Si vous avez déjà examiné une pièce moulée en plastique et remarqué une légère ligne sur sa surface, tu as vu un ligne de tricot. Ces marques sont l’un des problèmes les plus courants dans le moulage par injection – et même si elles ne peuvent pas être complètement éliminées, comprendre comment ils se forment et comment les minimiser peut faire une énorme différence dans les deux cas. qualité des pièces et aspect esthétique.
Dans ce guide, nous allons découvrir ce que sont les lignes de tricot, qu'est-ce qui les cause, et comment les ingénieurs peuvent réduire leur apparition en prenant soin de conception, choix de matériel, et contrôle des processus.
Que sont les lignes de tricot dans le moulage par injection?
Que sont les lignes de tricot dans le moulage par injection
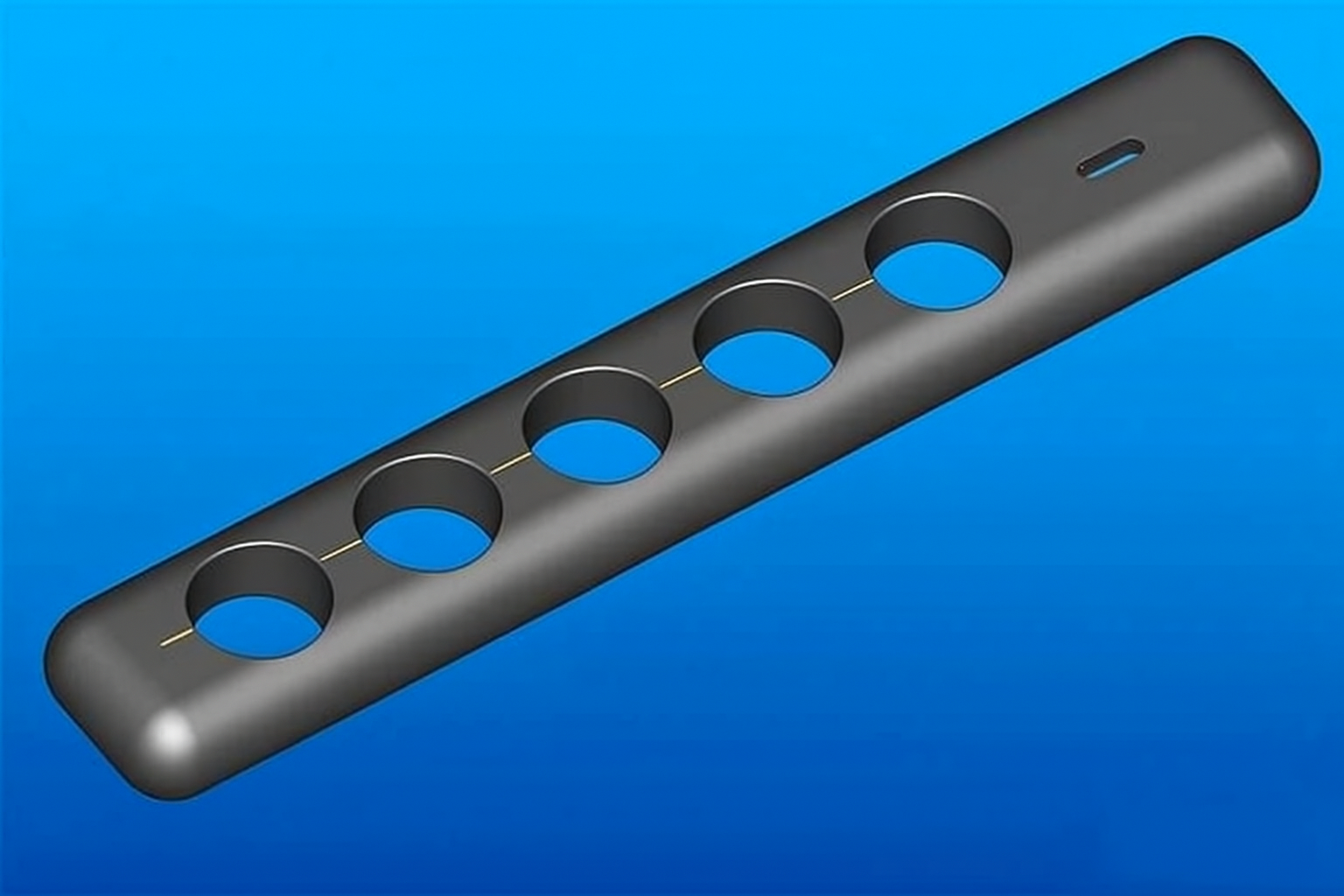
UN ligne de tricot (aussi appelé un ligne de soudure ou ligne de fusion) se produit lorsque deux ou plusieurs fronts d'écoulement de plastique fondu se rencontrent et ne parviennent pas à fusionner complètement pendant le processus de moulage. Cela se produit généralement lorsque le plastique doit s'écouler autour d'un noyau., chef, trou, ou autre obstruction avant de se réunir de l’autre côté.
Imaginez une rivière qui se divise autour d'un rocher et se rejoint - vous verrez une ondulation à l'endroit où les deux ruisseaux se rejoignent.. De la même manière, quand le plastique fondu fusionne après avoir été séparé, une ligne ou une couture subtile se forme parce que le les chaînes de polymères à l’interface ne s’emboîtent pas complètement.
Emplacements courants des lignes de tricot
Autour trous, côtes, et les patrons
Près inserts ou broches centrales
À carrefours de portes où plusieurs chemins d'écoulement se rencontrent
Le long de régions à parois minces ou coins pointus
Même si parfois ce n'est que du cosmétique, les lignes de tricot peuvent également indiquer faiblesses structurelles, en particulier dans les pièces soumises à des contraintes ou à des pressions.
Quelles sont les causes des lignes de tricot dans le moulage par injection?
Les lignes de tricot se produisent en raison de fusion incomplète de deux fronts d'écoulement en plastique. Plusieurs facteurs de conception et de traitement contribuent à ce phénomène:
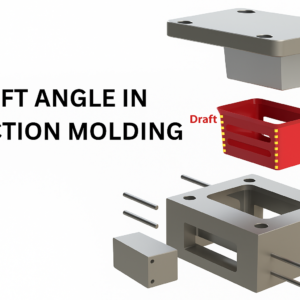
Conception et géométrie des pièces – Caractéristiques comme des trous, côtes, et les angles vifs divisent le flux de fusion, créer plusieurs fronts de flux qui convergent plus tard.
Emplacement de la porte – Un mauvais placement des vannes peut provoquer la rencontre des fronts d’écoulement dans des zones visibles ou structurellement critiques..
type de materiau – Certains thermoplastiques ont une fluidité plus faible ou une capacité de liaison plus faible.
Contenu de remplissage – Les matériaux à haute teneur en fibres de verre ou en charges minérales ont tendance à former des lignes de tricot plus faibles.
Température du moule et vitesse d'injection – Une température basse ou des taux de remplissage lents peuvent provoquer un refroidissement prématuré, empêchant une bonne fusion.
Comment minimiser les lignes de tricot
Même s’il est impossible d’éliminer complètement les lignes de tricot, vous pouvez réduire considérablement leur apparence et leurs effets négatifs en utilisant les méthodes suivantes.
1. Optimisez l'emplacement des portes avec la simulation de flux de moule
L'une des stratégies les plus efficaces consiste à utiliser logiciel d'analyse de flux de moule (comme Autodesk Moldflow ou Moldex3D) pendant la phase de conception. La simulation aide à prédire modèles de flux et identifier où les lignes de tricot sont susceptibles de se former.
En ajustant placement de la porte, tu peux:
Rediriger le flux pour que les lignes de tricot apparaissent dans moins visible domaines.
Assurez-vous que les fronts d’écoulement se rejoignent peu de stress régions.
Améliorer uniformité de l'emballage pour des liens plus forts.
2. Ajuster les paramètres du processus
Un réglage fin des paramètres de moulage peut grandement améliorer la fusion par flux et la finition de surface.
Les principaux ajustements comprennent:
Augmenter la température du moule et de la fonte – Garantit que le plastique reste fluide plus longtemps, favorisant un meilleur imbrication moléculaire.
Augmenter la vitesse et la pression d'injection – Aide les fronts de flux à rencontrer plus d’énergie, conduisant à une meilleure fusion.
Optimiser la pression et le temps de maintien – Assure un emballage adéquat et réduit les défauts de surface.
Améliorer la ventilation – Empêche l'air emprisonné de refroidir prématurément la matière fondue au point de convergence.
Même de petits changements de processus peuvent réduire la visibilité et la faiblesse des lignes de tricot..
3. Sélectionnez le bon matériau
Le choix des matériaux joue un rôle majeur dans la façon dont les fronts d'écoulement fusionnent. Certains plastiques adhèrent naturellement mieux que d’autres.
Par exemple:
Polypropylène (PP) forme souvent des lignes de tricot plus fortes que Oléfine thermoplastique (TPO), même si le PP est globalement plus faible.
Matériaux avec indice de fusion élevé (IMF) ont tendance à remplir les cavités plus facilement, améliorer la qualité de la fusion.
Lors du choix des matériaux, consulter les fiches techniques du fournisseur et considérer les comportement d'écoulement et de liaison pour votre conception de moule spécifique.
4. Gérer les charges et les additifs
Plastiques chargés de fibres (comme le nylon chargé de verre ou le PBT) sont particulièrement sujets aux lignes de tricot faibles. La raison: les fibres ne fondent pas et ne peut donc pas fusionner à travers le front d'écoulement.
Pour atténuer cela:
Utiliser fibres courtes ou billes de verre au lieu de fibres longues pour améliorer le recollage.
Considérer résines non chargées pour les pièces esthétiques ou à haute résistance où les lignes de tricot sont critiques.
Utiliser modificateurs d'impact ou compatibilisants pour améliorer la liaison moléculaire au niveau des zones de soudure.
5. Utiliser le contrôle des obturateurs
Lorsque plusieurs obturateurs alimentent la même cavité, leur horaires d'ouverture et de fermeture détermine comment les fronts d'écoulement se rencontrent.
En utilisant séquençage des vannes et capteurs de pression de cavité, tu peux:
Coordonner le fonctionnement de la porte pour une fusion fluide des flux.
Empêche les lignes de tricot visibles en superposant les fronts de flux de manière plus uniforme..
Améliorer la cohérence des pièces dans les cavités des moules multi-empreintes.
Des systèmes avancés comme CoPilot® de RJG ou MeltFlipper® les technologies peuvent fournir un retour d’information en temps réel et optimiser automatiquement le contrôle du portail.
6. Améliorer la conception des pièces et des moules
La conception technique joue un rôle essentiel pour éviter les problèmes de lignes de tricot. Considérer:
Réduire les angles vifs ou transitions épais à fin qui perturbent le flux.
Ajout de leaders de flux ou de canaux pour équilibrer la répartition de la matière fondue.
Ajustement de l'épaisseur des parois pour maintenir des débits constants.
Positionnement des portails pour garantir que les fronts d'écoulement fusionnent dans des régions moins visibles ou à faible contrainte.
Les modifications de conception dès le début de la phase de développement peuvent permettre d'économiser des coûts et des efforts importants plus tard..
7. Testez et inspectez les lignes de tricot
Même avec une optimisation minutieuse, des lignes de tricot peuvent encore apparaître. Donc, une inspection régulière est essentielle:
Inspection visuelle: Sous un bon éclairage pour repérer les défauts de surface.
Essais mécaniques: Essais de résistance à la traction ou à la flexion pour évaluer les points faibles.
Examen microscopique: Analyser la liaison au niveau moléculaire.
Si des lignes de tricot apparaissent systématiquement dans la même zone, revisiter conception de moule et paramètres de traitement pour identifier la cause profonde.
Conclusion
Les lignes de tricot sont une réalité incontournable dans le moulage par injection : elles se forment à l'endroit où deux fronts d'écoulement fondu se rencontrent. Cependant, avec conception intelligente, traitement optimisé, et sélection rigoureuse des matériaux, tu peux radicalement minimiser leur apparence et améliorer l’intégrité structurelle.
En comprenant comment et pourquoi les lignes tricotées se forment, vous pouvez concevoir des pièces qui non seulement sont plus esthétiques, mais qui fonctionnent également de manière plus fiable.
En fait, lorsqu'il est correctement géré, un ligne de fusion — là où les flux se rejoignent complètement — peut être presque invisible et mécaniquement solide. L’objectif n’est pas l’élimination totale mais optimisation pour la force, durabilité, et esthétique. Contactez-nous pour plus d'informations.
FAQ
1. Quelle est la différence entre une ligne tricotée, ligne de soudure, et fusionner la ligne?
Ces trois termes sont souvent utilisés de manière interchangeable, mais il y a des différences subtiles:
Ligne tricot: Formé lorsque deux fronts d'écoulement se rencontrent à basse température ou pression et ne parviennent pas à fusionner complètement, menant à une ligne faible visible.
Ligne de soudure: Similaire à une ligne de tricot, mais résulte généralement de deux fronts d'écoulement distincts se rencontrant frontalement., souvent aux portes ou à plusieurs points d’injection.
Ligne de fusion: Un plus fort, liaison plus uniforme où les deux fronts d'écoulement fusionnent en douceur avec un bon emboîtement moléculaire.
En bref, les lignes de fusion sont le but, alors que lignes de tricot et de soudure sont les défauts à minimiser.
2. Comment les lignes de tricot affectent-elles la résistance des pièces?
Créer des lignes de tricot zones de mauvaise liaison moléculaire, ce qui réduit résistance à la traction et aux chocs. Lorsqu'une pièce subit une contrainte, en particulier à proximité d'une ligne de tricot, des fissures peuvent se produire plus facilement..
Le degré de perte de résistance dépend de:
Le type de matériau (amorphe vs. plastiques semi-cristallins).
Le température et pression au point de convergence.
Le présence de charges, comme les fibres de verre, qui interrompent le flux de polymère.
Les ingénieurs effectuent souvent essais mécaniques comme l'analyse de traction ou de flexion pour quantifier la réduction de résistance causée par les lignes de tricot.
3. Les modifications de conception du moule peuvent-elles éliminer complètement les lignes de tricot?
Non, même la conception de moule la plus optimisée ne peut pas éliminer complètement les lignes de tricot., parce que les fronts d'écoulement doivent se rencontrer quelque part dans n'importe quelle cavité remplie. Cependant, la conception du moule peut contrôler où et comment ils se produisent.
Les stratégies efficaces comprennent:
Positionner les portes de manière à ce que des lignes de tricot se forment zones non critiques.
Réduire bords tranchants ou obstructions du débit.
Conception épaisseur de paroi équilibrée pour assurer un flux uniforme.
Bien que vous ne puissiez pas supprimer complètement les lignes de tricot, une bonne conception des moules les rend invisible et structurellement inoffensif.
4. Pourquoi les matériaux renforcés de fibres sont-ils plus sujets aux lignes de tricot faibles?
Plastiques renforcés de fibres, tel que nylon chargé de verre (PA-GF), sont plus sensibles aux lignes de tricot faibles parce que les fibres ne fondent pas. Quand les fronts de flux se rencontrent, la matrice thermoplastique peut refuser, mais les fibres à l'interface restent non liées.
Cela crée microvides et discontinuités dans la zone tricot, réduire l’intégrité structurelle. En utilisant fibres courtes, perles de verre, ou charges hybrides peut aider à améliorer la force de liaison dans ces régions.
5. Quelles méthodes de test sont utilisées pour évaluer les lignes de tricot?
Les ingénieurs qualité utilisent plusieurs méthodes pour identifier et évaluer les lignes de tricot:
Inspection visuelle: Utiliser un grossissement ou un éclairage spécial pour détecter les marques de surface.
Essais destructifs: Couper la ligne de tricot et analyser les sections transversales au microscope.
Essais mécaniques: Mesurer la résistance à la traction ou aux chocs sur toute la zone tricotée.
Validation de la simulation de flux: Comparaison du comportement physique des pièces avec les prédictions numériques du flux de moule.
Ces méthodes permettent de déterminer si les lignes de tricot sont purement cosmétiques ou si elles compromettent performances mécaniques.
![]()