
La timbratura in alluminio è un processo fondamentale nel settore della fabbricazione dei metalli moderni. Noto per la sua forza, natura leggera, e eccellente formabilità, alluminio è un materiale preferito attraverso l'aerospaziale, settore automobilistico, elettronica di consumo, e industrie mediche. Sia che tu stia sviluppando alloggiamenti elettronici ad alta precisione o staffe strutturali su larga scala, Stamping Aluminium offre efficienza e versatilità senza pari.
In questa guida completa, Copriremo tutto ciò che devi sapere, dalla scelta della giusta lega di alluminio per padroneggiare le tecniche di stampaggio avanzate e risolvere i problemi di produzione comuni.
Scegliere la giusta lega di alluminio per la stampa

Le leghe di alluminio sono classificate per serie (1XXX a 8xxx), ciascuno definito dal loro elemento di lega primaria e caratteristiche di prestazione specifiche.
| Serie in lega | Elemento legale principale | Proprietà chiave |
| 1xxx | 99%+ puro alluminio | Eccellente duttilità, resistenza alla corrosione |
| 2xxx | Rame | Molta forza, Resistenza alla corrosione limitata |
| 3xxx | Manganese | Buona lavorabilità, forza moderata |
| 4xxx | Silicio | Resistenza all'usura, saldabilità migliorata |
| 5xxx | Magnesio | Molta forza, resistenza alla corrosione |
| 6xxx | Magnesio + Silicio | Trattabile con calore, Eccellente resistenza e saldabilità |
| 7xxx | Zinco | Massima forza, usato nell'aerospaziale |
| 8xxx | Varie | Usi speciali (per esempio., litio, ferro) |
Inoltre, L'alluminio è disponibile in vari tempers:
F: Come fabbricato
O: Ricotto
H: Tensione indurita
W: Soluzione trattata termicamente
T: Trattato termicamente
Gradi popolari per la stampa in alluminio
| Grado | Vantaggi |
| 1100 | Elevata duttilità, Eccellente per forme complesse e disegno profondo |
| 3003 | Forza migliorata, buona resistenza alla corrosione, Ideale per le pentole & pannelli |
| 5052 | Elevata resistenza alla fatica, eccellente resistenza alla corrosione, Buono per le parti marine |
| 6061 | Trattabile con calore, Ottima forza, buona lavorabilità, Utilizzato per parti strutturali |
| 7075 | Forza di livello aerospaziale, Formabilità ridotta, parti ad alte prestazioni |
Vantaggi delle parti stampate in alluminio
Le parti in alluminio timbrato non sono solo leggere ma offrono anche prestazioni eccezionali su più assi:
Elevato rapporto resistenza/peso: Critico per l'aerospaziale, settore automobilistico, e robotica.
Eccellente resistenza alla corrosione: Naturalmente forma uno strato di ossido protettivo.
Conducibilità termica ed elettrica superiore: Ideale per dissipatori di calore e connettori.
Non tossicità e riflettività: Adatto per prodotti di consumo e illuminazione.
Riciclabilità: L'alluminio è 100% riciclabile senza degrado in termini di qualità.
Grandi proprietà estetiche e di finitura: Compatibile con anodizzazione, pittura, verniciatura a polvere.
Nonostante questi vantaggi, Alcuni svantaggi includono:
Costo più elevato rispetto all'acciaio.
Saldabilità inferiore per determinate leghe.
Opzioni di trattamento termico limitate per alcuni voti.
Tecniche chiave di stampaggio in alluminio
Blanking - Taglia la forma di cui hai bisogno

Il blanking è come usare un cutter per biscotti sull'impasto. Prendi un foglio di alluminio e punisci la forma che desideri. La parte che è stata presa a pugni diventa il tuo ultimo pezzo. È un modo rapido per ottenere forme piatte di base.
Piercing - Fare buchi o aperture
Hai bisogno di un buco nel tuo pezzo di alluminio? Il piercing è la strada da percorrere. Questo metodo utilizza strumenti acuti (Chiamato pugni e muore) per creare buchi, slot, o tacche. È comunemente usato quando il design ha bisogno di buchi di cablaggio, Prese d'aria, o spazi di fissaggio.
Coniezione - Premendo i dettagli

La coniatura riguarda la pressione dell'alluminio davvero dura tra due strumenti per creare piccole forme, scanalature, o trame. Pensalo come stampare un design su una moneta, da qui il nome. Aiuta ad aggiungere caratteristiche di forza o di design a una parte.
Disegno profondo - Tiralo in una forma di tazza

Mai visto una lattina in alluminio? Questo è un disegno profondo. Questa tecnica porta l'alluminio in un profondo, forma vuota. È ottimo per parti come gli alloggiamenti della batteria, pentole di cucina, o qualsiasi round, contenitori profondi.
Goffratura - Aumentare o affondando schemi

Il goffratura è come aggiungere un logo o un design strutturato alla superficie dell'alluminio. Un dado a forma di preme nel metallo per sollevare o affondare il motivo. Questo aggiunge un tocco elegante o una trama utile per l'impugnatura o l'identificazione.
Flangiamento - Fare un bordo piegato
La flancia piega il bordo del metallo verso l'alto o verso il basso, Un po 'come la carta pieghevole. È utile per fare punti di connessione, Rafforzamento dei bordi, o creare razzi attorno ai buchi. Le flange sono spesso osservate tra parentesi o cornici.
Stamping progressivo da morire - Un passo alla volta
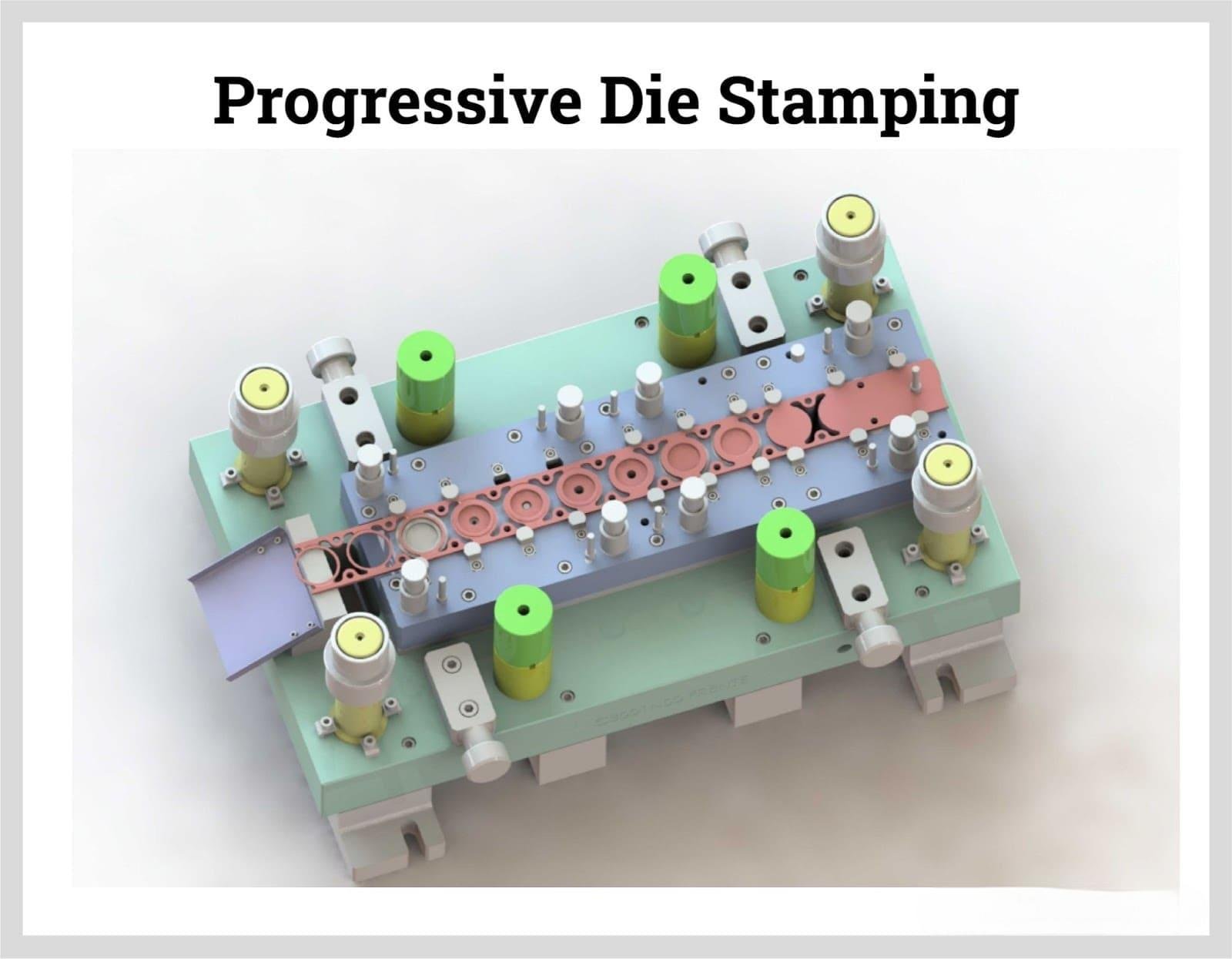
Questo metodo alimenta il foglio di alluminio attraverso una linea di stazioni, ognuno fa un piccolo lavoro: taglio, flessione, o modellare. Alla fine, Ottieni una parte completa. È perfetto per la produzione ad alto volume con lo stesso design.
Transfer Die Stamping - Mano pezzi tra i passaggi

Qui, La parte in alluminio viene tagliata presto e poi spostata da una stazione all'altra. Di solito viene fatto da un braccio o trasportatore. È l'ideale per fare grandi parti che necessitano di diversi passaggi.
Stamping a quattro slide - Formazione da tutti i lati

Questo è un po' diverso: utilizza quattro strumenti contemporaneamente che scorrono da direzioni diverse. È come essere schiacciati da tutte le parti contemporaneamente! Ottimo per fare piccoli, parti complesse in modo rapido ed efficiente.
Cancellazione fine – Super pulito, Bordi affilati

La cancellazione fine ti dà morbidezza, bordi precisi senza rugosità o sbavature. Utilizza più pressione e strumenti speciali, rendendolo ideale per parti in cui il bordo deve essere pulito, come ingranaggi o rondelle.
Vuoi che lo riformatti per un articolo del sito web con titoli e punti elenco? Posso anche suggerire immagini da abbinare a ciascuna tecnica!
Industrie che si affidano alla timbratura in alluminio
Aerospaziale: Costole delle ali, parentesi, alloggiamenti.
Settore automobilistico: Involucri di batterie, pannelli, supporti del sensore.
Elettronica: Dissipatori di calore, Involucri di schermatura EMI.
Elettrodomestici: Alloggi, supporti strutturali.
Medico: Parti del dispositivo diagnostico, cruscotti.
Costruzione: Frame delle finestre, finiture decorative, elementi della facciata.
Illuminazione: Riflettori, strutture di dissipazione del calore.
Applicazioni del mondo reale di parti stampate in alluminio
| Lega | Applicazioni |
| 1100 | Riflettori, pannelli anodizzati, targhette |
| 2024 | Parti aerospaziali, Raccordi di aeromobili lavorati |
| 3003 | Copertura, utensili, contenitori di stoccaggio |
| 5052 | Parti marine, coperture per apparecchi, serbatoi di carburante |
| 6061 | Telai di biciclette, Componenti del telaio automobilistico |
| 6063 | Estrusioni architettoniche, ringhiere |
| 7075 | Fissaggi aerospaziali, bracci a sospensione ad alte prestazioni |
Le parti timbrate comuni includono:
Connettori
Dissipatori di calore
Parentesi
Copertine di schermatura
Guarnizioni
Morsetti
Distanziatori
Vassoi
Sfide nella timbratura in alluminio e come risolverli
Accumulo di ossido di alluminio
Ostacola la saldatura e il contatto elettrico.
Soluzione: Pulito prima della saldatura; Usa flussi speciali o anodizzanti.
Abbigliamento per utensili
L'alluminio può causare un'usura abrasiva su stampi a causa della sua morbidezza e appiccicosità.
Soluzioni:
Usa acciai per utensili più difficili (per esempio., D2, M2).
Applicare rivestimenti PVD o nitrimento.
Utilizzare lubrificanti adeguati.
Problemi di perforazione
Alcune leghe (per esempio., 3xxx, 4xxx) Riduci o deformi quando viene dato un pugno.
Soluzioni:
Aumenta la clearance.
Usa facce piatte per punzonatura senza angoli di taglio.
Malvagio
Si verifica quando l'alluminio si attacca a pugni o morire, conducendo a superfici irregolari.
Soluzioni:
Usa i rivestimenti anti-galling.
Ridurre la rugosità superficiale.
Utilizzare lubrificanti ad alte prestazioni.
Altri problemi
Springback: Usa i trattamenti eccessivi o caldi.
Rughe: Controlla la forza del supporto vuoto.
Crepe/divisioni: Usa gli tempi ricotti o regola il raggio di piega.
Die Tooling e Press Opzioni per la stampa in alluminio
Muore singola stazione
Muore composto: Più azioni di taglio in un colpo.
La combinazione muore: Si esibisce il taglio e la formazione in un solo passaggio.
Muore multi-stazione
Meglio per operazioni di stampaggio progressivo e di trasferimento.
Tipi di presse di stampaggio
Presse meccaniche: Ad alta velocità, utilizzato per operazioni poco profonde.
Presse idrauliche: Meglio per il disegno profondo e materiali spessi.
Servo pressa: Programmabile e molto accurato.
Conclusione
La timbratura in alluminio è una dinamica, conveniente, e metodo di fabbricazione scalabile che soddisfa le esigenze delle industrie moderne. Con la giusta selezione in lega, utensileria, e processo di stampaggio, puoi ottenere un'alta precisione, integrità strutturale, e finitura superficiale nei componenti in alluminio.
Al TOP, Portiamo decenni di competenza in parti in alluminio timbrato, fornendo supporto end-to-end da utensili interni e prototipazione alla produzione di grandi volumi. Contattaci oggi per una soluzione su misura che si adatta ai requisiti esatti.
Domande frequenti
Q1: È in alluminio buono per la stampa?
SÌ. La sua duttilità, forza, e la resistenza alla corrosione lo rendono ideale per una vasta gamma di applicazioni di stampaggio.
Q2: Puoi anodizzare l'alluminio timbrato?
Assolutamente. L'anodizzazione migliora la durezza superficiale e la resistenza alla corrosione, Soprattutto negli usi marini o architettonici.
Q3: Quale grado in alluminio è il migliore per la formazione?
3003 E 5052 sono preferiti per la formazione a causa della loro elevata duttilità e resistenza alla corrosione.
Q4: Ci sono lubrificanti realizzati per la stampa in alluminio?
SÌ. Usa completamente sintetico, lubrificanti senza olio per operazioni pulite ed efficaci.
Q5: Puoi usare i davi standard per l'alluminio?
SÌ, sebbene per una durata degli strumenti più lunga e una migliore qualità della parte, Sono preferiti i davi rivestiti o induriti.
![]()

