
Los hilos moldeados son características fundamentales en innumerables productos., desde bienes de consumo e instrumentos de precisión hasta robustas carcasas industriales. Si bien es muy deseable para crear seguridad, conexiones repetibles, La integración de roscas directamente en un molde de inyección de plástico presenta desafíos únicos.. Los hilos moldeados exitosos requieren una cuidadosa consideración de las propiedades del material., fuerzas mecánicas, y herramientas complejas, a menudo se desvían significativamente de las prácticas estándar de moldeo por inyección.
El objetivo de esta guía es proporcionar un análisis en profundidad de los aspectos técnicos, mecánico, y requisitos de herramientas necesarios para incorporar con éxito roscas moldeadas en sus piezas de plástico.
Fuerzas clave relevantes para el diseño de hilos
Al diseñar una rosca de tornillo, Se deben maximizar o minimizar dos fuerzas mecánicas opuestas para garantizar la integridad funcional y evitar fallas durante el uso..
A. Fuerza de extracción (Fuerza axial)
Definición: La fuerza lineal requerida para separar el sujetador. (tornillo) de la pieza moldeada sin girar él. Mide la resistencia de la rosca al pelado bajo carga axial directa..
Objetivo de diseño: La fuerza de extracción debe ser lo más alto posible. Las paredes de la rosca de plástico deben ser lo suficientemente fuertes como para soportar la carga de tracción máxima esperada sin fallar antes de desenroscar el sujetador.. Esta fuerza está dictada por la geometría del hilo., el área de contacto, y la resistencia al corte del material.
B. Fuerza de torsión (Resistencia rotacional)
Definición: El par de rotación necesario para quitar un tornillo una vez que se ha apretado o "asentado" por completo.
Objetivo de diseño: Esta fuerza debe ser lo más bajo posible para permitir fácil, montaje y desmontaje repetibles. Sin embargo, debe ser lo suficientemente alto para mantener la carga de sujeción y evitar el aflojamiento por vibración.. En la práctica, La fuerza de torsión debe superarse fácilmente con herramientas manuales, pero debe ser suficiente para soportar las tensiones operativas.. El diseñador busca un equilibrio donde se consiga una precarga óptima (maximizando la extracción) con mínimo esfuerzo de eliminación (minimizando el par de torsión).
Tipos de roscas de moldeo por inyección y requisitos de herramientas
Tipos de hilos de moldeo por inyección
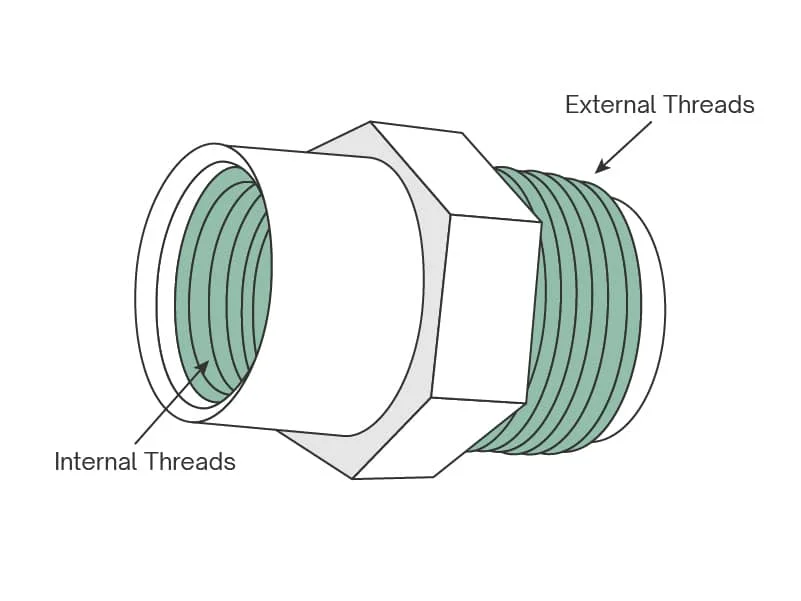
La elección entre roscas externas e internas determina fundamentalmente la complejidad y el costo del molde debido al desafío de desmoldar los socavados..
A. Hilos externos (Método más fácil)
Dificultad de diseño: Relativamente fácil. Los hilos externos (como en la tapa de una botella) forma alrededor de la circunferencia de la pieza.
Método: La forma del hilo se crea directamente por la geometría del molde; el valle del hilo se forma por el cavidad muro, y el pico del hilo está formado por el centro muro. No es estrictamente necesario ningún movimiento para desmoldar los propios hilos..
Inconveniente: Líneas de separación: Porque el hilo atraviesa la línea de separación del molde., visible y táctil línea de separación correrá a lo largo del eje del hilo. Si bien los moldeadores experimentados pueden reducir la rebaba, la línea sigue siendo una característica permanente, potencialmente afectando el sellado o el acoplamiento preciso.
B. Hilos internos (Método de socavado complejo)
Dificultad de diseño: Significativamente más difícil. Las roscas internas representan un corte que bloquea la pieza en el pasador central., que requieren mecanismos de desmoldeo especializados.
Método automático primario: Núcleo desenrollado / Desenrollador:
Mecanismo: Se agrega un mecanismo adicional motorizado o accionado hidráulicamente a la base del molde.. Este núcleo desenrollado (o mecanismo de desatornillado) gira el pasador central fuera de la pieza terminada antes de la expulsión.
Ventaja: Sin líneas divisorias en los hilos, asegurando una calidad de rosca perfecta de 360 grados. Tiempos de ciclo cortos.
Desventaja: Aumenta drásticamente el coste del molde., complejidad, mantenimiento, y tiempo de preparación.
Método manual secundario: Carga manual:
Solicitud: Más adecuado para producción de muy bajo volumen o hilos extremadamente grandes donde la automatización no es práctica.
Proceso: Un pasador roscado dedicado se coloca manualmente en el molde antes de cada ciclo.. Después de la inyección, la pieza terminada es expulsada con el pasador central todavía dentro. Luego, un operador utiliza una herramienta portátil para desenroscar manualmente el núcleo de la pieza..
Desventaja: Requerimiento múltiples pines centrales para dar tiempo a que el núcleo metálico se enfríe antes de la reinserción. Conduce a tiempos de ciclo muy lentos y altos costos de mano de obra..
Métodos de liberación de roscas para piezas terminadas
Métodos de liberación de roscas para piezas terminadas
Elegir el método de liberación correcto equilibra el costo de las herramientas, Tiempo de ciclo, y complejidad del hilo.
A. Liberación de fuerza (Desnudándose) – Rara vez usado
Mecanismo: El molde se abre, y los pasadores expulsores empujan la pieza fuera del pasador roscado. Los hilos son estirado y despojado sobre el pasador central.
Aplicabilidad: Sólo viable para hilos pequeños. (p.ej., paso fino en tapas de botellas flexibles) con materiales que tienen altas propiedades de elongación (como PE o PP).
Condiciones previas críticas de diseño:
El perfil del hilo debe incorporar importantes ángulos de borrador (afilar) y generoso radios (redondez) en la raíz y la cresta del hilo.
El espesor de la pared debe ser coherente y relativamente delgado para permitir que el plástico se flexione sin agrietarse durante el decapado.
B. Inserción manual (Corredero) – A veces se utiliza
Mecanismo: (Ver Sección II.B, Método de carga manual) Depende de la mano de obra del operador para retirar los pasadores centrales después del ciclo..
Compensación: Bajo costo inicial de herramientas pero el costo operativo más alto (mano de obra) y el tiempo de ciclo más largo. El costo de la mano de obra lo hace ineficiente para cualquier cosa que no sea la creación de prototipos o tiradas muy limitadas..
C. Desenrollado completamente automático: el más común
Mecanismo: (Ver Sección II.B, Núcleo desenrollado) Utiliza un motor dedicado (servo hidráulico o eléctrico) sincronizado con la secuencia de apertura de la máquina para girar mecánicamente los núcleos de hilo fuera de la pieza.
Beneficio: Proporciona los tiempos de ciclo más cortos y el mayor rendimiento, Necesario para piezas de consumo de gran volumen..
Consideraciones: La complejidad y precisión de los componentes móviles. (engranajes, bastidores, motores) aumentar significativamente la inversión inicial. El mantenimiento y la reparación de moldes también son especializados y más caros..
Factores críticos de diseño y mejores prácticas
La atención a la mecánica y la geometría del material es esencial para la durabilidad de la rosca..
A. Tamaño y paso de rosca
La regla del hilo plástico: Los materiales plásticos tienen una resistencia al corte significativamente menor que los metales..
Recomendación: Las roscas internas deben mantenerse al menos 0.3 pulgadas (aproximadamente. 7.6 milímetros) de diámetro. El diámetro mayor aumenta el área de contacto de las fuerzas cortantes..
Selección de tono: Utilice el tono más grueso posible (menos hilos por pulgada/mm). Un paso más grueso significa que la carga se distribuye sobre, raíces de hilo más fuertes, reduciendo la probabilidad de desmontaje.
B. Recortes
Los hilos son un socavado helicoidal, bloquear la pieza al molde.
Eliminación mediante acciones secundarias: Para roscas externas o de pared lateral que no se pueden desmoldar rotacionalmente, los diseñadores pueden usar acciones laterales activadas por leva o diapositivas. Estos retraen una porción del molde perpendicular a la dirección de apertura para limpiar el corte..
Compensación: Mientras sea efectivo, Las acciones laterales aumentan drásticamente el costo y la complejidad de las herramientas iniciales e introducen líneas de separación adicionales donde la acción lateral se encuentra con el cuerpo principal del molde..
C. Selección de materiales
Flexibilidad de materiales, tenacidad, y la resistencia química son primordiales.
Materiales preferidos para roscas internas (Durabilidad):
abdominales (Acrilonitrilo Butadieno Estireno): Buen equilibrio entre rigidez y resistencia al impacto..
POM (Polioximetileno, o Delrin): Excelente fuerza, rigidez, y baja fricción (ideal para montaje/desmontaje repetido).
Nylon (Poliamida): Alta tenacidad y resistencia al desgaste., haciéndolo excelente para hilos que soportan carga.
Hilos externos: La elección del material es menos crítica ya que la cavidad del molde circundante proporciona un soporte uniforme.
D. Mejores prácticas generales de moldeado
El éxito de las roscas depende del cumplimiento de los principios fundamentales del moldeo por inyección.:
ángulos de tiro: Imprescindible en todas las paredes para desmoldar.; a menudo incorporado en la propia geometría de la rosca para métodos de liberación de fuerza.
Espesor de pared consistente: Fundamental para garantizar una refrigeración uniforme, minimizar la deformación, y evitar concentraciones de tensión alrededor de la característica del hilo..
Diseño de radio: Utilice siempre un radio en las esquinas (raíz y cresta del hilo) en lugar de esquinas afiladas, ya que las esquinas afiladas son muy propensas a la iniciación de grietas y fallas por tensión en el plástico.
Alternativas rentables a los hilos moldeados
Cuando los hilos moldeados resultan demasiado costosos o complejos, considere estas alternativas sólidas:
Mecanizado de roscas en una operación secundaria: La pieza está moldeada sin el hilo., y una máquina dedicada (como un enrutador CNC o un torno) corta el hilo después de que la pieza se haya enfriado. Esto agrega un paso de procesamiento pero simplifica el molde..
Tornillos autorroscantes: El uso de tornillos metálicos diseñados para cortar o formar su propia rosca a medida que se introducen en un tamaño inferior., agujero moldeado sin rosca. Esto es económico y eficaz, pero no apto para desmontajes repetidos..
Inserto de rosca sobremoldeado (Heat-Set o Ultrasónico): Inserciones metálicas prefabricadas (cojones) se colocan en el molde, o se instalan después del moldeo mediante soldadura térmica o ultrasónica. Esto proporciona la resistencia de un hilo metálico dentro del componente plástico., Ofrece una excelente resistencia a la extracción y durabilidad para un montaje frecuente..
Conclusión
Los hilos moldeados son una característica de alto valor, pero su integración exige una comprensión matizada del comportamiento plástico bajo tensión y la dinámica operativa de herramientas complejas.. Optimizando cuidadosamente la geometría del hilo, Seleccionar materiales apropiados como ABS o POM., y elegir el mecanismo de liberación correcto (a menudo automatización completa para alto volumen), Los diseñadores pueden superar los desafíos inherentes.. En duda, Consultar con un moldeador de inyección de plástico con gran experiencia es el paso necesario para equilibrar la integridad de la rosca., Tiempo de ciclo, y herramientas rentables. Contáctenos para más información.
![]()

