Si alguna vez examinó una pieza de plástico moldeada y notó una línea tenue que recorre su superficie, has visto un linea de tejer. Estas marcas son uno de los problemas más comunes en el moldeo por inyección y, si bien no se pueden eliminar por completo, comprender cómo se forman y cómo minimizarlos puede marcar una gran diferencia en ambos calidad de la pieza y apariencia estetica.
En esta guía, profundizaremos en qué son las líneas de tejido, ¿Qué los causa?, y cómo los ingenieros pueden reducir su aparición mediante una cuidadosa diseño, elección de material, y control de procesos.
¿Qué son las líneas de tejido en el moldeo por inyección??
¿Qué son las líneas de tejido en el moldeo por inyección?
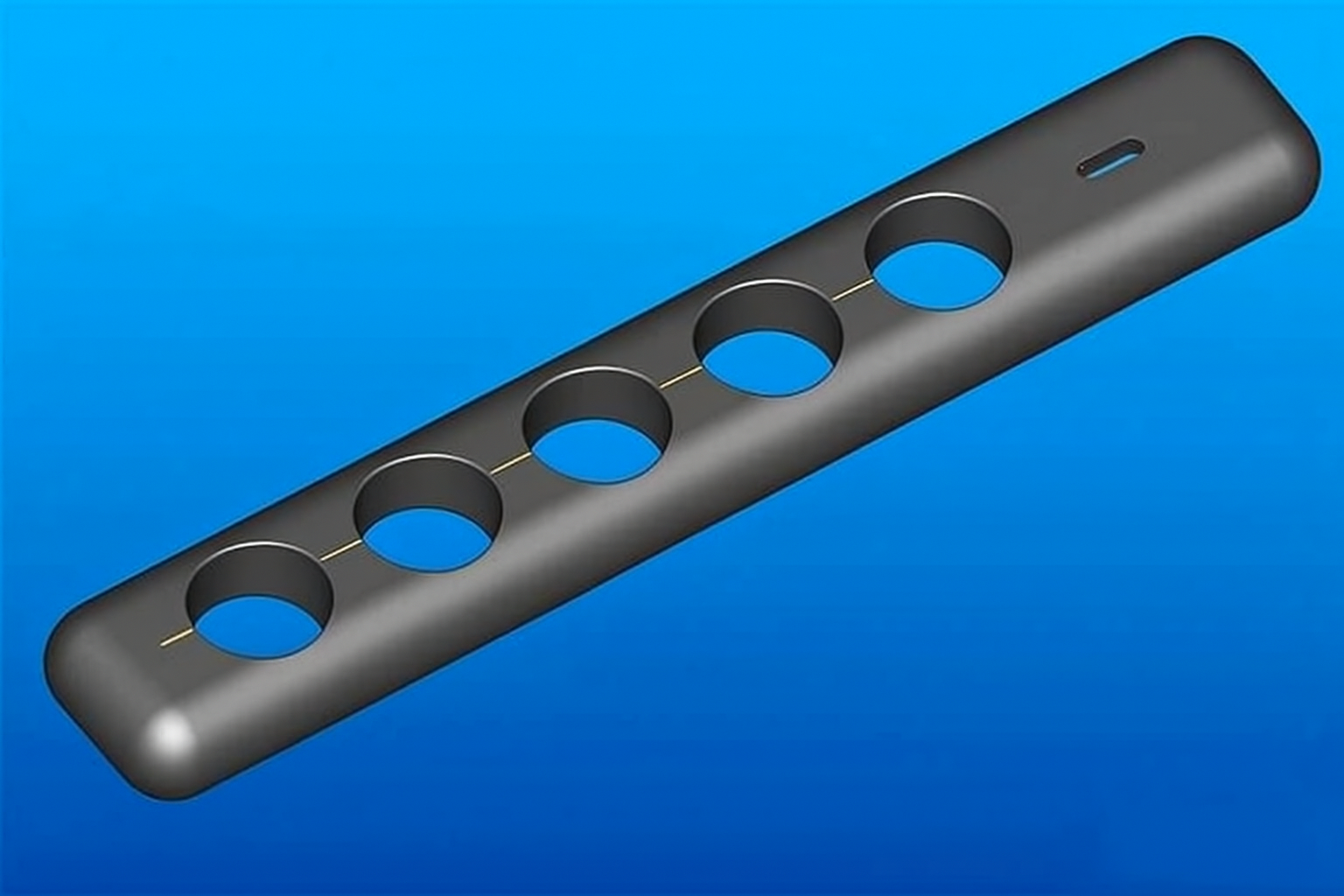
A linea de tejer (también llamado un línea de soldadura o línea de fusión) ocurre cuando dos o más frentes de flujo de plástico fundido se encuentran y no logran fusionarse completamente durante el proceso de moldeo. Esto suele ocurrir cuando el plástico debe fluir alrededor de un núcleo., jefe, agujero, u otra obstrucción antes de reunirse en el otro lado.
Imagina un río que se divide alrededor de una roca y se vuelve a unir; verás una onda donde las dos corrientes se vuelven a encontrar.. Similarmente, Cuando el plástico fundido se fusiona después de ser separado., Se forma una línea o costura sutil porque el Las cadenas de polímeros en la interfaz no se entrelazan completamente..
Ubicaciones comunes de líneas de tejido
Alrededor agujeros, costillas, y jefe
Cerca insertos o pines centrales
En cruces de puertas donde se encuentran múltiples rutas de flujo
A lo largo de regiones de paredes delgadas o esquinas afiladas
Aunque a veces sólo es cosmético, Las líneas de tejido también pueden indicar debilidades estructurales, especialmente en piezas sujetas a tensión o presión.
¿Qué causa las líneas de tejido en el moldeo por inyección??
Las líneas de tejido ocurren debido a fusión incompleta de dos frentes de flujo de plástico. Varios factores de diseño y procesamiento contribuyen a este fenómeno.:
Diseño de piezas y geometría – Características como agujeros, costillas, y las esquinas afiladas dividen el flujo de fusión, creando múltiples frentes de flujo que luego convergen.
Ubicación de la puerta – La mala ubicación de la compuerta puede causar que los frentes de flujo se encuentren en áreas visibles o estructuralmente críticas..
tipo de material – Algunos termoplásticos tienen menor fluidez o peor capacidad de unión.
Contenido de relleno – Los materiales con alto contenido de fibra de vidrio o carga mineral tienden a formar líneas de tejido más débiles.
Temperatura del molde y velocidad de inyección – Las bajas temperaturas o las bajas tasas de llenado pueden causar un enfriamiento prematuro, evitando la fusión adecuada.
Cómo minimizar las líneas de tejido
Aunque es imposible eliminar por completo las líneas de tejido., Puede reducir significativamente su apariencia y efectos negativos utilizando los siguientes métodos..
1. Optimice la ubicación de la entrada con simulación de flujo de molde
Una de las estrategias más efectivas es utilizar software de análisis de flujo de molde (como Autodesk Moldflow o Moldex3D) durante la etapa de diseño. La simulación ayuda a predecir patrones de flujo e identificar dónde es probable que se formen líneas de unión.
ajustando colocación de la puerta, puede:
Redirigir el flujo para que las líneas de tejido ocurran en menos visible áreas.
Asegúrese de que los frentes de flujo se encuentren en bajo estrés regiones.
Mejorar uniformidad de embalaje para vínculos más fuertes.
2. Ajustar los parámetros del proceso
El ajuste fino de los parámetros de moldeo puede mejorar en gran medida la fusión del flujo y el acabado de la superficie.
Los ajustes clave incluyen:
Aumentar la temperatura del molde y derretir – Garantiza que el plástico permanezca fluido por más tiempo., promoviendo un mejor entrelazamiento molecular.
Aumentar la velocidad y la presión de inyección. – Ayuda a que los frentes de flujo se encuentren con más energía., conduciendo a una mejor fusión.
Optimice la presión y el tiempo de retención. – Garantiza un embalaje adecuado y reduce los defectos superficiales..
Mejorar la ventilación – Evita que el aire atrapado enfríe la masa fundida prematuramente en el punto de convergencia..
Incluso pequeños cambios en el proceso pueden reducir la visibilidad y la debilidad de las líneas de tejido..
3. Seleccione el material adecuado
La elección del material juega un papel importante en qué tan bien se fusionan los frentes de flujo.. Algunos plásticos se adhieren naturalmente mejor que otros.
Por ejemplo:
polipropileno (PÁGINAS) a menudo forma líneas de tejido más fuertes que Olefina termoplástica (OPC), aunque el PP es en general más débil.
Materiales con alto índice de flujo de fusión (IMF) tienden a llenar las caries más suavemente, mejorando la calidad de la fusión.
Al elegir materiales, consultar las hojas de datos del proveedor y considerar las comportamiento de flujo y unión para su diseño de molde específico.
4. Administrar rellenos y aditivos
Plásticos rellenos de fibra (como nailon relleno de vidrio o PBT) son particularmente propensos a tener líneas de tejido débiles. La razón: las fibras no se derriten y por lo tanto no puede fusionarse a través del frente de flujo.
Para mitigar esto:
Usar fibras cortas o cuentas de vidrio en lugar de fibras largas para mejorar la unión.
Considerar resinas sin carga para piezas estéticas o de alta resistencia donde las líneas de tejido son críticas.
Usar modificadores de impacto o compatibilizadores para mejorar la unión molecular en las áreas de soldadura.
5. Utilice el control de compuerta de válvula
Cuando varias compuertas de válvula alimentan la misma cavidad, su tiempo de apertura y cierre Determina cómo se encuentran los frentes de flujo..
Usando secuenciación de compuerta de válvula y sensores de presión de cavidad, puede:
Coordine la operación de la compuerta para una fusión fluida del flujo.
Evite líneas de tejido visibles superponiendo los frentes de flujo de manera más uniforme.
Mejore la consistencia de las piezas entre cavidades en moldes de múltiples cavidades.
Sistemas avanzados como CoPilot® de RJG o MeltFlipper® Las tecnologías pueden proporcionar retroalimentación en tiempo real y optimizar el control de la puerta automáticamente..
6. Mejore el diseño de piezas y moldes
El diseño de ingeniería juega un papel fundamental para evitar problemas con las líneas de tejido. Considerar:
Reducir las esquinas afiladas o transiciones de grueso a fino que interrumpen el flujo.
Agregar líderes de flujo o canales para equilibrar la distribución del material fundido.
Ajustar el espesor de la pared para mantener tasas de flujo constantes.
Posicionamiento de puertas para garantizar que los frentes de flujo se fusionen en regiones menos visibles o de baja tensión.
Las modificaciones de diseño en las primeras etapas de la etapa de desarrollo pueden ahorrar costos y esfuerzos significativos en el futuro..
7. Probar e inspeccionar líneas de tejido
Incluso con una optimización cuidadosa, todavía pueden aparecer líneas de tejido. Por lo tanto, la inspección regular es esencial:
Inspección visual: Bajo buena iluminación para detectar defectos superficiales..
Pruebas mecánicas: Ensayos de resistencia a la tracción o a la flexión para evaluar los puntos débiles..
Examen microscópico: Analizar el enlace a nivel molecular..
Si las líneas de tejido aparecen consistentemente en la misma área, volver a visitar diseño de moldes y parámetros de procesamiento para identificar la causa raíz.
Conclusión
Las líneas de tejido son una realidad inevitable en el moldeo por inyección: se forman donde se encuentran dos frentes de flujo fundido. Sin embargo, con diseño inteligente, procesamiento optimizado, y cuidadosa selección de materiales, tu puedes drásticamente minimizar su apariencia y mejorar la integridad estructural.
Entendiendo cómo y por qué se forman las líneas de tejido., puede diseñar piezas que no sólo se vean mejor sino que también funcionen de manera más confiable.
De hecho, cuando se maneja adecuadamente, a línea de fusión - donde los flujos se reincorporan por completo - puede ser casi invisible y mecánicamente fuerte. El objetivo no es la eliminación total sino optimización para la fuerza, durabilidad, y estética. Contáctenos para más información.
Preguntas frecuentes
1. ¿Cuál es la diferencia entre una línea de tejido?, línea de soldadura, y línea de fusión?
Estos tres términos a menudo se usan indistintamente, pero hay diferencias sutiles:
Línea de punto: Se forma cuando dos frentes de flujo se encuentran a baja temperatura o presión y no se fusionan por completo., conduciendo a una línea débil visible.
linea de soldadura: Similar a una línea de tejido, pero generalmente resulta de dos frentes de flujo separados que se encuentran de frente., a menudo en puertas o múltiples puntos de inyección.
línea de fusión: un más fuerte, Unión más uniforme donde los dos frentes de flujo se fusionan suavemente con un buen entrelazamiento molecular..
En breve, las líneas de fusión son el objetivo, mientras líneas de tejer y soldar son los defectos a minimizar.
2. ¿Cómo afectan las líneas de tejido a la resistencia de la pieza??
Las líneas de tejido crean áreas de enlaces moleculares deficientes, lo que reduce resistencia a la tracción y al impacto. Cuando una pieza experimenta tensión, especialmente cerca de una línea de unión, las grietas pueden iniciarse más fácilmente..
El grado de pérdida de fuerza depende de:
El tipo de material (amorfo vs.. plásticos semicristalinos).
El temperatura y presión en el punto de convergencia.
El presencia de rellenos, como fibras de vidrio, que interrumpen el flujo de polímero.
Los ingenieros suelen realizar pruebas mecanicas como análisis de tracción o flexión para cuantificar la reducción de resistencia causada por líneas de tejido.
3. ¿Pueden los cambios en el diseño del molde eliminar completamente las líneas de tejido??
No, ni siquiera el diseño de molde más optimizado puede eliminar por completo las líneas de tejido., porque los frentes de flujo deben cumplir en algún lugar de cualquier cavidad llena. Sin embargo, lata de diseño de molde controlar dónde y cómo ocurren.
Las estrategias efectivas incluyen:
Colocar las puertas de manera que se formen líneas de tejido áreas no críticas.
Reducir bordes afilados o obstrucciones de flujo.
Diseño espesor de pared equilibrado para asegurar un flujo uniforme.
Si bien no puedes eliminar las líneas de tejido por completo, un buen diseño de molde los hace invisible y estructuralmente inofensivo.
4. ¿Por qué los materiales reforzados con fibra son más propensos a tener líneas de tejido débiles??
Plásticos reforzados con fibra, como nylon lleno de vidrio (PA-GF), son más susceptibles a las líneas de tejido débiles porque las fibras no se derriten. Cuando los frentes de flujo se encuentran, la matriz termoplástica puede volver a fusionarse, pero las fibras en la interfaz permanecen sin unir.
Esto crea microhuecos y discontinuidades en el área de tejido, reduciendo la integridad estructural. Usando fibras cortas, cuentas de vidrio, o rellenos híbridos puede ayudar a mejorar la fuerza de unión en estas regiones.
5. ¿Qué métodos de prueba se utilizan para evaluar las líneas de tejido??
Los ingenieros de calidad utilizan varios métodos para identificar y evaluar líneas de tejido.:
Inspección visual: Usar aumento o iluminación especial para detectar marcas en la superficie.
Pruebas destructivas: Cortar la línea de tejido y analizar secciones transversales bajo un microscopio.
Pruebas mecánicas: Medición de la resistencia a la tracción o al impacto en el área tejida.
Validación de simulación de flujo.: Comparación del comportamiento de las piezas físicas con predicciones digitales del flujo del molde.
Estos métodos ayudan a determinar si las líneas de tejido son puramente cosméticas o si comprometen rendimiento mecánico.
![]()