Policarbonato (computador) moldagem por injeção é um dos métodos mais amplamente utilizados para produzir fortes, transparente, e componentes plásticos precisos em todos os setores. Este termoplástico de nível de engenharia é conhecido por sua combinação única de resistência, Resistência ao impacto, e clareza óptica, tornando-o a escolha certa para médicos, automotivo, consumidor, e aplicações ópticas.
Neste artigo, daremos uma olhada detalhada nos fundamentos da moldagem por injeção de policarbonato, suas aplicações, técnicas, benefícios, desafios, e problemas comuns que os fabricantes devem resolver ao trabalhar com este plástico versátil.
Noções básicas de moldagem por injeção de policarbonato
Noções básicas de moldagem por injeção de policarbonato
A moldagem por injeção de policarbonato é o processo de injeção de pellets de policarbonato derretido em um molde sob alta temperatura e pressão para formar formas complexas. O próprio policarbonato é um polímero termoplástico amorfo com grupos funcionais carbonato, conhecido por sua alta transparência, durabilidade, e resistência ao calor.
Embora o policarbonato também possa ser processado por extrusão, moldagem por sopro, e termoformagem, moldagem por injeção oferece o mais alto nível de flexibilidade em termos de geometria da peça, produção em massa, e qualidade da superfície. Comparado ao acrílico, policarbonato fornece melhor resistência, Resistência ao impacto, e estabilidade térmica, enquanto ainda mantém excelente clareza óptica.
Aplicações de moldagem por injeção de policarbonato
Devido ao seu equilíbrio único de propriedades mecânicas e ópticas, moldagem por injeção de policarbonato é usada em uma ampla gama de indústrias:
Óculos e Lentes
O policarbonato é a escolha preferida para lentes ópticas, incluindo óculos, óculos de sol, e óculos de segurança. É leve, resiste à radiação UV quando estabilizado, e tem excelente clareza.
Dispositivos médicos
Sua capacidade de resistir à esterilização (autoclavagem a vapor, óxido de etileno, irradiação gama) torna o policarbonato adequado para seringas, Conectores intravenosos, cateteres, e incubadoras. A transparência do material é vital para monitorar fluidos e processos médicos.
Produtos de consumo
O policarbonato é seguro para alimentos e resistente a altas temperaturas, tornando-o ideal para utensílios de cozinha, como tigelas, caixas de processador de alimentos, e garrafas de água. Pode ser fabricado em formas transparentes ou opacas dependendo dos requisitos do produto.
Aplicações automotivas
O policarbonato é amplamente utilizado em lentes de farol, painéis de instrumentos, e acabamento interior devido à sua resistência ao impacto, Estabilidade UV, e capacidade de suportar flutuações de temperatura. Ao contrário do vidro, resiste a quebrar, fornecendo benefícios de segurança.
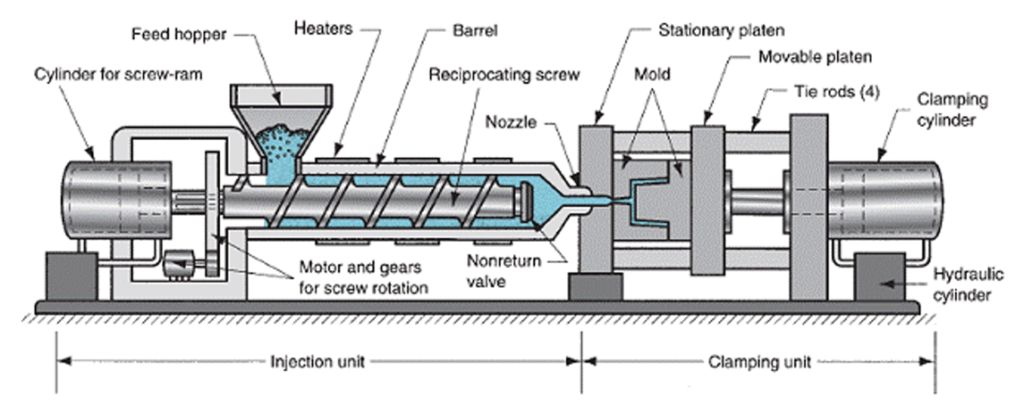
O processo de moldagem por injeção de policarbonato
O processo é semelhante à moldagem por injeção com outros termoplásticos, mas requer atenção específica ao controle de calor e viscosidade:
Alimentação & Fusão: Pellets de policarbonato são secos e depois alimentados de uma tremonha para um barril aquecido. O atrito e o calor gerados pelo parafuso derretem o material.
Injeção: Uma vez derretido, o parafuso empurra o polímero fundido para dentro da cavidade do molde em alta pressão.
Resfriamento & Solidificação: A peça esfria dentro do molde, encolhendo ligeiramente à medida que solidifica.
Ejeção: O molde abre e a peça é ejetada para acabamento.
Porque o policarbonato tem alta viscosidade, requer temperaturas de processamento mais altas (260–320ºC) e controle cuidadoso da velocidade de injeção para evitar a degradação do material.
Técnicas de moldagem por injeção de policarbonato
Diferentes técnicas especializadas são frequentemente aplicadas para melhorar a qualidade das peças e reduzir os desafios de moldagem:
Aquecimento rápido & Resfriamento (RH&C)
Evita linhas de solda e manchas superficiais em peças transparentes, aquecendo o molde antes da injeção e resfriando-o rapidamente depois.
Moldagem por injeção assistida por água
Usado para peças ocas ou de paredes finas. A água de alta pressão dentro do molde empurra o plástico contra as paredes da cavidade para obter espessura uniforme e interiores lisos.
Moldagem por injeção por compressão
Adequado para peças de paredes espessas propensas a marcas de afundamento. O plástico é injetado a baixa pressão em um molde aberto, que então se fecha para formar a parte final.
Sobremoldagem/Moldagem por Inserção
Permite que vários materiais sejam combinados em um componente moldando policarbonato sobre insertos pré-colocados ou materiais secundários.
Vantagens da moldagem por injeção de policarbonato
A moldagem por injeção de policarbonato oferece inúmeros benefícios para os fabricantes:
Tempos de ciclo rápidos – Muito mais rápido que usinagem ou termoformagem, permitindo alta produtividade.
Precisão & Tolerâncias apertadas – Consistência de ±0,1 mm pode ser alcançada com moldes bem projetados.
Ampla gama de tamanhos – Adequado para peças pequenas e complexas e componentes automotivos maiores.
Excelente repetibilidade – Alta consistência em milhares ou milhões de peças.
Acabamento de superfície de alta qualidade – As superfícies do molde podem ser polidas para transferir uma clareza espelhada.
Uso eficiente de materiais – Mínimo desperdício, com corredores muitas vezes recicláveis.
Baixos custos trabalhistas – Processo altamente automatizado reduz a dependência de trabalho manual.
Flexibilidade de projeto – Permite a criação de geometrias complexas, peças multimateriais, e designs funcionais.
Desvantagens da moldagem por injeção de policarbonato
Apesar de suas vantagens, existem vários desafios:
Altos custos de ferramentas: Moldes são caros para projetar, máquina, e polir, tornando a produção de baixo volume antieconômica.
Matéria-prima cara: O policarbonato é mais caro do que alternativas como polipropileno ou ABS.
Dificuldades de processamento: A alta viscosidade torna as peças de paredes finas ou detalhadas mais difíceis de moldar sem risco de degradação.
Problemas comuns em moldagem por injeção de policarbonato
Para garantir uma produção bem sucedida, os fabricantes devem resolver problemas comuns:
Absorção de umidade
O policarbonato absorve a umidade rapidamente, levando a propriedades espalhadas e enfraquecidas. Os pellets devem ser secos a menos de 0.02% teor de umidade antes de processar.
Adesão a Metais
O PC tende a aderir a moldes ou parafusos com alto teor de ferro. Cromagem ou revestimentos especiais ajudam a evitar aderência.
Desafios de alta viscosidade
Requer temperaturas e pressões de injeção mais altas, mas o calor excessivo pode causar amarelecimento ou degradação química. O equilíbrio cuidadoso é essencial.
Outros materiais para moldagem por injeção

Outros materiais para moldagem por injeção
Embora o policarbonato seja popular, muitos outros termoplásticos também são moldados por injeção:
abdômen (Butadadieno de acrilonitrila) – Bom para produtos de consumo e acabamento automotivo.
PP (Polipropileno) – Amplamente utilizado em embalagens, automotivo, e bens domésticos.
Nylon (PA) – Forte e resistente ao desgaste, adequado para engrenagens e componentes mecânicos.
Plásticos Cheios – Policarbonato e outras resinas podem ser reforçadas com fibras de vidro ou fibras de carbono para maior resistência.
Moldagem por injeção de metal (MIM) – Utiliza um ligante de polímero misturado com pós metálicos, seguido de sinterização.
Resumo
Moldagem por injeção de policarbonato combina resistência, transparência, e precisão, tornando-o um dos processos mais valiosos na fabricação moderna. De dispositivos médicos e óculos a faróis automotivos e bens de consumo, A moldagem por injeção de PC continua a expandir suas aplicações.
Embora os custos de materiais e ferramentas possam ser elevados, o processo oferece incomparável escalabilidade, repetibilidade, e flexibilidade de design para peças plásticas de alto desempenho. Com secagem adequada, projeto de molde, e controle de processo, os fabricantes podem superar os desafios da viscosidade e da sensibilidade à umidade para produzir produtos perfeitos, componentes de policarbonato de alta qualidade.
Perguntas frequentes
- Qual é a temperatura ideal de processamento para moldagem por injeção de policarbonato?
O policarbonato normalmente requer temperaturas de processamento entre 260–320ºC. A faixa exata depende do grau da resina, a geometria da peça, e a máquina que está sendo usada. É necessário um monitoramento cuidadoso porque a exposição prolongada a altas temperaturas pode causar amarelecimento ou degradação química. - Por que os pellets de policarbonato devem ser secos antes da moldagem por injeção?
O policarbonato é altamente higroscópico, o que significa que absorve a umidade do ar. Se não secar adequadamente, a umidade se transformará em vapor durante a moldagem, causando marcas de exibição, ondas, e resistência mecânica reduzida. Os pellets devem ser secos até um teor de umidade abaixo 0.02%antes de processar. - O policarbonato pode ser moldado com outros plásticos ou materiais?
Sim. O policarbonato é frequentemente usado em processos de sobremoldagem ou moldagem por inserçãoonde se liga aos elastômeros (como TPU) ou plásticos estruturais (como abdominais). Isso permite projetos multimateriais, como alças de toque suave em caixas rígidas. O projeto adequado do molde e a compatibilidade do material devem ser considerados para uma ligação forte. - Como o policarbonato se compara ao acrílico na moldagem por injeção?
Ambos os materiais são transparentes, mas o policarbonato tem resistência superior ao impacto, dureza, e resistência ao calor, enquanto o acrílico oferece melhor resistência a arranhões e menor custo. O policarbonato é frequentemente preferido para peças críticas de segurança, como óculos de segurança, lentes automotivas, e dispositivos médicos. - Quais são os defeitos comuns na moldagem por injeção de policarbonato e como podem ser evitados?
Alguns defeitos comuns incluem:
Espalhamento/Bolhas: Causada pela umidade; evitável por secagem adequada.
Marcas de queimadura: Devido aos gases aprisionados; resolvido com melhor ventilação.
Linhas de solda: Ocorrem em partes transparentes; minimizado usando Aquecimento rápido & Resfriamento (RH&C) técnicas.
Amarelecimento: Resultados da exposição excessiva ao calor; mitigado pelo controle preciso da temperatura.
![]()