como cortadores de piruletas y fábricas T-lotes, y avanzados maquinas cnc, incluido 4- y configuraciones de 5 ejes.
Hay dos categorías principales:
Recortes internos - Características empotradas dentro de un componente, como surcos dentro de un centro de engranajes o cavidades en instrumentos médicos.
Subsidios externos - muescas o recovecos visibles como los que se encuentran en piezas moldeadas o mecanismos de bloqueo.
¿Por qué son importantes los socavados??
Los subcortes son esenciales en los aspectos funcionales y estéticos del diseño de piezas. Sirven varios propósitos:
Funcionalidad mecánica: Proporcionar características de bloqueo o puntos de retención en diseños de ensamblaje sin requerir sujetadores.
Reducción de peso: Permitir el hueco interno de los componentes para reducir la masa mientras mantiene la integridad estructural, crítica en aplicaciones aeroespaciales y de automovilismo.
Canales fluidos: Actuar como vías para líquidos o lubricantes en sistemas hidráulicos y neumáticos.
Ajuste mejorado: Facilitar ajustes de fricción apretados o permitir el movimiento, como en juntas esféricas o roscadas.
A pesar de su complejidad, Los subcortes a veces son la única forma de cumplir con los requisitos específicos de rendimiento o ensamblaje.
Guía paso a paso para el proceso de mecanizado con sociedad
1. Mira el diseño primero (Evaluar la geometría)
Antes de tocar la máquina, Eche un buen vistazo a su modelo 3D en software CAD. Pregúntate:
¿Está el recorte en el interior o fuera de la pieza??
¿Puede la herramienta llegar realmente a esa área??
Que ángulos necesitarás?
Esto lo ayudará a decidir cómo abordar el trabajo.
2. Elija la herramienta adecuada para el trabajo (Seleccione la herramienta correcta)
Diferentes socios necesitan diferentes herramientas. Aquí hay algunos comunes:
Cortadores de piruletas -ideal para socavados redondeados o unilatados.
Cortadores de cola de meta - Perfecto para ranuras anguladas.
Cortadores t - Ideal para esa forma clásica "T".
Cortadores o broches - Usado cuando necesite bloquear piezas junto con una llave.
Elegir la herramienta correcta hace que todo sea más fácil (y previene bits rotos).
3. Prepara la máquina CNC (Preparar la configuración de CNC)
Es hora de configurar su máquina. Esto es lo que debe hacer:
Si tu parte tiene ángulos difíciles, a 4- o máquina CNC de 5 ejes te dará un mejor acceso.
Cargar el Programa CAM con todas las rutas de herramientas correctas.
Asegúrese de que su parte se mantenga apretada en el accesorio para que no cambie ni vibre durante el corte.
Buena preparación = mecanizado suave.
4. Deje que la máquina haga su trabajo (Machine el socavo)
Una vez que todo está configurado, golpear! Vigilar las cosas:
Asegúrese de las papas fritas (los pequeños trozos de metal que se cortan) se están limpiando correctamente, especialmente en puntos apretados.
Esté atento al uso de herramientas. Las áreas estrechas y los cortes profundos pueden ser duros para su cortador.
Está bien detenerse y verificar las cosas si es necesario.
5. Verifique que todo esté bien (Inspeccionar y verificar)
Después de cortar, Es hora de verificar tu trabajo:
Use herramientas como un MMC, comparador óptico, o proyector para medir las dimensiones y la calidad de la superficie.
Si estás trabajando en algo de alta precisión, Es posible que necesite hacer un pase final para una superficie más suave.
No se salte este paso: el control de calidad ahorra tiempo y dinero más tarde!
Tipos comunes de subsidios en el mecanizado CNC
-
Repleto de unilateral
🛠 que es: Un ritmo o corte en un solo lado de una parte, como una muesca que no pasa por completo.
🔧 Herramienta utilizada: Cortador de piruletas (nombrado porque parece una piruleta!)
📦 Donde se usa: Conexiones de ajuste, surcos para los anillos de retención, o cualquier área que necesite una ranura limpia unilateral. -
Rival
🛠 que es: Un corte en forma de cuña que es más ancho en la base, como un trapezoide. Se bloquea en una pieza a juego.
🔧 Herramienta utilizada: Cortador de cola
📦 Donde se usa: Configuraciones de herramientas, juntas correderas, o incluso articulaciones de estilo de madera en piezas de metal. -
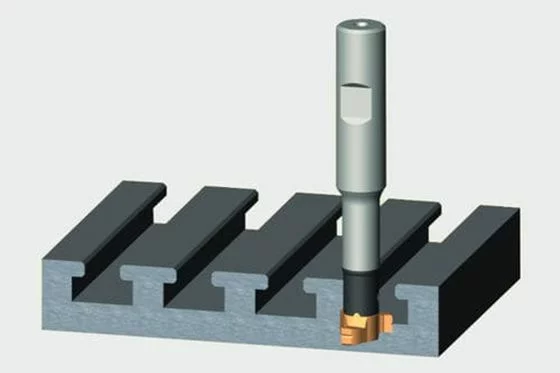
T-lot
🛠 que es: Una ranura en forma de "t" que permite que los pernos se deslicen y se bloqueen.
🔧 Herramienta utilizada: Cortador de ranura T
📦 Donde se usa: Tablas de máquinas CNC, Plataformas de ensamblaje modular: basándose en cualquier lugar donde necesite accesorios ajustables. -
Recorte cónico
🛠 que es: Un surco que se vuelve más estrecho a medida que avanza, como una rampa o pendiente dentro de la parte.
🔧 Herramienta utilizada: Fábrica de extremo cónico
📦 Donde se usa: Autoboque se adapta a piezas que necesitan verse elegantes, o áreas donde un cono ayuda a mantener las cosas en su lugar. -
Remoción esférica
🛠 que es: Un redondeado, Rango de bola que se curva hacia adentro.
🔧 Herramienta utilizada: Fábrica de extremo de la nariz de la pelota
📦 Donde se usa: Aspectos, articulación de la pelota, o cualquier parte que gire suavemente y necesite una cavidad redonda. -
Recortado roscado
🛠 que es: Un poco de recorte que tiene roscas adentro para atornillar las cosas.
🔧 Herramienta utilizada: Muelle de hilo o grifos
📦 Donde se usa: Accesorios de presión, Conjuntos mecánicos apretados, especialmente cuando el espacio es limitado. -
Ranura de la junta tórica
🛠 que es: Un surco circular hecho específicamente para sostener una junta tórica (junta de goma).
🔧 Herramienta utilizada: Cortador de ranuras tóricas
📦 Donde se usa: Conectores hidráulicos, zapatillas, Componentes del motor: en cualquier lugar que necesite un apretado, sello sin fugas. -
Recolección de alivio
🛠 que es: Un pequeño receso agregado cerca de piezas giratorias para reducir el estrés y la fricción.
🔧 Herramienta utilizada: Cortador de ranura o fábrica de extracción
📦 Donde se usa: Aspectos, ejes de engranajes, o piezas giratorias que solo necesitan un poco de espacio libre. -
Keyway Repotado
🛠 que es: Una ranura cortada en un eje para sostener una llave que bloquea dos partes giratorias juntas.
🔧 Herramienta utilizada: Keyway Cutter o Broach
📦 Donde se usa: motores, cajas de cambios, o cualquier cosa que transfiera el par sin deslizarse.
Herramientas especializadas para mecanizado con sociedad
Cortadores de piruletas: Ideal para surcos esféricos y ocultos.
Cortadores t: Diseñado para moldear tanto la parte inferior como del lado de las ranuras T en un solo paso.
Cortadores de cola de meta: Las cuchillas en ángulo coinciden con los perfiles de cola de doblete comunes.
Broches de Keyway: Retire el material linealmente para crear ranuras uniformes.
Fábricas finales de recaudación: Herramientas versátiles con flautas laterales e inferiores.
Consejos para mecanizado con sociedad exitosa
Evite cortes profundos: Diseñe los subsidios poco profundos para garantizar el acceso a la herramienta y reducir la desviación.
Use CNC de múltiples eje: Habilita mejores ángulos de acceso y caminos más suaves.
Optimizar las rutas de cámara: Minimizar los cambios repentinos en la dirección o la profundidad.
Socio con especialistas: Las tiendas con experiencia y herramientas para los subcreve mejoran la calidad de la parte y reducen el costo.
Diseño para la fabricación: Elimine los socios innecesarios durante el diseño temprano cuando sea posible.
Conclusión
El mecanizado de recaudación es una alta precisión, proceso técnicamente exigente que permite a los ingenieros incorporar características complejas en partes donde las herramientas convencionales se quedan cortas. Ya sea que esté creando mecanismos de bloqueo, Optimización de canales de fluidos, o lograr un rendimiento liviano, Las características subterráneas juegan un papel fundamental en el diseño mecánico moderno.
Con las herramientas adecuadas, técnicas, y equipo CNC, Los fabricantes pueden mecanizar los subprocesos de manera eficiente y repetible. Al comprender los matices de la selección de herramientas, análisis de geometría, y planificación de procesos, Los diseñadores y maquinistas pueden superar los límites de lo que es posible en el mecanizado CNC.
Preguntas frecuentes
1. What is the fundamental difference in tool access between an undercut and a conventional pocket?
The difference lies in the line of sight from the cutting tool to the feature:
-
-
Conventional Pocket: The cutting tool can approach and mill the entire feature using a straight vertical path (along the Z-axis).
-
Undercut: The feature has an overhanging section or a recessed area that makes it inaccessible by a tool moving only along the Z-axis. Specialized tools, like lollipop cutters or T-slot cutters, are required to reach bajo the obstruction by cutting laterally or at an angle
-
2. ¿Por qué son 4- and 5-axis CNC machines often necessary for complex undercut machining?
While simple undercuts (like T-slots) can be done on a 3-axis machine using special tooling, 4- y máquinas CNC de 5 ejes are necessary for complex undercuts because they allow the workpiece or the tool to rotate and tilt. This multi-axis capability:
-
Improves Access: Allows the tool to approach the undercut from multiple angles without obstruction.
-
Reduces Setup Time: Complex features can be machined in a single setup, eliminating the need for manual re-fixturing and reducing cumulative error.
3. What is the primary functional advantage of a Dovetail Undercut?
The primary functional advantage of a dovetail undercut is mechanical locking and retention. Because the groove flares out (becomes wider) at its base, it creates a wedge shape. When a matching dovetail feature is inserted, it provides a strong mechanical lock that can handle tension and shear forces, ensuring the assembled components are securely held together without requiring separate fasteners.
4. What key design constraint should be avoided to prevent tool deflection during undercut machining?
Designers should avoid deep, narrow undercuts with long tool reach. Undercut tools (like lollipop or T-slot cutters) are often thin and long, making them inherently less rigid than standard end mills. When a long tool is forced to reach deep into a confined space, it is highly prone to tool deflection (doblando). Deflection leads to inaccurate undercut dimensions, Mal acabado superficial (charla), and significantly increases the risk of tool breakage.
5. How do Relief Undercuts enhance the performance of mating rotating parts (como ejes y engranajes)?
Relief undercuts are small recesses added at the junction where a shaft diameter changes or where a bearing/gear mates with a shoulder. Their function is to ensure perfect, stress-free seating of the mating part. The relief provides clearance so that the gear or bearing is seated precisely against the vertical shoulder, prevenir:
-
Concentración de estrés: Eliminating sharp corners that could lead to fatigue failure.
-
Fit Interference: Ensuring the mating component doesn’t bottom out on a machining radius instead of the intended flat surface.
6. When designing an O-Ring Groove, which tool dimension must match the groove’s radius and width?
When designing an O-Ring Groove, el groove width y radius of the corner must be precisely controlled. Especializado O-Ring Groove Cutters are typically used. The width of the cutter determines the groove width, y el radius of the tool’s cutting edge determines the fillet radius in the bottom corners of the groove. This precision ensures the O-ring is seated correctly and performs its vital sealing function without being pinched or extruded under pressure.
![]()

