
Cuando se trata de piezas de plástico, La funcionalidad no es el único requisito. La apariencia de un producto es igualmente importante, especialmente en industrias donde la percepción y la estética del consumidor influyen en el valor de la marca.. El moldeo por inyección es uno de los métodos de fabricación más utilizados para producir piezas de plástico a escala.. Si bien es eficiente, El proceso también es propenso a defectos cosméticos que pueden afectar negativamente tanto a la calidad como a la satisfacción del cliente..
En este articulo, discutiremos estándares cosméticos para piezas de plástico., examinar los defectos cosméticos más comunes en moldeo por inyección, explorar sus causas, y proporcionar soluciones prácticas para evitarlos o solucionarlos.
Normas cosméticas para piezas de plástico

Normas cosméticas para piezas de plástico
Antes de profundizar en defectos específicos, es importante entender cómo se mide la calidad cosmética. Las piezas de plástico se evalúan utilizando sistemas de clasificación estandarizados que definen acabados superficiales aceptables y tolerancias de defectos..
Cinco niveles de estándares cosméticos:
Calificación 1: Claro, transparente, o piezas altamente pulidas con los más altos estándares y una tolerancia mínima a los defectos.
Calificación 2: Pulido de baja calidad, claro transparente, o piezas texturizadas/no texturizadas con un margen de defectos ligeramente mayor.
Calificación 3: Pulido de baja calidad, Piezas no texturizadas donde la estética es menos crítica..
Calificación 4: Piezas pintadas donde las imperfecciones de la superficie pueden quedar ocultas por revestimientos.
Calificación 5: Tinta estampada, serigrafiado, impreso, o piezas decoradas de otro modo donde el acabado de la superficie debajo de la decoración es menos significativo.
Cada nivel de grado establece expectativas para fabricantes y clientes.. Por ejemplo, Calificación 1 Las piezas exigen una precisión excepcional., mientras califica 5 Las piezas pueden tolerar imperfecciones menores ya que la superficie está cubierta..
Defectos cosméticos comunes en el moldeo de inyección
1. Destello

Defectos cosméticos comunes en el moldeo por inyección
Definición: Protuberancias delgadas de plástico a lo largo del borde de la pieza causadas cuando el material fundido escapa de la cavidad del molde..
Causas:
Superficies del molde desgastadas o dañadas
Moldes mal diseñados o de baja calidad.
Fuerza de sujeción insuficiente
Presión de inyección excesiva
Correcciones:
Soldar y recortar líneas de separación.
Construya moldes con cerraduras rectas precisas
Aumentar la presión de la abrazadera
Reducir la velocidad y la presión de inyección.
Mantener y reemplazar los moldes regularmente.
2. Marcas de fregadero

Marcas de fregadero
Definición: Pequeñas depresiones o cráteres en secciones más gruesas de una pieza causadas por una contracción desigual.
Causas:
Mal diseño de piezas con secciones de pared gruesas
Baja presión en la cavidad
Altas temperaturas de puerta o molde
Enfriamiento desigual entre áreas gruesas y delgadas
Correcciones:
Aumentar la presión de inyección y el tiempo de retención.
Optimizar el espesor de la pared (40–60% de la sección más gruesa)
Reducir la temperatura del molde
Modifique el diseño de la pieza para evitar secciones voluminosas
3. Líneas de flujo
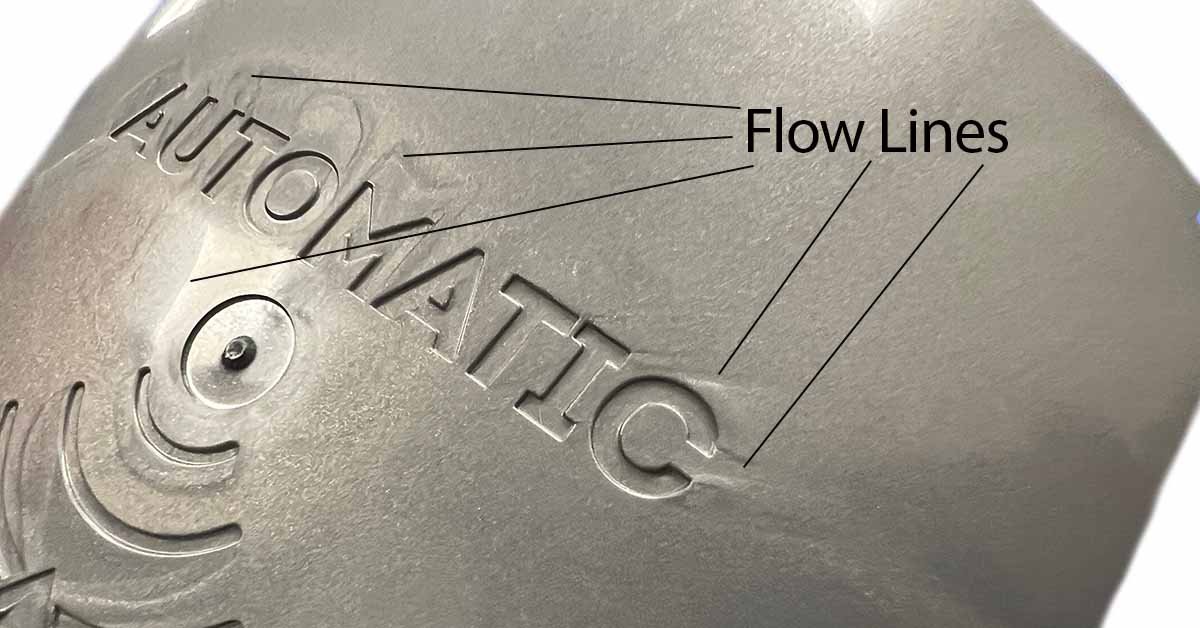
Líneas de flujo
Definición: Rayas visibles, patrones ondulados, o lineas, generalmente cerca del área de la puerta, causado por un flujo plástico inconsistente.
Causas:
Espesor de pared no uniforme
Variaciones en la velocidad de enfriamiento.
Baja presión de inyección o velocidad de llenado lenta
Correcciones:
Garantizar un espesor de pared uniforme
Esquinas redondeadas y afiladas en el diseño.
Coloque la puerta cerca de paredes más delgadas
Aumentar la velocidad y la temperatura de inyección.
Aplique lubricantes a la superficie del molde si es necesario.
4. Líneas de tejer (Líneas de soldadura)

Líneas de tejer (Líneas de soldadura)
Definición: Delgado, Líneas parecidas a grietas donde dos frentes de fusión se encuentran y no se unen correctamente..
Causas:
Solidificación parcial antes de fusionarse.
Pobre flujo de material
Sistema de entrada inadecuado
Correcciones:
Utilice una sola puerta cuando sea posible
Seleccione materiales de baja viscosidad
Aumentar la temperatura y la presión del material fundido.
Rediseñar piezas para perforar agujeros después del moldeado en lugar de moldearlas directamente
5. vacíos
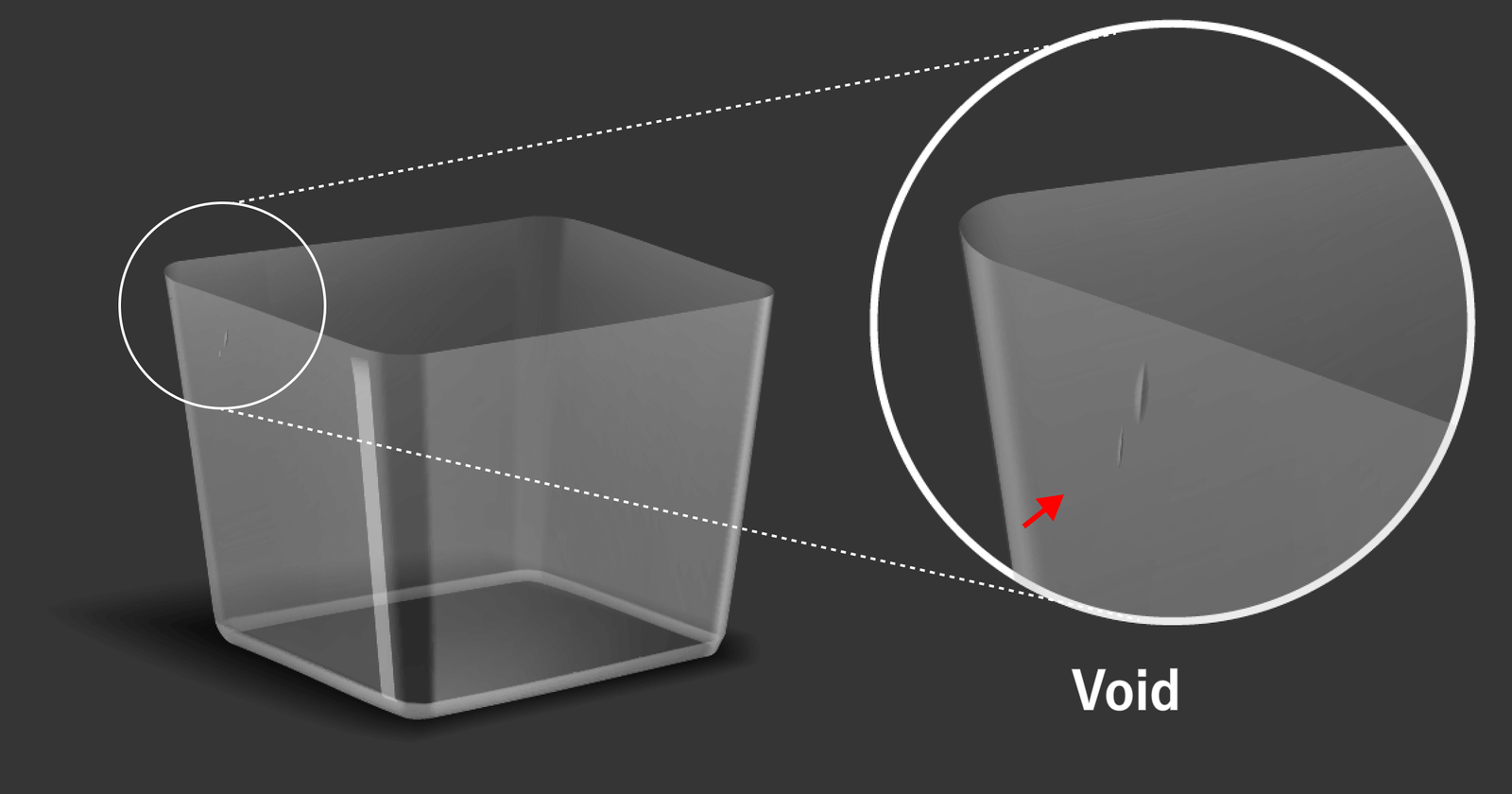
vacíos
Definición: Bolsas de aire o burbujas dentro de la pieza moldeada que comprometen la apariencia y la resistencia..
Causas:
Presión de moldeo insuficiente
Secciones de paredes gruesas que se enfrían de manera desigual
Mitades del molde desalineadas
Correcciones:
Aumentar la presión de moldeo
Alinear las mitades del molde con precisión
Reducir el espesor de la pared
Coloque las puertas más cerca de las secciones gruesas.
6. Descoloramiento
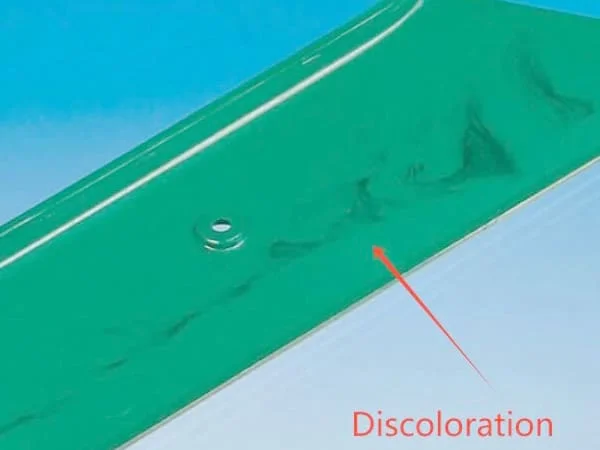
Descoloramiento
Definición: Rayas no deseadas o manchas de color inconsistente.
Causas:
Material residual en la boquilla.
Contaminación de tiradas de producción anteriores
Mala mezcla del colorante.
Calentamiento excesivo
Correcciones:
Purgue la máquina de moldeo por inyección periódicamente.
Limpiar todo el equipo entre carreras.
Mezclar bien las materias primas con colorantes.
Temperaturas de fusión más bajas para evitar el sobrecalentamiento de los pigmentos.
7. Pandeo
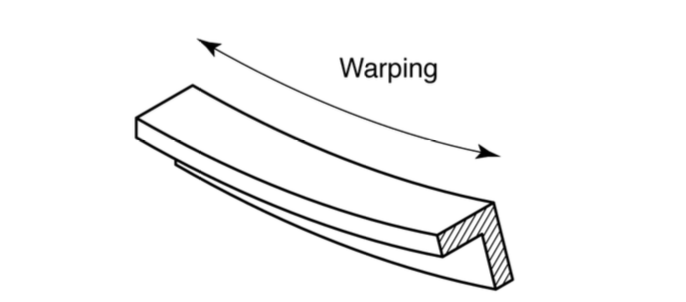
Pandeo
Definición: Torsión o flexión de la pieza debido a una contracción desigual durante el enfriamiento.
Causas:
Diferentes velocidades de enfriamiento en toda la pieza.
Materiales de alta contracción
Grosor de la pared desigual
Correcciones:
Utilice materiales con propiedades de baja contracción.
Garantizar un espesor de pared uniforme
Controlar y equilibrar el enfriamiento en todo el molde.
Enfríe gradualmente las piezas para reducir el estrés.
8. Disparos cortos
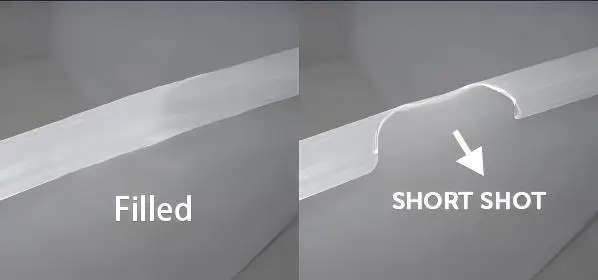
Disparos cortos
Definición: Llenado incompleto de la cavidad del molde., dejando áreas vacías o secciones faltantes.
Causas:
Puertas bloqueadas
Presión de inyección insuficiente
Materiales de alta viscosidad
Baja temperatura de moldeo o fusión
Aire atrapado en las cavidades.
Correcciones:
Aumentar la temperatura del molde/fundido
Utilice puertas más grandes o múltiples
Agregue más respiraderos para la liberación de aire
Seleccione plásticos menos viscosos
Ajustar la velocidad y presión de inyección.
9. Jetting
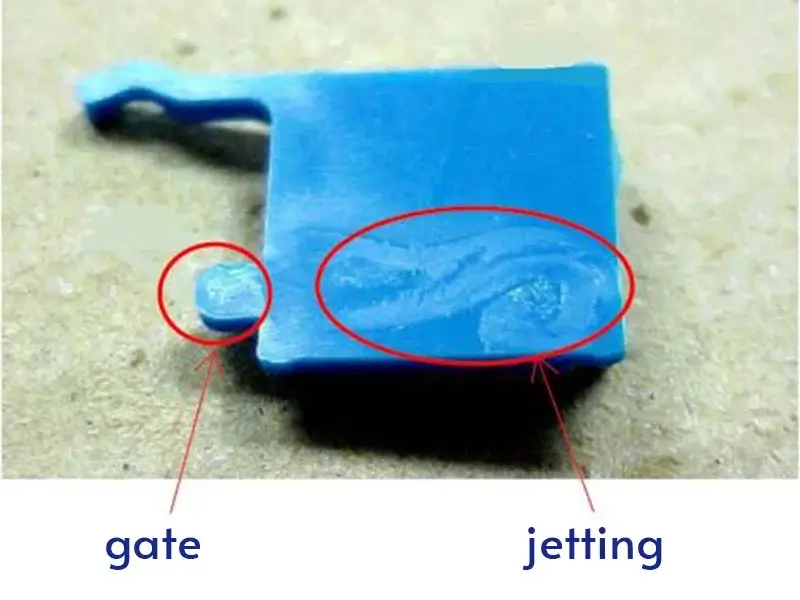
Jetting
Definición: Ondulado, Patrones de flujo plegados en la superficie causados por un flujo inadecuado de plástico fundido..
Causas:
Presión de inyección excesivamente alta
Baja temperatura de fusión que evita la adhesión a las superficies del molde.
Correcciones:
Aumentar las temperaturas de fusión y molde.
Reducir la presión de inyección
Aumente el tamaño de la compuerta para promover un flujo más suave
10. Quemaduras

Quemaduras
Definición: Decoloraciones marrones o negras en la superficie causadas por sobrecalentamiento o aire atrapado.
Causas:
Degradación de la resina debido al calentamiento excesivo
Alta velocidad de inyección atrapando aire en el interior.
Correcciones:
Temperaturas más bajas de fusión y molde.
Reducir la velocidad de inyección
Agregar o ampliar canales de ventilación
11. Delaminación de superficies
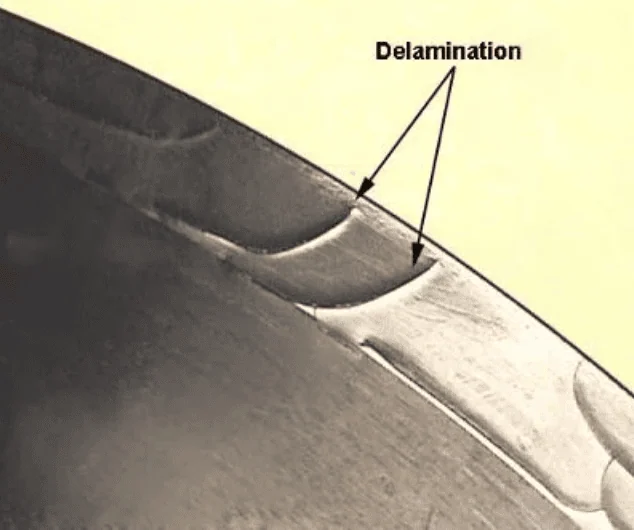
Delaminación de superficies
Definición: Pelado o descamación de capas superficiales delgadas, debilitando la fuerza y apariencia de la pieza.
Causas:
Materia prima contaminada
Humedad residual en pellets
Dependencia excesiva de los agentes desmoldantes
Correcciones:
Materias primas secas antes de moldear.
Almacenar y manipular materiales adecuadamente.
Rediseñar los mecanismos de expulsión para reducir el uso de agentes de liberación.
Aumente la temperatura del molde para una unión más fuerte
Evite las esquinas afiladas que concentran el estrés.
Mejores prácticas para evitar defectos cosméticos
Invierta en diseño de moldes de alta calidad con espesor de pared uniforme, caminos de flujo suave, y puerta adecuada.
Mantener los moldes regularmente. Para evitar el desgaste, desalineación, o acumulación de contaminantes.
Optimizar los parámetros de procesamiento como la presión de inyección, temperatura de fusión, y tasas de enfriamiento.
Elige los materiales sabiamente basado en la viscosidad, tasas de contracción, y compatibilidad con los acabados previstos.
Implementar inspecciones en proceso. para identificar defectos en las primeras etapas de la producción y ajustar la configuración rápidamente.
Conclusión
Los defectos cosméticos en el moldeo por inyección son comunes pero prevenibles. Al comprender las causas y aplicar las soluciones adecuadas, que van desde un mejor diseño del molde hasta condiciones de procesamiento optimizadas, puede minimizar el retrabajo., reducir la chatarra, y entregar piezas que no sólo funcionen bien sino que también cumplan con los estándares estéticos.
Para empresas, Invertir en prevención es mucho más rentable que corregir defectos después de la producción.. La asociación con moldeadores de inyección experimentados garantiza una mayor calidad, mejor consistencia, y riesgos reducidos de problemas cosméticos.
Preguntas frecuentes
- ¿Cuáles son los defectos cosméticos más comunes en el moldeo por inyección??
Los defectos estéticos más frecuentes incluyen flash., marcas de fregadero, líneas de flujo, líneas de tejer (líneas de soldadura), vacío, descoloramiento, pandeo, tiros cortos, chorro, quemaduras, y delaminación superficial. Cada defecto tiene diferentes causas., como un mal diseño del molde, enfriamiento desigual, o parámetros de procesamiento incorrectos. - ¿Cómo puedo evitar las marcas de hundimiento en piezas moldeadas por inyección??
Para reducir las marcas de hundimiento, asegurar un espesor de pared uniforme, aumentar la presión de inyección y el tiempo de retención, y temperaturas más bajas del molde para mejorar el enfriamiento. Usar nervaduras en lugar de paredes gruesas en el diseño de piezas también es una estrategia eficaz. - ¿Cuál es la diferencia entre líneas de soldadura y líneas de flujo??
Líneas de soldadura (líneas de tejer): parecer tan delgado, Líneas parecidas a grietas donde dos frentes de flujo se encuentran pero no logran unirse completamente.. Pueden debilitar la resistencia estructural..
Líneas de flujo: Aparecen como rayas onduladas o decoloraciones causadas por un flujo plástico inconsistente o un enfriamiento desigual.. Estos afectan principalmente a la estética pero no a la funcionalidad..
- ¿Por qué ocurre la deformación en el moldeo por inyección??
La deformación ocurre cuando diferentes áreas de una pieza moldeada se enfrían y se contraen a diferentes velocidades., creando tensiones internas. Usar materiales con baja contracción., asegurando un espesor de pared uniforme, y controlar la velocidad de enfriamiento puede minimizar la deformación. - ¿Pueden los defectos cosméticos afectar el rendimiento de la pieza??
Sí. Si bien algunos defectos son puramente cosméticos (como decoloración o líneas de flujo), otros, como los huecos, líneas de soldadura, o delaminación: puede debilitar significativamente las propiedades mecánicas. Para aplicaciones críticas para la seguridad, incluso los defectos menores deben evaluarse cuidadosamente.
![]()

