
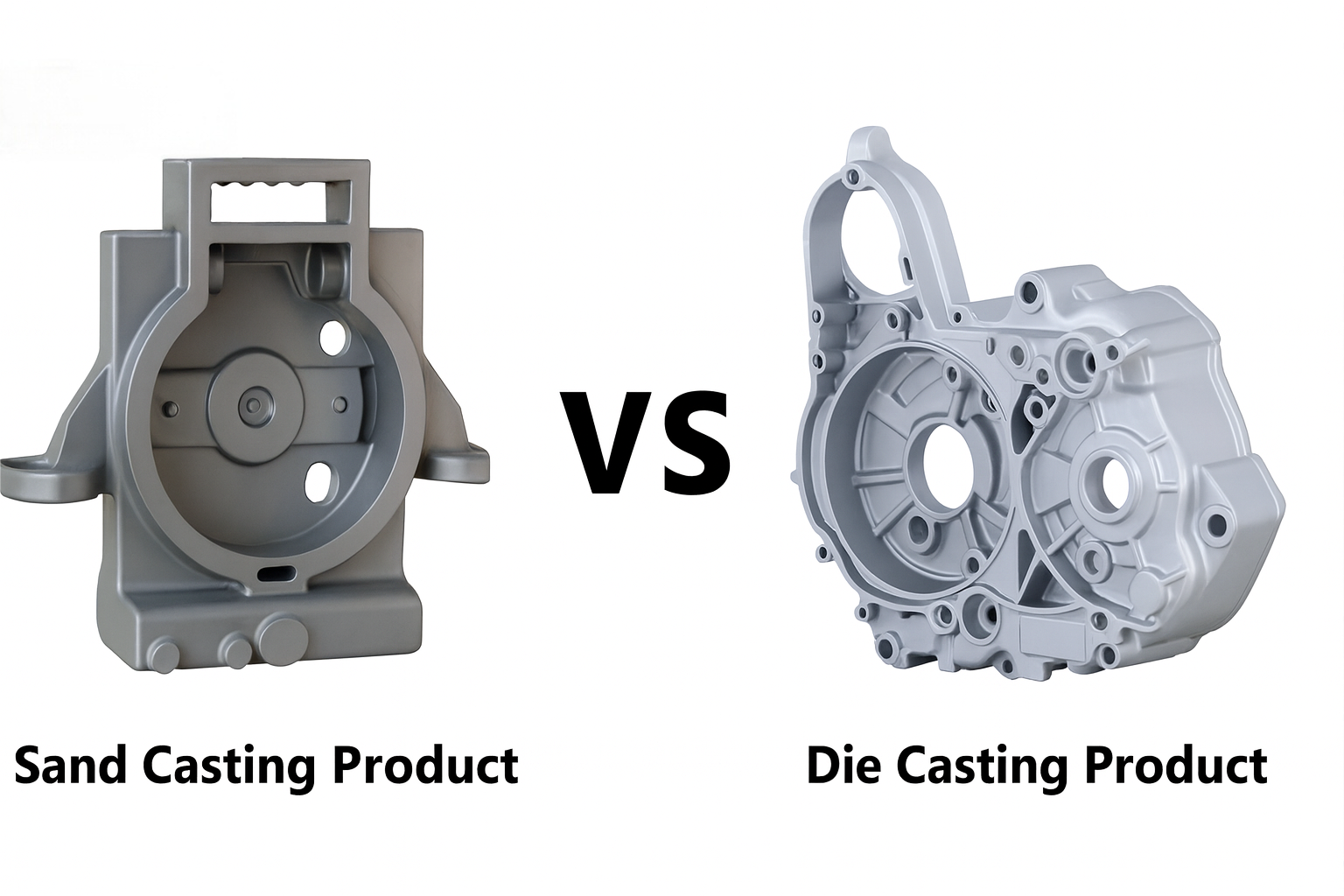
Escolher o método de fundição correto é uma decisão crítica que determina a qualidade final de um produto, custo, e viabilidade. Ambos Fundição sob pressão e Fundição em Areia são processos fundamentais na fabricação de metal, mas operam sob princípios muito diferentes e atendem a requisitos industriais distintos. Embora ambos atinjam o objetivo básico de moldar o metal fundido na forma desejada, compreender seus mecanismos e compensações distintos é essencial para engenheiros de produto e especialistas em compras.
Visão geral e princípios básicos
Fundição sob pressão (Processo de alta pressão)
A fundição sob pressão utiliza durável, usinado com precisão moldes metálicos (morre). O metal fundido é injetado nesses moldes em pressão extremamente alta (até 4,500 psi) e alta velocidade. Esta pressão força o metal em cada cavidade do molde, criando recursos altamente definidos. Uma vez solidificado, o dado abre, e a parte (o elenco) é ejetado.
Fundição em Areia (Processo Atmosférico)
Fundição em areia, a forma mais antiga de fundição, utiliza moldes criados a partir de uma mistura de areia, argila, e água (ou ligantes químicos). O metal fundido é derramado na cavidade do molde sob pressão atmosférica (gravidade sozinha). O molde de areia é destruído para recuperar a peça acabada, e um novo molde deve ser preparado para o próximo ciclo.
Principais diferenças em detalhes
A seleção muitas vezes depende de uma comparação profunda entre sete parâmetros principais:
A. Material de ferramenta e durabilidade
Fundição sob pressão: Os moldes metálicos (morre) são feitos de aço ferramenta endurecido, projetado para suportar milhares de ciclos. Esta alta durabilidade é a base da eficiência do processo para produção em massa.
Fundição em Areia: Os moldes são efêmeros e feitos de areia compactada, projetado para um único uso. O padrão (usado para criar a cavidade na areia) pode ser madeira, plástico, ou metal, oferecendo custos iniciais mais baixos.
B. Volume de produção e custos de ferramentas
| Parâmetro | Fundição em Areia | Fundição sob pressão |
| Custo de ferramentas (Inicial) | Baixo (tipicamente $500 para $8,000) | Alto (tipicamente $8,000 para $80,000 ou mais) |
| Tempo de ciclo | Lento (inclui 5–10 minutos para preparação/destruição do molde) | Rápido (ciclos medidos em segundos/minutos) |
| Volume ideal | Baixo a médio (Protótipos, 1 para 500 unidades) | Produção em massa de alto volume (Milhares a milhões) |
| Custo por peça | Mais alto | Muito baixo (devido ao tempo de ciclo rápido) |
C. Exatidão e Precisão Dimensional
A alta pressão usada na fundição sob pressão é crucial para a precisão.
Fundição sob pressão: Conquistas precisão dimensional superior (tolerâncias frequentemente dentro de ± 0.05 mm a ± 0.15 milímetros. Essa precisão muitas vezes minimiza ou elimina a necessidade de pós-usinagem dispendiosa.
Fundição em Areia: Menor precisão (tolerâncias normalmente ± 0.8 mm a ± 1.5 milímetros). O processo resulta em um ajuste mais frouxo e requer maior subsídios de usinagem (material extra adicionado para usinagem CNC subsequente).
D. Acabamento superficial e espessura da parede
Acabamento de superfície:
Fundição sob pressão: Produz um excelente, acabamento suave (tão baixo quanto 1 μm) direto do molde, muitas vezes sem necessidade de acabamento.
Fundição em Areia: Deixa um grosseiro, superfície áspera devido à textura do molde de areia, exigindo limpeza extensa, moagem, ou tiro.
Espessura da Parede:
Fundição sob pressão: Capaz de produzir muito paredes finas (tão fino quanto 0.5 milímetros), permitindo designs leves.
Fundição em Areia: Limitado a paredes mais grossas (tipicamente 3 milímetros ou mais) para garantir o fluxo adequado e evitar defeitos de solidificação.
E. Qualidade Interna e Força
Fundição sob pressão: A injeção de alta pressão minimiza a porosidade interna (lacunas de ar). Isso resulta em uma densidade mais densa, parte mais forte com propriedades mecânicas superiores e uma estrutura interna mais consistente.
Fundição em Areia: Como o metal é derramado sob a gravidade, bolsas de ar e porosidade são comuns. Embora a resistência geral do material possa ser comparável, o risco de defeitos internos é maior, o que pode afetar a consistência e a vida em fadiga.
F. Seleção de materiais e restrições de tamanho
Limitações materiais (Simpatia da liga):
Fundição sob pressão: Principalmente limitado a ligas de baixo ponto de fusão como alumínio (Al), Zinco (Zn), Magnésio (mg), e cobre (Cu) ligas. Metais ferrosos de alto ponto de fusão (como aço) são geralmente incompatíveis porque danificariam rapidamente a matriz metálica.
Fundição em Areia: Altamente versátil e compatível com liga. Pode ser usado por quase qualquer metal, incluindo ligas ferrosas de alta temperatura, como aço e ferro fundido, como o molde de areia é destruído após um uso.
Restrições de tamanho:
Fundição sob pressão: Geralmente limitado a peças de pequeno a médio porte (por exemplo., blocos de motor, casos de transmissão, alojamentos).
Fundição em Areia: Ideal para componentes muito grandes (por exemplo., carcaças de bombas enormes, grandes bases de máquinas, hélices de navio), já que o tamanho do molde é facilmente dimensionado.
Selecionando o processo certo
A escolha ideal é determinada pela priorização dos principais requisitos do componente final:
| Se o seu requisito principal for… | Escolher… | Justificativa |
| Alto volume de produção | Fundição sob pressão | Tempo de ciclo mais rápido (maior rendimento). |
| Baixo orçamento de ferramentas / Início rápido | Fundição em Areia | Investimento inicial mínimo e criação rápida de padrões. |
| Acabamento de superfície superior / Paredes Finas | Fundição sob pressão | A injeção de pressão cria superfícies lisas e permite designs mais finos. |
| Aço fundido ou ferro fundido | Fundição em Areia | Pode suportar a alta temperatura de fusão de ligas ferrosas. |
| Tamanho de peça muito grande | Fundição em Areia | Tamanho de molde escalável e menor custo por unidade de volume para componentes massivos. |
| Tolerâncias apertadas & Usinagem Mínima | Fundição sob pressão | Precisão inerentemente maior e excelente repetibilidade. |
Aplicações Típicas
Aplicações de fundição sob pressão: Automotivo (Suportes de motor, caixas de transmissão, pistões), Eletrônicos (dissipadores de calor, recintos), Ferramentas elétricas, Dispositivos médicos, e brinquedos.
Aplicações de fundição em areia: Válvulas grandes, blocos de motor, quadros de equipamentos agrícolas, bases de máquinas-ferramenta, e qualquer especializado ou protótipo peça necessária de forma rápida e barata.
Resumindo, Die Casting é um processo de alta velocidade, solução de alta precisão para grandes volumes, peças pequenas e médias, enquanto A fundição em areia é flexível, opção de menor custo para protótipos, corridas de baixo volume, e componentes muito grandes feito de qualquer liga.
Perguntas frequentes
1. Por que a fundição sob pressão é geralmente limitada a ligas de baixo ponto de fusão, como alumínio e zinco??
Usos de fundição sob pressão matrizes de metal feito de aço temperado. Se metais com alto ponto de fusão (como aço ou ferro fundido) foram usados, o calor extremo faria com que as matrizes de metal se desgastassem rapidamente (um processo chamado fadiga térmica ou “verificação de calor”), reduzindo drasticamente a vida útil da matriz e aumentando os custos de manutenção. Portanto, a fundição sob pressão é econômica apenas com ligas que têm temperaturas de fusão mais baixas, como alumínio (Al), Zinco (Zn), e magnésio (mg).
2. As peças fundidas em areia podem atingir a mesma precisão que as peças fundidas sob pressão se a pós-usinagem for realizada??
Durante a pós-usinagem (por exemplo., usando CNC) pode corrigir as imprecisões dimensionais e o acabamento superficial áspero das peças fundidas em areia, alcançando o mesmo nível de precisão como um como fundido peça fundida é frequentemente impraticável e caro. As fundições em areia requerem uma grande subsídio de usinagem (material extra) para compensar variações de elenco. A remoção deste material por meio de CNC adiciona tempo e custo significativos, muitas vezes anulando as economias iniciais do processo de fundição em areia.
3. Qual é a principal causa do acabamento superficial áspero na fundição em areia?
A rugosidade na fundição em areia é causada pela próprio material do molde. As partículas de areia usadas para criar a cavidade são relativamente grossas. Quando o metal fundido preenche a cavidade, sua textura superficial reflete a textura grossa dos grãos de areia, resultando em um fosco, granular, e superfície irregular.
4. Por que os defeitos internos (porosidade) mais comum na fundição em areia do que na fundição sob pressão?
No elenco de areia, metal é derramado sob gravidade (pressão atmosférica). Durante a solidificação, bolhas de gás podem ficar presas, ou cavidades de contração podem se formar com relativa facilidade, levando a porosidade. Em fundição sob pressão, o pressão de injeção extremamente alta compacta o metal à medida que ele solidifica, forçando o ar e os gases para fora e resultando em uma camada muito mais densa, estrutura interna mais estruturalmente sólida com porosidade mínima.
5. Para produção em baixo volume de uma grande parte, que fator torna a fundição em areia mais barata, apesar do tempo de ciclo lento?
Para tiragens de baixo volume de peças grandes, o alto custo de criar um durável, precisão matriz metálica pois a fundição sob pressão torna-se uma despesa esmagadora. A fundição em areia é mais barata porque as ferramentas (o padrão usado para fazer o molde de areia) geralmente é feito de materiais baratos como madeira, plástico, ou espuma, representando um investimento de capital mínimo em comparação com a enorme matriz de aço necessária para o processo alternativo.
6. Como a taxa de resfriamento difere entre os dois processos, e por que isso importa?
Fundição sob pressão: O metal fundido entra em contato com um frio, denso molde metálico, resultando em muito resfriamento rápido. Este resfriamento rápido geralmente produz uma estrutura de grãos mais finos perto da superfície (uma “zona de frio”), que pode aumentar a dureza e a resistência da superfície.
Fundição em Areia: O metal fundido é cercado por poros, isolante areia, resultando em muito taxa de resfriamento mais lenta. O resfriamento lento leva a uma estrutura de grão mais grossa e pode aumentar o risco de defeitos internos.
7. Ao considerar a sustentabilidade, qual processo é mais ecológico?
Ambos os processos têm fatores ambientais:
Fundição sob pressão: Consome muita energia devido à necessidade de manter grandes matrizes metálicas quentes e ao sistema de alta pressão. No entanto, as matrizes de metal são reutilizáveis para centenas de milhares de peças.
Fundição em Areia: O principal desperdício é o grande volume de resíduos, areia usada que deve ser descartada ou reciclada.
Geralmente, A fundição sob pressão é considerada mais sustentável para produção em massa porque o desperdício de material é extremamente baixo, alta repetibilidade, e a longa vida útil da ferramenta resultam em menos desperdício total por peça produzida em comparação com o consumo contínuo de areia no processo alternativo.
![]()

1 pensei em “Um guia completo para fundição sob pressão vs.. Fundição em Areia: Escolhendo o processo de fabricação correto”