Quando è iniziata la rivoluzione digitale, Molti prevedevano che i computer e i robot avrebbero presto sostituito gli umani sul pavimento della fabbrica, lavorando più velocemente, più economico, e senza errori. Ancora, decenni dopo, abbiamo scoperto che la creatività umana e la risoluzione dei problemi al volo rimangono insostituibili, soprattutto in compiti di produzione complessi. Le macchine CNC eccellono nella ripetitività, operazioni basate su regole, ma quando un pezzo supera i limiti della macchina o crea ostacoli imprevisti, è il macchinista esperto che trova una via da seguire.
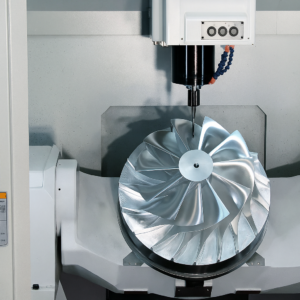
La lavorazione di pezzi di grandi dimensioni evidenzia questa sinergia tra automazione e ingegno umano. Mentre una fresatrice a 3 assi può facilmente produrre piccole staffe, affrontare una trave strutturale lunga 5 metri, un getto pesante, oppure uno stampo multi-tonnellata richiede un pensiero flessibile. In questo articolo, esploreremo quattro ostacoli comuni incontrati durante la lavorazione di componenti sovradimensionati e condivideremo aspetti pratici, strategie dettagliate impiegate da officine intraprendenti per portare a termine il lavoro nel modo giusto.
Quattro problemi comuni durante la lavorazione di pezzi di grandi dimensioni

Busta di lavoro troppo piccola
Il problema:
Anche i centri di lavoro più avanzati hanno corse finite in X, Y, e assi Z. Se la tua fusione o billetta grezza si estende oltre tali limiti, semplicemente non puoi raggiungere tutte le funzionalità in un'unica configurazione.
Soluzioni dettagliate:
Lavorazione segmentata & Riposizionamento
Infissi personalizzati: Lavorare una zona alla volta, quindi far scorrere o ruotare la parte in posizione utilizzando guide a coda di rondine o supporti rotanti di precisione.
Maschere di indicizzazione: Incorpora funzionalità di Riferimento integrate nella progettazione del tuo dispositivo in modo che la parte venga sempre posizionata accuratamente dopo ogni spostamento, eliminando errori di posizionamento cumulativi.
Progettazione CAD/CAM: Importa configurazioni segmentate nel tuo software CAM per simulare le distanze e generare percorsi utensile separati per ciascuna regione.
Macchinari alternativi
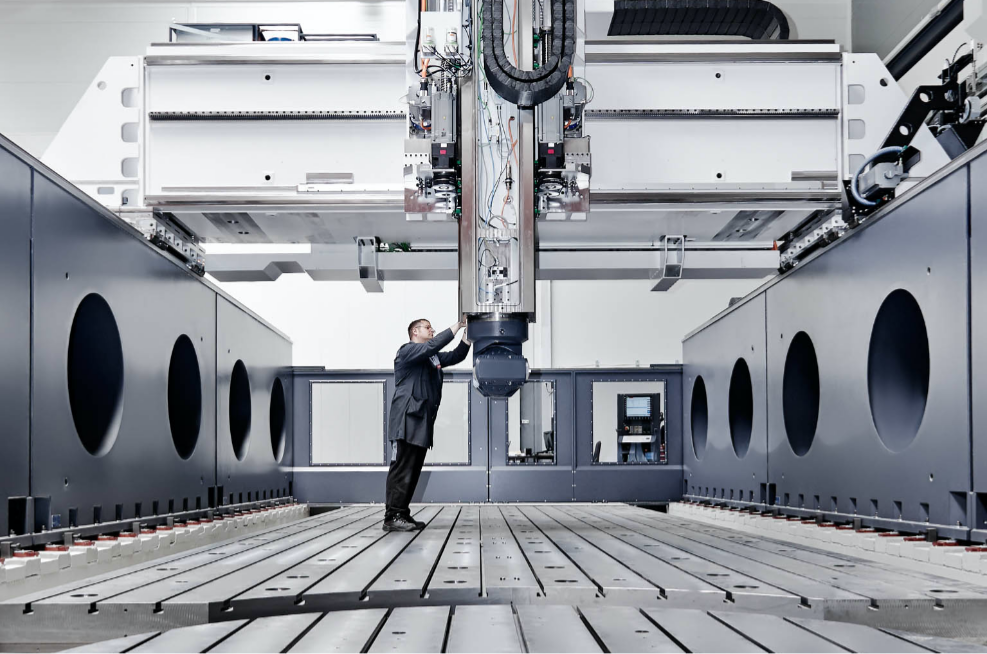
Mulini a portale: Per pezzi eccezionalmente grandi, i mulini a portale sopraelevato offrono centinaia di pollici di corsa.
Unità di lavoro portatili: Le alesatrici e fresatrici portatili in situ possono essere fissate direttamente su assiemi di grandi dimensioni, portare l'utensile sul pezzo e non viceversa.
Girando & Ibridi fresatura/tornitura: Un mulino orizzontale con tavola rotante di grande diametro consente di affrontare alberi o cilindri lunghi con meno configurazioni.
Pezzo troppo grande per la custodia
Il problema:
La tua parte potrebbe essere troppo alta sotto il mandrino, troppo lungo per entrare nelle barriere di sicurezza, o semplicemente così pesante da superare la capacità di carico della macchina.
Soluzioni dettagliate:
Progettazione di parti modulari
Componenti divisi: Durante la fase di progettazione, specificare che gli assemblaggi complessi siano prodotti in sottoassiemi imbullonati. La lavorazione di moduli più piccoli spesso riduce la complessità della configurazione e migliora le tolleranze.
Finitura dell'intero assemblaggio: Le facce di accoppiamento della macchina e le caratteristiche di allineamento durano, dopo l'assemblaggio saldato o imbullonato, per garantire la precisione complessiva.
Modifiche alla macchina (con cautela)
Scambio di teste del mandrino: Utilizzare un portautensili naso-tavola più corto per ottenere una corsa Z extra.
Rimozione della barriera: Rimuovere o riconfigurare temporaneamente le protezioni contro i trucioli e gli sportelli di sicurezza, dopo la valutazione del rischio e il corretto bloccaggio/etichettatura, per accogliere parti più lunghe.
Maggiore rigidità: Rinforzare o aggiungere supporti a porte e protezioni per evitare vibrazioni o contatti accidentali.
Supporti esterni & Carica condivisione
Ripose costanti & Contropunte: Posizionare cuscinetti fissi personalizzati o supporti a rulli sotto le sezioni sporgenti per evitare cedimenti e deflessioni.
Sollevatori idraulici o pneumatici: Utilizzare piattaforme o martinetti a sollevamento aereo per condividere il peso di parti estremamente pesanti; ciò riduce la sollecitazione sugli assi e sui cuscinetti della macchina.
Mancato rispetto di tolleranze strette
Il problema:
Grande, le parti ingombranti possono spostarsi, registrare in modo errato tra le configurazioni, o accumulare piccoli errori che si riversano in funzionalità fuori tolleranza.
Soluzioni dettagliate:
Convalida rigorosa della configurazione
Tracciamento laser & Allineamento: Utilizza i laser tracker per verificare che il bloccaggio del pezzo e gli allineamenti degli assi rimangano entro pochi micron sull'intera area di lavorazione.
Test con ballbar: Regolari test ballbar o prestazioni sulla macchina rilevano eventuali piccole imprecisioni geometriche o giochi che potrebbero compromettere gli accoppiamenti critici.
Passate di finitura incrementali
Tagli semifiniti: Invece di passare direttamente da una passata di sgrossatura pesante a un singolo taglio di finitura, programmare una “semifinitura” intermedia per rimuovere la maggior parte dei segni di lavorazione residui prima della passata finale.
Controllo adattivo del percorso utensile: Utilizza gli algoritmi di sgrossatura sensibili al grezzo del software CAM per evitare di sovraccaricare gli utensili e introdurre deflessioni durante i tagli profondi.
Tecniche avanzate di bloccaggio del lavoro
Bloccaggio a punto zero: I localizzatori a cambio rapido mantengono riferimenti di riferimento coerenti anche se la parte viene spostata dal tavolo e riposizionata.
Kit di fissaggio modulari: I blocchi di fissaggio e le lapidi preconfigurate consentono di ristabilire istantaneamente le coordinate di lavoro tra le configurazioni.
Termico & Distorsione meccanica
Il problema:
Grandi volumi di metallo assorbono il calore di taglio in modo non uniforme, provocando un’espansione che sposta le dimensioni critiche. Le sporgenze pesanti o le sezioni sbilanciate si flettono sotto le forze di taglio, portando a vibrazioni o deflessioni permanenti.
Soluzioni dettagliate:
Gestione termica
Sgrossatura a bassa temperatura: Optare per profondità di taglio assiali leggere e velocità di taglio più elevate per ridurre al minimo l'accumulo di calore.
Refrigeranti ad alto flusso: Utilizza sistemi di raffreddamento con ugelli ad alta pressione per evacuare i trucioli e controllare con precisione la temperatura nella zona di taglio.
Periodi di riposo intermittente: Per componenti massicci, fare una pausa periodicamente per consentire alla parte di ritornare alla temperatura ambiente prima di riprendere le finiture critiche.
Rinforzo meccanico & Bilanciamento
Stabilizzatori personalizzati: Realizza supporti fissi regolabili che si fissano attorno a cilindri o travi, rimozione della flessibilità durante la fresatura assiale lunga.
Contrappesi & Bilanciatori: Attaccare contrappesi temporanei alle sezioni sporgenti, ridistribuire la massa in modo che il carico del mandrino rimanga centrato.
Inserto smorzatore di vibrazioni: Posizionare cuscinetti smorzanti iniettati di polimero tra la parte e il dispositivo per assorbire le vibrazioni minori.
Tips per una lavorazione di pezzi di grandi dimensioni di successo
Pianificazione anticipata & Simulazione
Utilizza la tecnologia del gemello digitale e l'analisi FEM in CAD/CAM per prevedere la deformazione, interferenza, e deriva termica prima del taglio del metallo.
Sfruttare la versatilità del negozio
Combina processi: tornitura, noioso, mulino, e persino l'elettroerosione, per affrontare diverse sezioni di un pezzo di grandi dimensioni in modo più efficiente.
Dare importanza agli operatori qualificati
Incoraggiare gli operatori a documentare le "lezioni apprese" su ciascun progetto, costruire una base di conoscenze vivente di soluzioni alternative per futuri lavori di grandi dimensioni.
Riflettori sulle capacità del mondo reale
Massima precisione (Per esempio), le nostre frese a portale a 5 assi per carichi pesanti offrono corse dell'asse X superiori 10 metri, mentre le nostre teste di alesatura in situ possono lavorare alloggiamenti di ingranaggi assemblati senza smontaggio. Abbiniamo questo hardware a metrologia avanzata: laser tracker, bracci CMM portatili, e controllo adattivo in tempo reale, per garantire che ogni componente di grandi dimensioni soddisfi le specifiche, non importa la sua dimensione o complessità.
Conclusione
La lavorazione di pezzi di grandi dimensioni amplifica ogni sfida: gli errori di impostazione diventano costosi, la distorsione termica può rovinare intere corse, e i limiti delle macchine richiedono un pensiero creativo. Ancora, questi ostacoli evidenziano anche il valore di un macchinista esperto e di un'officina meccanica flessibile. Unendo una pianificazione meticolosa, fissaggio adattivo, gestione termica, e attrezzature versatili, anche i pezzi più grandi possono essere lavorati in modo accurato ed efficiente.
Quando affronti una sfida di lavorazione di grandi dimensioni, Ricordare: è la miscela di automazione e ingegno umano che alla fine garantisce il successo. Collabora con un'officina di alto livello specializzata in lavori di grandi dimensioni per trasformare i tuoi progetti più difficili in vantaggi competitivi.
Per saperne di più:
Maschere e dispositivo: Tutto quello che devi sapere
Comprensione del formato di file CAD per la lavorazione a CNC
![]()