Polycarbonate (PC) Le moulage par injection est l'une des méthodes les plus largement utilisées pour produire des matériaux solides., transparent, et des composants en plastique précis dans tous les secteurs. Ce thermoplastique de qualité technique est connu pour sa combinaison unique de résistance, résistance à l'impact, et clarté optique, ce qui en fait le choix incontournable pour les soins médicaux, automobile, consommateur, et applications optiques.
Dans cet article, nous examinerons en détail les principes fondamentaux du moulage par injection de polycarbonate, ses applications, techniques, avantages, défis, et problèmes courants que les fabricants doivent résoudre lorsqu'ils travaillent avec ce plastique polyvalent.
Bases du moulage par injection de polycarbonate
Bases du moulage par injection de polycarbonate
Le moulage par injection de polycarbonate est le processus d'injection de granulés de polycarbonate fondu dans un moule à haute température et pression pour former des formes complexes.. Le polycarbonate lui-même est un polymère thermoplastique amorphe à fonctions carbonates, connu pour sa grande transparence, durabilité, et résistance à la chaleur.
Alors que le polycarbonate peut également être traité par extrusion, moulage par soufflage, et thermoformage, moulage par injection offre le plus haut niveau de flexibilité en termes de géométrie de la pièce, production de masse, et qualité de surface. Par rapport à l'acrylique, le polycarbonate fournit meilleure ténacité, résistance à l'impact, et stabilité thermique, tout en conservant une excellente clarté optique.
Applications du moulage par injection de polycarbonate
En raison de son équilibre unique de propriétés mécaniques et optiques, Le moulage par injection de polycarbonate est utilisé dans un large éventail d'industries:
Lunettes et lentilles
Le polycarbonate est le choix préféré pour les lentilles optiques, y compris les lunettes, lunettes de soleil, et des lunettes de sécurité. C'est léger, résiste aux rayons UV une fois stabilisé, et a une excellente clarté.
Équipement médical
Sa capacité à résister à la stérilisation (autoclavage à vapeur, oxyde d'éthylène, irradiation gamma) rend le polycarbonate adapté aux seringues, Connecteurs IV, cathéters, et incubateurs. La transparence du matériau est vitale pour la surveillance des fluides et des processus médicaux.
Produits de consommation
Le polycarbonate est de qualité alimentaire et résiste aux températures élevées, ce qui le rend idéal pour les ustensiles de cuisine tels que les bols à mélanger, boîtiers de robot culinaire, et des bouteilles d'eau. Il peut être fabriqué sous des formes transparentes ou opaques selon les exigences du produit.
Applications automobiles
Le polycarbonate est largement utilisé dans lentilles de phare, supports d'instruments, et garniture intérieure en raison de sa résistance aux chocs, Stabilité aux UV, et capacité à résister aux variations de température. Contrairement au verre, il résiste à l'éclatement, offrant des avantages en matière de sécurité.
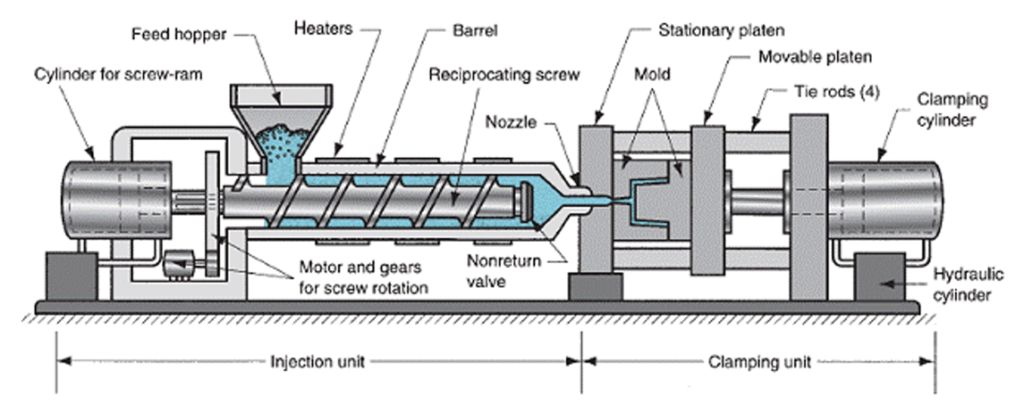
Le processus de moulage par injection de polycarbonate
Le processus est similaire au moulage par injection avec d'autres thermoplastiques mais nécessite attention particulière au contrôle de la chaleur et de la viscosité:
Alimentation & Fusion: Les granulés de polycarbonate sont séchés puis introduits depuis une trémie dans un baril chauffé. La friction et la chaleur générées par la vis font fondre le matériau.
Injection: Une fois fondu, la vis pousse le polymère fondu dans la cavité du moule à haute pression.
Refroidissement & Solidification: La pièce refroidit à l'intérieur du moule, rétrécissant légèrement à mesure qu'il se solidifie.
Éjection: Le moule s'ouvre et la pièce est éjectée pour la finition.
Parce que le polycarbonate a haute viscosité, ça nécessite températures de traitement plus élevées (260–320 °C) et un contrôle minutieux de la vitesse d'injection pour éviter la dégradation des matériaux.
Techniques de moulage par injection de polycarbonate
Différentes techniques spécialisées sont souvent appliquées pour améliorer la qualité des pièces et réduire les problèmes de moulage.:
Chauffage rapide & Refroidissement (RH&C)
Prévient les lignes de soudure et les imperfections de surface sur les pièces transparentes en chauffant le moule avant l'injection et en le refroidissant rapidement par la suite..
Moulage par injection assisté par eau
Utilisé pour les pièces creuses ou à parois minces. L'eau à haute pression à l'intérieur du moule pousse le plastique contre les parois de la cavité pour une épaisseur uniforme et des intérieurs lisses..
Moulage par injection par compression
Convient aux pièces à parois épaisses sujettes aux marques d'enfoncement. Le plastique est injecté à basse pression dans un moule ouvert, qui se ferme ensuite pour former la partie finale.
Surmoulage/moulage par insertion
Permet de combiner plusieurs matériaux en un seul composant en moulant du polycarbonate sur des inserts pré-placés ou des matériaux secondaires.
Avantages du moulage par injection de polycarbonate
Le moulage par injection de polycarbonate offre de nombreux avantages aux fabricants:
Temps de cycle rapides – Beaucoup plus rapide que l’usinage ou le thermoformage, permettant une productivité élevée.
Précision & Tolérances strictes – Une consistance de ±0,1 mm peut être obtenue avec des moules bien conçus.
Large gamme de tailles – Convient aussi bien aux petites pièces complexes qu’aux composants automobiles plus grands.
Excellente répétabilité – Haute cohérence sur des milliers ou des millions de pièces.
Finition de surface de haute qualité – Les surfaces du moule peuvent être polies pour transférer une clarté semblable à un miroir.
Utilisation efficace des matériaux – Un minimum de déchets, avec des patins souvent recyclables.
Faibles coûts de main-d'œuvre – Le processus hautement automatisé réduit le recours au travail manuel.
Flexibilité de conception – Permet la création de géométries complexes, pièces multi-matériaux, et des conceptions fonctionnelles.
Inconvénients du moulage par injection de polycarbonate
Malgré ses avantages, plusieurs défis existent:
Coûts d'outillage élevés: Les moules coûtent cher à concevoir, machine, et polir, rendre la production à faible volume non rentable.
Matière première coûteuse: Le polycarbonate est plus coûteux que les alternatives comme le polypropylène ou l'ABS.
Difficultés de traitement: La viscosité élevée rend les pièces à paroi mince ou détaillées plus difficiles à mouler sans risquer de dégradation.
Problèmes courants dans le moulage par injection de polycarbonate
Pour garantir une production réussie, les fabricants doivent résoudre des problèmes courants:
Absorption d'humidité
Le polycarbonate absorbe rapidement l'humidité, conduisant à un évasement et à des propriétés affaiblies. Les pellets doivent être séchés à moins de 0.02% teneur en humidité avant le traitement.
Adhésion aux métaux
Le PC a tendance à coller aux moules ou aux vis à haute teneur en fer. Le chromage ou les revêtements spéciaux aident à empêcher le collage.
Défis liés à la haute viscosité
Nécessite des températures et des pressions d’injection plus élevées, mais une chaleur excessive peut provoquer un jaunissement ou une dégradation chimique. Un équilibre prudent est essentiel.
Autres matériaux pour le moulage par injection

Autres matériaux pour le moulage par injection
Alors que le polycarbonate est populaire, de nombreux autres thermoplastiques sont également moulés par injection:
abdos (Acrylonitrile Butadiène Styrène) – Bon pour les produits de consommation et les garnitures automobiles.
PP (Polypropylène) – Largement utilisé dans l’emballage, automobile, et articles ménagers.
Nylon (Pennsylvanie) – Solide et résistant à l’usure, adapté aux engrenages et aux composants mécaniques.
Plastiques chargés – Le polycarbonate et d'autres résines peuvent être renforcés avec des fibres de verre ou des fibres de carbone pour plus de résistance.
Moulage par injection de métal (MIM) – Utilise un liant polymère mélangé à des poudres métalliques, suivi d'un frittage.
Résumé
Le moulage par injection de polycarbonate combine la solidité, transparence, et précision, ce qui en fait l'un des processus les plus précieux de la fabrication moderne. Des dispositifs médicaux et lunettes aux phares automobiles et biens de consommation, Le moulage par injection PC continue d'étendre ses applications.
Bien que les coûts de matériel et d'outillage puissent être élevés, le processus offre des offres inégalées évolutivité, répétabilité, et flexibilité de conception pour pièces en plastique hautes performances. Avec un bon séchage, conception de moule, et contrôle des processus, les fabricants peuvent surmonter les défis de la viscosité et de la sensibilité à l’humidité pour produire des produits impeccables, composants en polycarbonate de haute qualité.
FAQ
- Quelle est la température de traitement idéale pour le moulage par injection de polycarbonate?
Le polycarbonate nécessite généralement des températures de traitement comprises entre 260–320 °C. La plage exacte dépend de la qualité de la résine, la géométrie de la pièce, et la machine utilisée. Une surveillance attentive est nécessaire car une exposition prolongée à des températures élevées peut provoquer un jaunissement ou une dégradation chimique.. - Pourquoi les granulés de polycarbonate doivent-ils être séchés avant le moulage par injection?
Le polycarbonate est hautement hygroscopique, ce qui signifie qu'il absorbe l'humidité de l'air. S'il n'est pas séché correctement, l'humidité se transformera en vapeur pendant le moulage, caution marques d'évasement, traces, et résistance mécanique réduite. Les pellets doivent être séchés jusqu'à une teneur en humidité inférieure à 0.02%avant le traitement. - Le polycarbonate peut-il être surmoulé avec d'autres plastiques ou matériaux?
Oui. Le polycarbonate est souvent utilisé dans procédés de surmoulage ou de moulage par insertoù il se lie aux élastomères (comme le TPU) ou plastiques structurels (comme l'ABS). Cela permet des conceptions multi-matériaux, comme les poignées soft-touch sur les boîtiers rigides. Une conception appropriée du moule et la compatibilité des matériaux doivent être prises en compte pour une liaison solide. - Comment le polycarbonate se compare-t-il à l'acrylique dans le moulage par injection?
Les deux matériaux sont transparents, mais le polycarbonate a résistance supérieure aux chocs, dureté, et résistance à la chaleur, tandis que l'acrylique offre une meilleure résistance aux rayures et un coût inférieur. Le polycarbonate est souvent préféré pour les pièces critiques pour la sécurité telles que lunettes de sécurité, lentilles automobiles, et dispositifs médicaux. - Quels sont les défauts courants dans le moulage par injection de polycarbonate et comment les éviter?
Certains défauts courants incluent:
Évasements/ampoules: Causé par l'humidité; évitable par un séchage approprié.
Marques de brûlure: En raison des gaz piégés; résolu avec une meilleure ventilation.
Lignes de soudure: Présent dans des parties transparentes; minimisé en utilisant Chauffage rapide & Refroidissement (RH&C) techniques.
Jaunissement: Résultats d’une exposition excessive à la chaleur; atténué par un contrôle précis de la température.
![]()