
Le filettature integrate sono caratteristiche fondamentali di innumerevoli prodotti, dai beni di consumo e strumenti di precisione alle robuste custodie industriali. Sebbene altamente desiderabile per la creazione di file sicuri, connessioni ripetibili, l'integrazione delle filettature direttamente in uno stampo a iniezione di plastica presenta sfide uniche. Le filettature stampate di successo richiedono un'attenta considerazione delle proprietà del materiale, forze meccaniche, e attrezzature complesse, spesso si discostano in modo significativo dalle pratiche standard di stampaggio a iniezione.
L'obiettivo di questa guida è fornire un'analisi approfondita delle caratteristiche tecniche, meccanico, e i requisiti degli utensili necessari per incorporare con successo le filettature stampate nelle parti in plastica.
Forze chiave rilevanti per la progettazione della filettatura
Quando si progetta una filettatura, due forze meccaniche opposte devono essere massimizzate o ridotte al minimo per garantire l'integrità funzionale e prevenire guasti durante l'uso.
UN. Forza di estrazione (Forza assiale)
Definizione: La forza lineare richiesta per separare il dispositivo di fissaggio (vite) dalla parte stampata senza voltarsi Esso. Misura la resistenza del filo allo sfilamento sotto carico assiale diretto.
Obiettivo di progettazione: La forza di estrazione deve essere il più alto possibile. Le pareti filettate in plastica devono essere sufficientemente robuste da sopportare il carico di trazione massimo previsto senza cedere prima che il dispositivo di fissaggio venga svitato. Questa forza è dettata dalla geometria della filettatura, la zona di contatto, e la resistenza al taglio del materiale.
B. Forza di torsione (Resistenza rotazionale)
Definizione: La coppia di rotazione necessaria per rimuovere una vite una volta che è stata completamente serrata o “inserita”.
Obiettivo di progettazione: Questa forza dovrebbe essere il più basso possibile per consentire facile, assemblaggio e smontaggio ripetibili. Tuttavia, deve essere sufficientemente alto da mantenere il carico di bloccaggio e prevenire l'allentamento dovuto alle vibrazioni. In pratica, la forza di torsione dovrebbe essere facilmente superata dagli utensili manuali ma sufficiente per resistere alle sollecitazioni operative. Il progettista cerca un equilibrio in cui si raggiunga il precarico ottimale (massimizzando l'estrazione) con il minimo sforzo di rimozione (riducendo al minimo il torque-out).
Tipi di filettature per stampaggio a iniezione e requisiti degli utensili
Tipi di filettature per stampaggio a iniezione
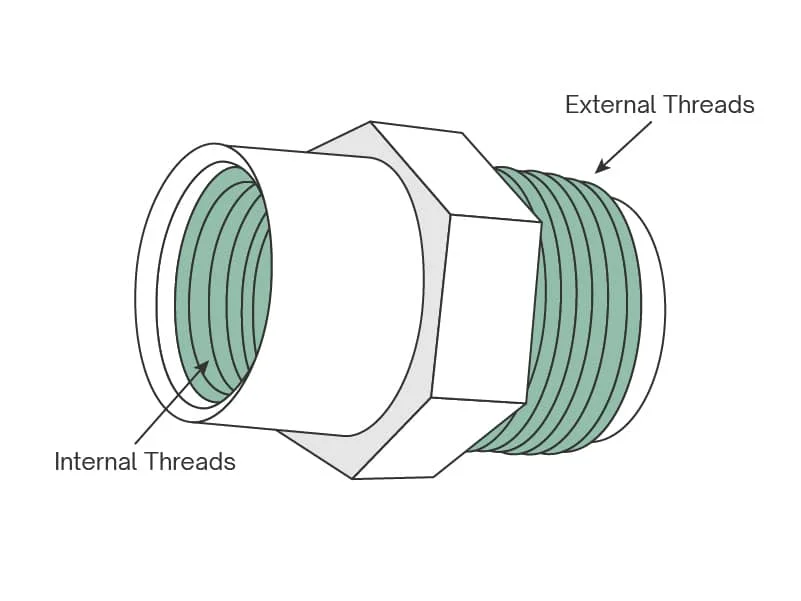
La scelta tra filettatura esterna ed interna determina fondamentalmente la complessità e il costo dello stampo a causa della sfida dei sottosquadri di sformatura.
UN. Discussioni esterne (Metodo più semplice)
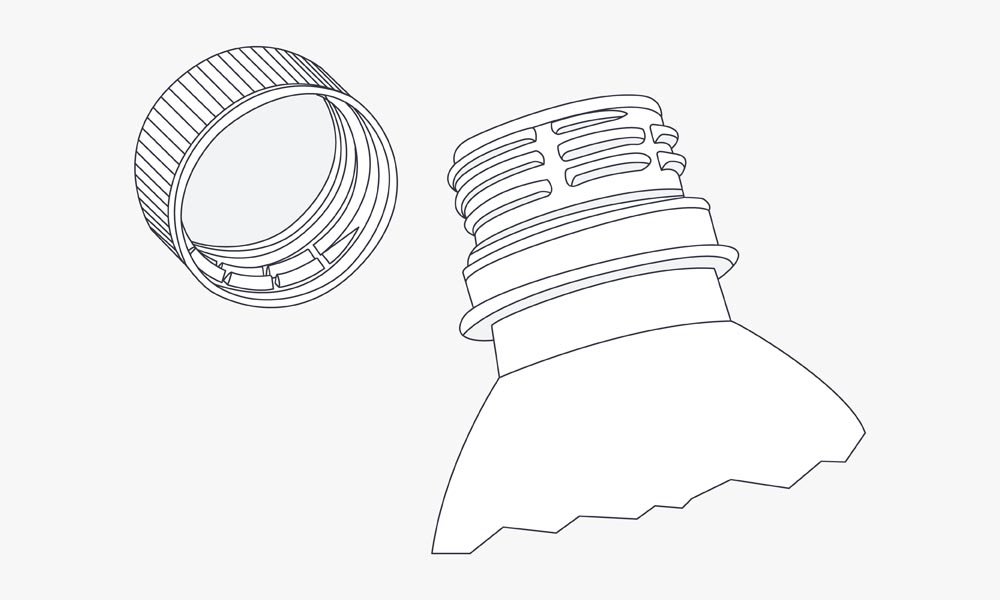
Difficoltà di progettazione: Relativamente facile. I fili esterni (come su un tappo di bottiglia) forma attorno alla circonferenza della parte.
Metodo: La forma della filettatura viene creata direttamente dalla geometria dello stampo: l'avvallamento della filettatura è formato da cavità parete, e il picco del filo è formato da nucleo parete. Nessun movimento è strettamente necessario per sformare i fili stessi.
Inconveniente: Linee di separazione: Perché il filo attraversa la linea di giunzione dello stampo, visibile e tattile linea di divisione correrà lungo l'asse della filettatura. Mentre gli modellatori esperti possono ridurre la bava, la linea rimane una caratteristica permanente, potenzialmente compromettendo la tenuta o l'innesto preciso.
B. Discussioni interne (Metodo del sottosquadro complesso)
Difficoltà di progettazione: Decisamente più difficile. Le filettature interne rappresentano un sottosquadro che blocca la parte sul perno centrale, che richiedono meccanismi di sformatura specializzati.
Metodo automatico primario: Nucleo di svolgimento / Svolgitore:
Meccanismo: Alla base dello stampo viene aggiunto un ulteriore meccanismo motorizzato o azionato idraulicamente. Questo nucleo di svolgimento (o meccanismo di svitamento) ruota il perno centrale fuori dalla parte finita prima dell'espulsione.
Vantaggio: Nessuna linea di separazione sui fili, garantendo una qualità del filo perfetta a 360 gradi. Tempi di ciclo brevi.
Svantaggio: Aumenta drasticamente il costo dello stampo, complessità, manutenzione, e tempo di installazione.
Metodo manuale secondario: Caricamento manuale manuale:
Applicazione: Ideale per la produzione in volumi molto bassi o per filettature estremamente grandi dove l'automazione non è praticabile.
Processi: Un perno filettato dedicato viene inserito manualmente nello stampo prima di ogni ciclo. Dopo l'iniezione, la parte finita viene espulsa con il perno centrale ancora all'interno. Un operatore utilizza quindi uno strumento portatile per svitare manualmente l'anima dalla parte.
Svantaggio: Richiede perni con nucleo multiplo per consentire al nucleo metallico di raffreddarsi prima del reinserimento. Porta a tempi di ciclo molto lenti e costi di manodopera elevati.
Metodi di rilascio della filettatura per parti finite
Metodi di rilascio della filettatura per parti finite
La scelta del giusto metodo di rilascio bilancia i costi degli utensili, Tempo del ciclo, e complessità del filo.
UN. Rilascio della forza (Spogliarello) – Usato raramente
Meccanismo: Lo stampo si apre, e i perni di espulsione spingono la parte fuori dal perno centrale filettato. I fili sono allungato e spogliato sopra il perno centrale.
Applicabilità: Valido solo per filetti piccoli (per esempio., passo fine su tappi di bottiglia flessibili) con materiali aventi elevate proprietà di allungamento (come PE o PP).
Presupposti critici della progettazione:
Il profilo della filettatura deve incorporare un valore significativo angoli di tiraggio (conicità) e generoso raggi (rotondità) alla radice del filo e alla cresta.
Lo spessore della parete deve essere coerente e relativamente sottile per consentire alla plastica di flettersi senza rompersi durante la rimozione.
B. Inserimento manuale (Estraibile) – A volte usato
Meccanismo: (Vedi Sezione II.B, Metodo di carico manuale) Fa affidamento sulla manodopera dell'operatore per rimuovere i perni centrali dopo il ciclo.
Scambio: Basso costo iniziale degli utensili ma costo operativo più elevato (lavoro) e tempo di ciclo più lungo. Il costo della manodopera lo rende inefficiente per qualsiasi cosa tranne che per la prototipazione o per tirature molto limitate.
C. Svolgimento completamente automatico – Il più comune
Meccanismo: (Vedi Sezione II.B, Nucleo di svolgimento) Utilizza un motore dedicato (servo idraulico o elettrico) sincronizzato con la sequenza di apertura della macchina per far girare meccanicamente i nuclei del filo fuori dalla parte.
Beneficio: Fornisce i tempi di ciclo più brevi e la massima produttività, necessario per parti di consumo ad alto volume.
Considerazioni: La complessità e la precisione dei componenti in movimento (ingranaggi, rack, motori) aumentare significativamente l’investimento iniziale. Anche la manutenzione e la riparazione degli stampi sono specializzate e più costose.
Fattori critici di progettazione e migliori pratiche
L'attenzione alla meccanica e alla geometria del materiale è essenziale per la durata del filo.
UN. Dimensione e passo della filettatura
La regola del filo di plastica: I materiali plastici hanno una resistenza al taglio significativamente inferiore rispetto ai metalli.
Raccomandazione: Almeno le filettature interne dovrebbero essere mantenute 0.3 pollici (ca. 7.6 mm) di diametro. Il diametro maggiore aumenta l'area di contatto per le forze di taglio.
Selezione del tono: Usa il passo più grossolano possibile (meno fili per pollice/mm). Un passo più grosso significa che il carico è distribuito su uno spessore maggiore, radici del filo più forti, riducendo la probabilità di stripping.
B. Sottosquadri
I thread sono a sottosquadro elicoidale, bloccaggio del pezzo sullo stampo.
Eliminazione tramite azioni secondarie: Per filettature esterne o laterali che non possono essere sformate a rotazione, i progettisti possono utilizzare azioni laterali attivate da camma o diapositive. Questi ritraggono una porzione dello stampo perpendicolare alla direzione di apertura per eliminare il sottosquadro.
Scambio: Sebbene efficace, le azioni laterali aumentano notevolmente il costo e la complessità degli utensili iniziali e introducono linee di giunzione aggiuntive nel punto in cui l'azione laterale incontra il corpo principale dello stampo.
C. Selezione dei materiali
Flessibilità dei materiali, tenacità, e la resistenza chimica sono fondamentali.
Materiali preferiti per filettature interne (Durabilità):
addominali (Acrilonitrile Butadiene Stirene): Buon equilibrio tra rigidità e resistenza agli urti.
POM (Poliossimetilene, o Delrin): Eccellente forza, rigidità, e basso attrito (ideale per ripetuti montaggi/smontaggi).
Nylon (Poliammide): Elevata tenacità e resistenza all'usura, rendendolo eccellente per filettature portanti.
Discussioni esterne: La scelta del materiale è meno critica poiché la cavità dello stampo circostante fornisce un supporto uniforme.
D. Migliori pratiche generali di stampaggio
Il successo dei filetti dipende dal rispetto dei principi fondamentali dello stampaggio a iniezione:
Angoli di tiraggio: Indispensabile su tutte le pareti da sformare; spesso incorporato nella geometria della filettatura stessa per metodi di rilascio forzato.
Spessore della parete costante: Fondamentale per garantire un raffreddamento uniforme, ridurre al minimo la deformazione, e prevenire concentrazioni di stress attorno alla funzione di filettatura.
Progettazione del raggio: Utilizzare sempre a raggio agli angoli (radice e cresta del filo) invece che angoli acuti, poiché gli spigoli vivi sono altamente soggetti all'innesco di crepe e alla rottura da stress nella plastica.
Alternative economicamente vantaggiose alle filettature stampate
Quando le filettature stampate risultano troppo costose o complesse, considerare queste valide alternative:
Lavorazione di filetti in un'operazione secondaria: La parte è stampata senza filettatura, e una macchina dedicata (come un router o un tornio CNC) taglia il filo dopo che la parte si è raffreddata. Ciò aggiunge una fase di lavorazione ma semplifica lo stampo.
Viti autofilettanti: L'uso di viti metalliche progettate per tagliare o formare la propria filettatura quando vengono inserite in una sezione sottodimensionata, foro stampato non filettato. Questo è economico ed efficace ma non adatto a smontaggi ripetuti.
Inserto filettato sovrastampato (Termofissato o ad ultrasuoni): Inserti metallici prefabbricati (noci) vengono inseriti nello stampo, oppure vengono installati dopo lo stampaggio mediante saldatura a caldo o ad ultrasuoni. Ciò fornisce la resistenza di un filo metallico all'interno del componente in plastica, offrendo un'eccellente resistenza allo sfilamento e durata per assemblaggi frequenti.
Conclusione
Le filettature integrate sono una caratteristica di alto valore, ma la loro integrazione richiede una comprensione articolata del comportamento plastico sotto stress e delle dinamiche operative di attrezzature complesse. Ottimizzando attentamente la geometria della filettatura, selezionando materiali appropriati come ABS o POM, e scegliere il meccanismo di rilascio corretto (spesso automazione completa per volumi elevati), i progettisti possono superare le sfide inerenti. In caso di dubbio, consultare uno stampatore a iniezione di materie plastiche di grande esperienza è il passo necessario per bilanciare l'integrità del filo, Tempo del ciclo, e gli utensili in modo conveniente. Contattaci per maggiori informazioni.
![]()

