
La lavorazione di scanalatura è un processo di lavorazione dei metalli comune ma importante utilizzato per creare canali o rientranze stretti su un pezzo. Anche se potrebbe sembrare semplice, la scanalatura è un'operazione precisa che gioca un ruolo importante nel modo in cui le parti si incastrano, funzione, e anche come appaiono. Dalle scanalature di tenuta per O-ring agli accenti decorativi sui prodotti in metallo, la scanalatura viene utilizzata in settori come quello automobilistico, aerospaziale, olio & gas, e produzione.
Questa guida analizza cos'è la lavorazione di scanalatura, come funziona, la tipologia delle macchine e degli strumenti utilizzati, tecniche per il successo, sfide comuni, e applicazioni pratiche.
Cos'è la lavorazione di scanalatura?

La lavorazione di scanalatura è un processo di produzione sottrattiva in cui un utensile da taglio rimuove il materiale per formare un canale, slot, o sezione incassata sulla superficie di un pezzo.
I solchi possono essere esterno (sul diametro esterno), interno (all'interno di un foro o di un foro), o su una superficie piana.
Gli scopi principali della scanalatura includono:
Sigillatura - per esempio., Scanalature degli O-ring nei componenti idraulici.
Assemblea – fornire uno spazio per anelli di ritenzione o anelli elastici.
Funzionalità – realizzare percorsi per fluidi o fili.
Decorazione – aggiunta di dettagli estetici ai prodotti.
Come funziona la lavorazione di scanalatura
Mantenere fermo il pezzo da lavorare
Primo, il pezzo (il materiale che stai lavorando) è bloccato in posizione, di solito su un tornio, fresatrice, o macchina CNC. Ciò garantisce che non si muova mentre lo strumento sta tagliando.
Scegliere lo strumento giusto
L'utensile per scanalatura è appositamente sagomato per adattarsi alla scanalatura desiderata. Per esempio, può essere diretto per un canale semplice, oppure hanno la punta arrotondata per forme particolari. In molti casi, Gli utensili con punta in metallo duro o rivestiti vengono utilizzati per una migliore resistenza all'usura.
Posizionamento dello strumento
Lo strumento è accuratamente allineato con il punto in cui verrà realizzata la scanalatura. In Lavorazione CNC, questo posizionamento avviene automaticamente con altissima precisione.
Effettuare il taglio
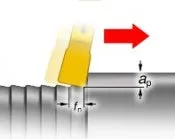
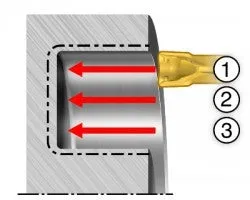
L'utensile entra nel materiale e ritaglia una sezione stretta. La profondità e la larghezza della scanalatura dipendono dal design del pezzo e dalla forma dell'utensile. Il taglio può essere eseguito in una sola passata per scanalature poco profonde, oppure in più passate per quelle più profonde per evitare stress all'utensile.
Controllo della velocità e dell'avanzamento
La velocità di taglio (la velocità con cui si muove lo strumento) e velocità di avanzamento (quanto velocemente avanza nel materiale) sono regolati per prevenire l'usura dell'utensile, surriscaldamento, o scarsa finitura superficiale. I materiali più duri richiedono velocità inferiori e un raffreddamento accurato.
Finire il solco
Dopo che la scanalatura è stata tagliata, l'utensile può effettuare una passata finale per levigare la superficie. A volte vengono utilizzati processi aggiuntivi come la lucidatura o la sbavatura per rimuovere gli spigoli vivi e garantire che la scanalatura soddisfi le specifiche esatte.
Strumenti utilizzati nelle operazioni di scanalatura

Inserti per scanalatura
Questi sono piccoli, punte di taglio sostituibili che si inseriscono in un portautensili. Sono disponibili in molte forme e dimensioni per adattarsi alla scanalatura che devi tagliare. Gli inserti in metallo duro sono popolari perché sono resistenti e durano a lungo, anche su materiali più duri.
Utensili per tornitura e scanalatura
Utilizzato principalmente su torni, questi strumenti aiutano a tagliare le scanalature lungo un pezzo rotante. Sono disponibili in diversi modelli per scanalature diritte, solchi del viso, o anche scanalature sagomate speciali.
Strumenti di separazione (Strumenti di taglio)
Considerateli come utensili per scanalature con un duplice ruolo: servono principalmente per tagliare una parte finita dal materiale rimanente, ma possono anche tagliare scanalature strette quando necessario.
Utensili per scanalatura interna
Questi strumenti entrano nelle parti cave, come tubi o tubature, per tagliare scanalature sulle superfici interne. Sono più lunghi e più sottili in modo da poter raggiungere i punti più stretti.
Utensili per scanalatura esterna
Utilizzato per tagliare scanalature sulla superficie esterna di una parte, questi sono disponibili in una varietà di forme per adattarsi a diverse dimensioni e profili di scanalatura.
Utensili per scanalatura frontale
Progettato per scanalature sulla faccia piana di una parte, questi strumenti possono raggiungere aree in cui i normali strumenti di scanalatura non possono raggiungere.
Rompitrucioli
Non esattamente un utensile da taglio, ma un importante componente aggiuntivo: i rompitrucioli aiutano a spezzare i trucioli metallici in pezzi più piccoli in modo che non si aggroviglino o causino danni durante il taglio.
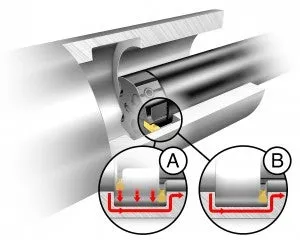
Sistemi di erogazione del refrigerante
Mantenere le cose fresche durante la scanalatura è fondamentale. Gli ugelli del refrigerante specializzati indirizzano il liquido direttamente nella zona di taglio per ridurre il calore, estendere la durata dello strumento, e migliorare la finitura.
Tipi di macchine per scanalatura
Torni
Questi sono i più comuni per la scanalatura. Il pezzo gira mentre l'utensile da taglio scava lentamente la scanalatura.
Perfetto per realizzare parti rotonde come alberi, tubi, e boccole.
Ottimo sia per piccole parti personalizzate che per produzioni su larga scala.
Macchine per la fresatura
Invece di far girare il pezzo, la fresa gira e si muove attraverso il materiale per tagliare le scanalature.
Ottimo per superfici piane, slot, e forme più complesse.
Funziona bene quando hai bisogno di alta precisione e dettagli nitidi.
Macchine per scanalatura CNC
Completamente controllato dal computer per la massima precisione.
Può produrre scanalature coerenti rapidamente e con un errore umano minimo.
Ideale per la produzione di volumi elevati e modelli di scanalature complessi.
Macchine per scanalatura specializzate
Costruito per compiti specifici, come tagliare scanalature nei dischi dei freni, cuscinetti, o tubi.
Spesso utilizzato in settori come quello automobilistico, aerospaziale, e petrolio & gas.
Fornire un taglio più rapido ed efficiente per esigenze specializzate.
Tecniche di lavorazione della scanalatura
Scanalatura esterna
Taglio di una scanalatura sulla superficie esterna di una parte.
Immaginalo come intagliare un anello attorno al bordo esterno di un cilindro o di un tubo.
Comune per realizzare sedi O-ring, scanalature degli anelli elastici, o motivi decorativi.
Scanalatura interna
Taglio di scanalature all'interno di un foro o di un foro.
Utile per aggiungere scanalature di tenuta all'interno dei cilindri o creare incavi per componenti.
Richiede strumenti speciali per raggiungere l'interno senza danneggiare la parte.
Scanalatura frontale
Realizzazione di scanalature sulla faccia piana di un pezzo, non il lato.
Immagina di disegnare un cerchio su una superficie piana e poi di tagliarlo nel materiale.
Spesso utilizzato per sigillare le superfici di flange o sedi di valvole.
Combinazione di troncatura e scanalatura
Alcuni strumenti possono tagliare una scanalatura e poi andare più in profondità per separare completamente la parte.
Risparmia tempo e riduce i cambi di utensile nella produzione.
Taglio multi-gola
Taglio di più scanalature in un'unica passata utilizzando utensili speciali.
Ideale per parti che necessitano di motivi ripetuti o di scanalature multiple parallele.
Scelte dei materiali per la lavorazione di scanalatura
Alluminio - Il metallo accomodante
L'alluminio è morbido e leggero, il che lo rende super amichevole per la scanalatura. Puoi far funzionare le macchine più velocemente, e gli strumenti non si consumano così rapidamente. Ma fai attenzione a quei chip appiccicosi che possono aggrovigliarsi e rallentare le cose. Usare strumenti affilati e mantenere i trucioli in movimento con un buon liquido refrigerante aiuta a mantenere le cose lisce.
Acciaio inossidabile — Il duro
L'acciaio inossidabile è resistente e un po' testardo. È più difficile per i tuoi strumenti e crea più calore, il che significa che devi rallentare un po' le cose. Anche, l'acciaio inossidabile può indurirsi durante il taglio (chiamato incrudimento del lavoro), quindi mantenere le velocità e gli avanzamenti giusti è fondamentale. Non dimenticare un sacco di liquido refrigerante per mantenere le cose fresche e i tuoi strumenti felici.
Ottone — L'Operatore Liscio
L'ottone è come il mezzo felice. È abbastanza morbido da poter essere tagliato rapidamente ma abbastanza resistente da mantenere una buona forma. Rende piccolo, chip gestibili che non intasano la macchina, il che è un grande vantaggio. Più, è delicato sui tuoi strumenti, ma un po' di lubrificante è molto utile per far sì che tutto funzioni senza intoppi.
Ghisa - Il grezzo e pronto
La ghisa è dura e fragile. Non è il materiale più facile da scanalare perché può causare l'usura rapida dei tuoi strumenti o addirittura la rottura se non stai attento. Ma se usi gli strumenti giusti e velocità inferiori, puoi ottenere dei bei groove senza troppi problemi. In questo caso i refrigeranti e il controllo dei trucioli sono importanti.
Plastica — L'amico flessibile
Scanalare la plastica è solitamente più semplice perché è più morbida, ma possono sciogliersi o deformarsi se si sbaglia la velocità. Mantieni una velocità di taglio moderata e utilizza strumenti affilati per evitare che si sciolgano o si rompano.
Qual è la differenza tra scanalatura e altre tecniche di lavorazione?
| Tecnica di lavorazione | Cosa fa | Come funziona | Uso tipico | In cosa differisce dalla scanalatura |
| Scanalatura | Taglia scanalature o canali stretti | L'utensile da taglio crea precisione, tagli stretti su un pezzo in rotazione (solitamente su un tornio) | Realizzazione di scanalature per guarnizioni, O-ring, anelli di ritenzione | Concentrato sul piccolo, scanalature precise anziché modellare parti intere |
| Girando | Forma parti rotonde o cilindriche | Il pezzo gira, e lo strumento rimuove il materiale per creare forme esterne o interne | Realizzazione di alberi, coni, cilindri | La scanalatura è una forma specializzata di tornitura focalizzata sulle scanalature anziché su forme complete |
| Fresatura | Rimuove il materiale per creare superfici piane, tasche, o forme complesse | L'utensile da taglio rotante si muove su un pezzo fermo | Creazione di facce piane, slot, o funzionalità 3D complesse | La fresatura taglia parti fisse, la scanalatura taglia le parti rotanti; la fresatura modella elementi di grandi dimensioni |
| Rettifica | Leviga e rifinisce le superfici | La mola abrasiva rimuove piccole quantità di materiale per lucidare o dimensionare le parti | Finitura, raggiungimento di tolleranze strette | La molatura rifinisce le superfici; la scanalatura taglia il materiale per formare scanalature |
| Scanalatura | Crea lungo, tagli stretti (slot) | L'utensile taglia fessure lineari nel pezzo, spesso più larghi e profondi dei solchi | Sedi per chiavette, fessure di fissaggio | Le fessure sono generalmente più grandi e svolgono funzioni diverse rispetto alle scanalature |
Sfide comuni nella lavorazione di scanalatura
Rottura dell'utensile
Gli utensili per scanalatura sono spesso stretti e fragili rispetto agli utensili di tornitura standard.
Se la velocità di avanzamento è troppo aggressiva o il materiale è troppo duro, la punta può spezzarsi.
Mancia: Utilizzare la dimensione dell'utensile corretta, e non spingerlo più forte di quanto raccomandato.
Scarso controllo del truciolo
Quando i trucioli non si rompono correttamente, possono rimanere incastrati nella scanalatura, graffiare la superficie, o avvolgere lo strumento.
Mancia: Scegliete geometrie degli inserti e parametri di taglio progettati per una migliore rottura del truciolo.
Vibrazioni e chiacchiere
Gli utensili lunghi o sottili possono vibrare, lasciando increspature sulla superficie della scanalatura.
Mancia: Mantenere corta la sporgenza dell'utensile, ridurre la velocità di taglio, e assicurarsi che la configurazione sia rigida.
Surriscaldamento
La scanalatura genera molto calore in una piccola area. Senza abbastanza raffreddamento, lo strumento può usurarsi rapidamente, e la superficie della parte potrebbe bruciarsi.
Mancia: Utilizzare un flusso di refrigerante adeguato o, per alcuni materiali, refrigerante ad alta pressione per lavare i trucioli e controllare la temperatura.
Problemi di finitura superficiale
Se la scanalatura appare ruvida o irregolare, potrebbe essere dovuto a strumenti smussati, vibrazione, o velocità di avanzamento improprie.
Mancia: Mantenere l'utensile affilato e regolare le condizioni di taglio per finiture più lisce.
Mantenere tolleranze strette
Nelle applicazioni di sigillatura o di raccordo, anche piccoli errori nella larghezza o profondità della scanalatura possono causare perdite o guasti alle parti.
Mancia: Misurare attentamente durante e dopo la lavorazione, e utilizzare strumenti con elevata precisione dimensionale.
Applicazioni della lavorazione di scanalatura
Parti automobilistiche – Dalle fasce elastiche agli alberi motore, la scanalatura aiuta a creare gli spazi necessari per le guarnizioni, anelli elastici, o canali di lubrificazione. Senza quei solchi, i motori e le trasmissioni non funzionerebbero altrettanto bene (o durare altrettanto a lungo).
Componenti aerospaziali – Gli aeroplani e i veicoli spaziali utilizzano parti scanalate per funzioni critiche, come tenere in posizione gli anelli di ritenzione o gestire il flusso del fluido nei sistemi idraulici. La precisione è fondamentale in questo caso: piccoli errori possono causare grossi problemi.
Idraulica e pneumatica – Le scanalature aiutano a trattenere gli O-ring o gli elementi di tenuta che impediscono perdite nei sistemi ad alta pressione. Senza di loro, i cilindri idraulici o gli attuatori pneumatici non rimarrebbero sigillati sotto carichi pesanti.
Elettronica e connettori – Molti connettori elettrici e piccole parti meccaniche utilizzano scanalature sottili per bloccare i meccanismi o guidare insieme i gruppi.
Macchinari industriali – Dalle pompe ai sistemi di trasporto, le scanalature vengono tagliate negli alberi, rulli, e alloggiamenti per l'allineamento, bloccaggio, o scopi di lubrificazione.
Dispositivi medici - Strumenti chirurgici, impianti, e le apparecchiature diagnostiche hanno spesso micro-scanalature per i canali dei fluidi, punti di attacco, o design antiscivolo.
Standard di qualità: Dall'ISO all'IATF 16949
Nella produzione professionale, in particolare per i clienti automobilistici, la coerenza è importante quanto la precisione.
-
IATF 16949 Conformità: Questo standard automobilistico richiede severi Controllo statistico del processo (Spc). Per una scanalatura critica dell'O-ring, dovresti monitorare il Cpk (Indice di capacità del processo). Un Cpk di 1.33 o superiore indica che il processo di scanalatura è stabile e in grado di produrre parti in modo coerente entro la tolleranza.
Conclusione
La lavorazione di scanalatura è un processo versatile che può essere semplice come tagliare una fessura stretta o preciso come creare scanalature di tenuta a livello di micron nelle parti aerospaziali. La chiave del successo è utilizzare gli strumenti giusti, macchine, e tecniche comprendendo al contempo le proprietà del materiale e la funzione della scanalatura.
Con i progressi nella tecnologia CNC, la scanalatura è diventata più veloce, più preciso, e più ripetibile, rendendola un'abilità essenziale per qualsiasi macchinista moderno.
Domande frequenti
1. Qual è la differenza tra una scanalatura esterna e una scanalatura frontale??
La differenza è la orientamento sul pezzo:
-
Scanalatura esterna: Un canale tagliato attorno al diametro esterno (DI) di una parte cilindrica (per esempio., tagliare un anello su un albero). Questa operazione viene generalmente eseguita su un tornio.
-
Scanalatura frontale: Un canale tagliato sul faccia piatta di una parte, perpendicolare all'asse di rotazione. Viene spesso utilizzato per sigillare flange o sedi di valvole specializzate e richiede anche attrezzature specializzate su un tornio o talvolta su una fresa.
2. Perché il “controllo del truciolo” è spesso la sfida più grande nella scanalatura rispetto alla tornitura standard?
Il controllo del truciolo è difficile perché l'utensile per scanalatura è stretto e impegna il materiale solo su tre lati (anteriore ed entrambi i lati). Questo stretto confinamento rende difficile che i trucioli si arriccino e si rompano in modo netto. Se le patatine non si rompono, si formano a lungo, spirali filamentose che possono ottenere ritagliare, graffiare la superficie finita, avvolgere lo strumento, o bloccare il liquido di raffreddamento, tutto ciò porta al surriscaldamento e al guasto dell'utensile.
3. Quale è P/M/K designazione spesso presente sugli inserti per scanalatura?
IL P/M/K la designazione si riferisce ai tre primari Gruppi di materiali ISO per cui la geometria dell'inserto e il rivestimento sono ottimizzati:
-
P (Blu): Acciaio (per esempio., Acciai al carbonio e legati).
-
M (Giallo): Acciaio inossidabile.
- K (Rosso): Ghisa.La scelta di un inserto progettato per il gruppo di materiali corretto è fondamentale per ottenere un controllo truciolo e una durata utensile ottimali.
4. Come funziona il tipo di scanalatura (O-ring contro. Anello elastico) influiscono sui requisiti di lavorazione?
Il tipo di scanalatura determina quanto richiesto precisione e profilo dell'utensile:
-
Scanalatura dell'O-ring (Sigillatura): Richiede finiture superficiali estremamente lisce e un controllo dimensionale preciso (profondità e larghezza) per garantire un risultato perfetto, guarnizione a prova di perdite. Il fondo della scanalatura è solitamente leggermente arrotondato.
-
Anello elastico / Scanalatura dell'anello di sicurezza (Assemblea): Il requisito fondamentale è preciso larghezza e posizione della scanalatura per ancorare correttamente l'anello. Le pareti laterali devono essere verticali e gli angoli vivi.
5. Qual è la causa principale delle vibrazioni e delle chiacchiere nelle operazioni di scanalatura??
La causa principale è Scontaggio per utensili (la lunghezza di estensione dell'utensile dal supporto). Perché gli utensili per scanalare sono stretti e relativamente lunghi, mancano della rigidità di strumenti più ampi. Se la sporgenza è troppo lunga, lo strumento agisce come un diapason, causando Chatter che si traduce in una scarsa finitura superficiale, rumore, e usura prematura degli utensili. Mantenere la sporgenza dell'utensile quanto più corta possibile è la soluzione principale.
6. Perché l'acciaio inossidabile e l'alluminio dolce pongono sfide diverse durante la scanalatura?
Pongono sfide a causa delle diverse proprietà fisiche:
-
Acciaio inossidabile: Il problema principale è incrudimento del lavoro (il materiale diventa più duro mentre lo tagli) E generazione di calore. Ciò richiede strumenti robusti, velocità più lente, e avanzamenti aggressivi per tagliare sotto lo strato superficiale indurito.
-
Alluminio morbido: Il problema principale è sbavature e incollaggi di scheggiature. Il materiale è appiccicoso e tende ad aderire al tagliente, formazione bordo di costruzione (ARCO), che rovina la finitura superficiale. Ciò richiede strumenti estremamente affilati, angoli di spoglia più elevati, ed eccellente evacuazione del truciolo.
7. Quando viene utilizzata una fresatrice per scanalare al posto del tornio standard?
Una fresatrice viene utilizzata quando è necessario creare la scanalatura su a superficie non cilindrica o quando è necessario interrompere il solco (non un cerchio completo). Gli esempi includono:
-
Taglio scanalature per chiavette sull'estremità piatta di un albero.
-
Creazione di un motivo con scanalatura su a piastra piana o alloggiamento.
-
Taglio molto profondo o largo fessure rettangolari (che rientrano tra la fresatura e la scanalatura).
![]()

