Le post-traitement fait référence à toute opération secondaire effectuée sur une pièce moulée par injection plastique après son éjection de la cavité du moule.. Alors que moulage par injection est un processus de fabrication très efficace, il a des limites, et les pièces sortent rarement entièrement prêtes pour leur utilisation finale prévue.
La fonction principale du post-traitement est double: exécuter actions correctives qui éliminent les matériaux indésirables ou les défauts de surface, et pour effectuer procédés fonctionnels ou décoratifs secondaires que la machine à mouler ne peut pas réaliser efficacement ou pas du tout.
Cette étape est cruciale car elle représente souvent un arbitrage coût-bénéfice. Par exemple, obtenir une couleur spécifique ou un graphique complexe grâce au post-traitement peut être beaucoup moins cher que d'investir dans des résines pigmentées coûteuses, étiquetage complexe dans le moule, ou des conceptions d'outillage très sophistiquées. En ajoutant ces étapes, les fabricants peuvent utiliser des matériaux de base moins coûteux et des moules plus simples, atténuer les coûts initiaux élevés.
Ce guide détaille les six techniques de post-traitement les plus courantes et les plus critiques utilisées dans l'industrie du moulage par injection plastique.:
Coupe de portail
Peinture
Marquage laser
Tampographie
Jalonnement thermique
Soudage par ultrasons
Activités courantes de post-traitement
1. Coupe de portail

Coupe de portail
Les portes sont les points de connexion critiques où le plastique fondu s'écoule du système de canaux vers la cavité du moule.. Même avec une conception d'outils optimale, une petite saillie de matériau solidifié reste à ce stade, souvent appelé « vestige de la porte ». Éclair, une fine couche de matériau en excès forcée dans la ligne de joint du moule ou autour des broches d'éjection, est un autre défaut courant.
But: L'objectif principal de la taille de portail (ou dégainer) et la suppression du flash vise à garantir que la pièce est esthétique., s'ajuste correctement lors du montage, et fonctionne comme prévu (spécialement pour sceller les surfaces).
Méthodes:
Coupe manuelle: Pour les plus petits, pièces plus simples, cela implique d'utiliser des outils à main comme des cisailles pointues, couteaux, ou coupeurs spécialisés. Il s'agit de la méthode la plus exigeante en main-d'œuvre et dont la qualité est la plus variable.
Découpe automatisée: Pour les pièces volumineuses ou complexes, luminaires, outils de coupe intégrés à la machine à mouler, ou des bras robotisés sont utilisés pour assurer la cohérence et la vitesse.
Dégagement dans le moule: Des outils hautement sophistiqués (comme ceux pour les portes sous-marines ou à canaux chauds) sont conçus pour cisailler proprement les vestiges du portail avant la pièce est éjectée, minimiser ou éliminer le besoin de taille secondaire.
2. Peinture

Peinture
Bien que des plastiques colorés soient disponibles, la peinture est un post-traitement privilégié pour obtenir des couleurs spécifiques, finitions spécialisées (comme les métaux ou les textures), ou fournir des couches fonctionnelles de protection (comme le blindage EMI).
Préparation avant la peinture: Une adhésion réussie est primordiale. Les plastiques sont chimiquement divers, et certains, comme le polyéthylène (PE) et polypropylène (PP), ont une faible énergie de surface, faisant perler les liquides plutôt que de les propager.
Nettoyage/ponçage: Nécessaire pour éliminer les agents de démoulage, poussière, et les huiles.
Traitement au plasma: Ce procédé très efficace utilise un plasma gazeux pour augmenter l'énergie de surface des polymères non polaires., introduire des groupes fonctionnels polaires qui créent une attraction moléculaire plus forte entre le plastique et la peinture.
Méthodes de peinture:
Peinture au pistolet: La méthode la plus courante. Il peut être appliqué en une ou plusieurs couches. Les peintures peuvent être auto-durcissantes (sécher à l'air) ou durci chimiquement. Les peintures à durcissement UV sont rapides, efficace, et minimiser les composés organiques volatils (COV) émissions.
Revêtement en poudre: Un processus de finition à sec dans lequel de la poudre de plastique finement broyée est chargée électrostatiquement et pulvérisée sur la pièce.. La pièce est ensuite chauffée (Durcissement aux UV ou au four) faire fondre la poudre en une consistance lisse, finition durable. Il offre une excellente résistance aux éclats.
Sérigraphie (Sérigraphie): Utilisé pour appliquer des motifs, logos, ou un texte, souvent en deux couleurs ou plus. Une maille tissée poreuse (écran) est utilisé pour supporter un pochoir bloquant l'encre, laissant des zones ouvertes à travers lesquelles l'encre est forcée sur le substrat.
3. Marquage laser
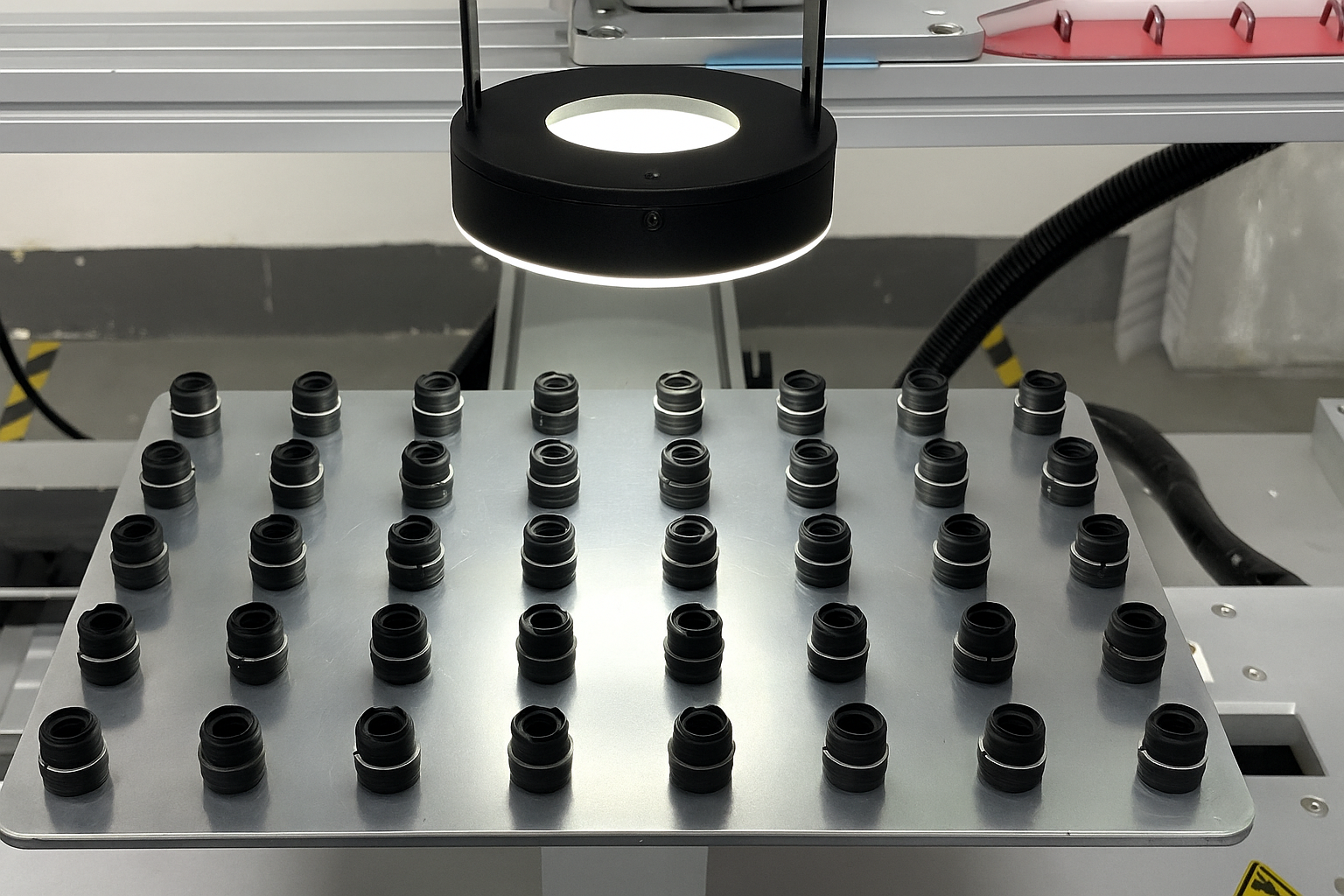
Marquage laser
Le marquage laser est sans contact, sans outil, et méthode très précise pour appliquer des graphiques permanents, caractères alphanumériques, ou des identifiants uniques aux pièces.
Principe: Le laser pulsé à semi-conducteurs délivre de l'énergie avec une longueur d'onde spécifiquement choisie pour le plastique moulé. Le plastique absorbe cette énergie, entraînant un changement de surface localisé.
Mécanismes clés:
Changement de couleur (Carbonisation): La chaleur du laser provoque des modifications chimiques au sein du matériau, assombrissant souvent la surface en noir ou gris. Cela nécessite des additifs matériels spécifiques.
Moussant: Le laser fait fondre localement le plastique, provoquant la formation de minuscules bulles de gaz juste sous la surface, qui apparaissent comme un relief, marque plus claire.
Ablation (Gravure): Le laser enlève une fine couche de matériau de surface. Si le plastique sous-jacent est d'une couleur différente, il expose la couche contrastée pour une marque claire.
Applications: En raison de sa haute résolution et de sa permanence, le marquage laser est indispensable pour les pièces nécessitant traçabilité ou conformité réglementaire, comme les implants médicaux, sérialisation de l'électronique, ou des composants automobiles.
4. Tampographie
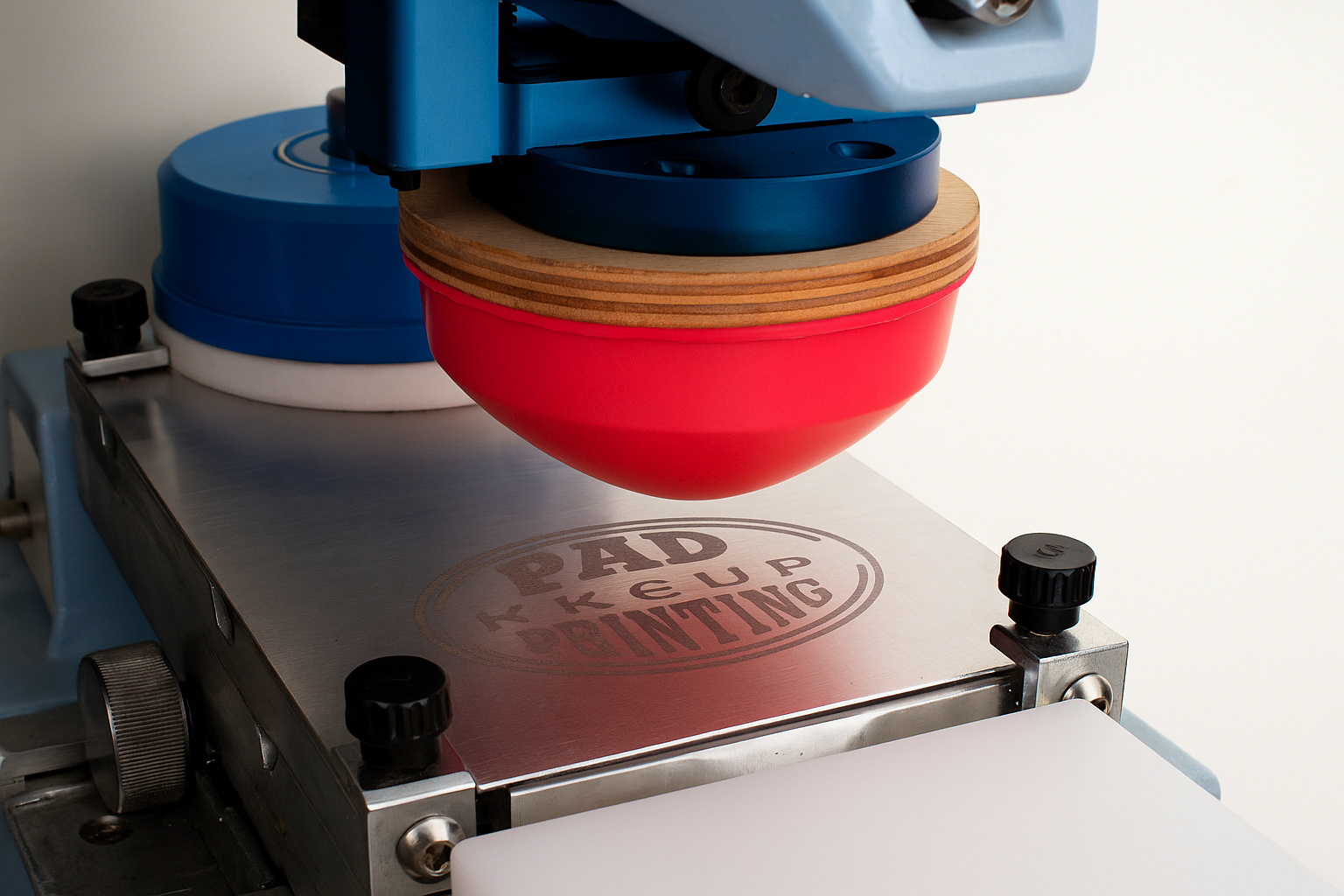
Tampographie
La tampographie est un procédé d'impression offset unique conçu pour transférer une image 2D sur un objet 3D., souvent avec des surfaces complexes ou non uniformes.
Traiter les composants:
Cliché (Plaque): Une plaque gravée contient l'encre pour l'image souhaitée.
Tasse à encre: La tasse glisse sur le cliché, remplir la zone gravée avec de l'encre à séchage rapide tout en essuyant le reste de la plaque.
Tampon de transfert: Un tampon en caoutchouc silicone est pressé sur le cliché, ramasser l'image encrée.
Transfert: Le tampon se déforme ensuite lorsqu'il appuie sur la surface de la pièce 3D., transférer l'image proprement.
Avantages: La tampographie excelle là où les méthodes conventionnelles échouent, surtout sur concave, convexe, sphérique, ou surfaces irrégulières. L'utilisation d'encres à séchage rapide minimise le risque de bavures, ce qui le rend idéal pour les biens de consommation à grand volume, produits de sport, et les boîtiers d'appareils lorsque cela est détaillé, des graphiques multicolores sont nécessaires.
5. Jalonnement thermique
Jalonnement thermique
Jalonnement thermique, ou tuteurage thermoplastique, est une technique d'assemblage utilisée pour fixer solidement deux ou plusieurs pièces ensemble, généralement pour installer de manière permanente un composant non plastique (comme un insert métallique ou un PCB) dans un composant en plastique.
Mécanisme: Un outil chauffé ou un insert métallique est pressé contre un goujon ou un bossage en plastique. La chaleur provoque une fonte localisée et refusion plastique de la pointe du goujon. L'outil façonne ensuite la matière plastique ramollie en une tête définie (comme un dôme ou une fusée éclairante) qui capture la partie non plastique.
Avantages & Applications:
Cela crée de la force, joints mécaniques permanents.
Il est essentiel pour l'installation inserts métalliques filetés (par exemple., écrous hexagonaux ou entretoises) dans des bossages en plastique, garantissant que les vis peuvent être utilisées à plusieurs reprises pendant l'assemblage du produit.
Sa faible force d'insertion évite les contraintes et les fissures potentielles dans les éléments en plastique à paroi mince ou délicats..
6. Soudage par ultrasons

Soudage par ultrasons
Le soudage par ultrasons est un processus rapide et propre qui joint de manière permanente deux composants thermoplastiques compatibles à l'aide de vibrations acoustiques à haute fréquence..
Mécanisme: Un klaxon à ultrasons (sonotrode) vibre entre 20 à 40 kHz. Cette vibration est transmise aux pièces à assembler, spécifiquement concentré sur une fonctionnalité d'interface conçue appelée un directeur de l'énergie. La vibration mécanique génère une chaleur de friction intense à ce stade, faisant fondre et mélanger le plastique. Une fois la vibration arrêtée, une force de serrage est maintenue pendant un temps de maintien spécifique pour permettre au plastique fondu de refroidir et de se resolidifier, créer un poste permanent, soudure à l'état solide.
Avantages:
Vitesse: Les cycles de soudage sont généralement mesurés en secondes.
Propreté: Il ne nécessite aucun solvant chimique, adhésifs, ou des attaches.
Biocompatibilité: Cette caractéristique le rend très apprécié dans l'assemblage de Équipement médical et emballage stérile où les résidus chimiques sont inacceptables.
Préparation au post-traitement: La planification précoce est la clé
Préparation au post-traitement
C'est une erreur courante de considérer le post-traitement comme une réflexion après coup.. Attendre qu'une pièce soit entièrement conçue et moulée avant d'envisager des opérations secondaires est inefficace et coûteux..
Intégration de la conception: Vous devez discuter activement de vos exigences en matière de post-traitement, qu'il s'agisse de la nécessité d'un revêtement en poudre résistant aux rayures., la taille exacte d'un insert piqueté à chaud, ou la localisation d'un directeur énergétique pour le soudage, avec votre partenaire de fabrication dès la phase de conception.
En prenant en compte le post-traitement dès le départ, vous pouvez modifier la géométrie de la pièce, choisissez la résine optimale, et sélectionnez la solution la plus rentable, ce qui vous permettra d'économiser du temps et de l'argent sur votre prochain projet de moulage par injection.
FAQ
T1: Le post-traitement augmente-t-il toujours le coût final de la pièce?
Oui, le post-traitement ajoute une étape et un travail supplémentaires (manuel ou automatisé) au flux de fabrication, ce qui augmente le coût unitaire par rapport à une pièce « directement sortie du moule ». Cependant, c'est un coût stratégique. Par exemple, peindre une pièce peut augmenter le coût de la main d'œuvre, mais le coût global du projet pourrait être inférieur que d'utiliser une résine colorée spéciale et coûteuse dans la machine de moulage, ou payer pour des outils plus complexes conçus pour éliminer le flash.
T2: Comment choisir entre peindre et colorer directement le plastique?
Coloration du plastique (Résine pigmentée): Idéal pour les pièces nécessitant une uniformité de couleur sur tout le matériau (si la surface est rayée, la couleur reste) ou pour les pièces en grand volume où la cohérence est essentielle. C'est souvent moins cher pour du simple, couleurs unies.
Peinture: Idéal pour réaliser des effets spéciaux (métaux, haute brillance, doux au toucher), fournir des revêtements fonctionnels (Blindage EMI), ou couvrant les défauts. Il offre plus de contrôle sur la finition finale et peut être rentable pour obtenir plusieurs couleurs sur une seule pièce..
T3: Quelle est la principale différence entre le soudage à chaud et le soudage par ultrasons?
Les deux rejoignent les méthodes, mais leur mécanisme diffère:
Jalonnement thermique: Utilisations chaleur conductrice à partir d'un outil ou d'un insert chauffé pour faire fondre et remodeler un goujon ou un bossage en plastique, verrouillage d'un composant en place. C’est généralement plus lent que le soudage par ultrasons.
Soudage par ultrasons: Utilisations chaleur de friction généré par des vibrations à haute fréquence pour faire fondre les surfaces en plastique à l'interface du joint. C'est beaucoup plus rapide et crée un permanent, liaison solide directement entre deux composants en plastique.
T4: Tous les types de plastique peuvent-ils être marqués au laser?
Non. Le succès du marquage laser dépend fortement de la capacité du plastique à absorber la longueur d’onde du laser.. Bien que de nombreux thermoplastiques courants puissent être marqués, certains plastiques transparents ou très réfléchissants nécessitent des additifs spécifiques (souvent des pigments noirs ou blancs) pour faciliter la réaction chimique nécessaire et créer un contraste visible. La consultation d’un spécialiste du marquage laser est indispensable.
Q5: Pourquoi la préparation des surfaces (comme le traitement au plasma) si important pour la peinture?
Une bonne adhérence de la peinture nécessite une énergie de surface élevée sur le plastique. De nombreux plastiques courants (PE, PP) sont apolaires et ont une faible énergie de surface. Si l'énergie de surface est trop faible, la peinture ne mouillera pas correctement la surface et s'écaillera ou s'écaillera facilement, compromettant gravement la finition et la durabilité. Le traitement plasma augmente temporairement cette énergie de surface, assurer une forte, liaison au niveau moléculaire entre la peinture et le plastique.
Q6: La tampographie peut-elle être utilisée pour des surfaces très incurvées?
Oui, c’est l’un des principaux avantages de la tampographie. Le tampon de transfert en silicone est très flexible et peut se déformer pour s'adapter aux courbes., sphérique, ou surfaces tridimensionnelles irrégulières, permettant un croustillant, image plate du cliché (plaque) à transférer avec précision sur une géométrie complexe.
![]()