
Che cos'è lo stampaggio ad iniezione di nylon?
Che cos'è lo stampaggio ad iniezione di nylon
Nylon injection molding is a manufacturing process that uses molten nylon — a type of engineering thermoplastic — to produce durable, leggero, and high-strength components. Nylon, noto anche come poliammide (PAPÀ), is a semi-crystalline polymer characterized by excellent mechanical strength, resistenza all'usura, and chemical stability.
Due to its high crystallinity, nylon exhibits superior toughness, resistenza alla fatica, and thermal performance. It can withstand demanding environments and often replaces metal in applications such as ingranaggi, elementi di fissaggio, cable ties, fan blades, e parti della pompa.
The most common nylons used in injection molding include:
Nylon 6 (PA6)
Nylon 66 (PA66)
Nylon 12 (PA12)
Glass-fiber reinforced nylon (PA-GF)
Each grade has distinct mechanical and processing characteristics, allowing engineers to balance forza, flessibilità, and moisture resistance for specific end uses.
Advantages of Nylon Injection Molding
Nylon is one of the most popular engineering plastics for stampaggio a iniezione because it combines Moldabilità, prestazione, ed efficienza in termini di costi. Below are its major benefits explained in detail.
1. Low Melt Viscosity
Nylon melts easily and flows smoothly within the mold, even through thin sections or complex geometries.
Enables the production of parti a parete sottile (così basso come 0.7 mm).
Reduces injection pressure and ensures complete mold filling.
Shortens cycle times for high-volume production.
2. Excellent Chemical and Abrasion Resistance
Nylon resists a wide range of chemicals, Compreso:
Dilute acids and alkaline solutions
Hydrocarbons, combustibili, and oils
Organic solvents like alcohols and halogenated hydrocarbons
Suo basso coefficiente di attrito and high wear resistance make it ideal for parts that experience sliding or rotational motion, come gli ingranaggi, boccole, e cuscinetti.
3. Resistenza ad alta temperatura
Nylon maintains mechanical integrity at elevated temperatures.
Standard nylon grades can operate continuously up to 120–150°C.
Glass-filled nylons withstand even higher temperatures before softening.
This property makes nylon suitable for automotive engine compartments and industrial machinery.
4. Fatigue and Impact Resistance
Nylon’s semi-crystalline molecular structure gives it excellent resistenza alla fatica, allowing it to endure repeated stress cycles without cracking or breaking.
Designing parts with generous corner radii further improves performance under cyclic loads.
5. Mechanical Strength Comparable to Metal
Nylon exhibits high tensile and flexural strength, enabling it to replace metal in many load-bearing applications.
Reinforcing nylon with glass fibers or mineral fillers increases rigidity and dimensional stability while reducing creep under load.
Nylon Injection Molding Design Guidelines
Proper part design ensures both precisione dimensionale E Efficienza della produzione. Below are nylon-specific design considerations.
1. Spessore della parete
Recommended: 0.030–0.115 in (0.76–2.92 mm)
Mantenere spessore della parete uniforme to prevent sink marks and warping.
Gradual transitions (≤15%) between adjacent walls are ideal.
Avoid walls thicker than 6 mm, as they increase cooling time and may trap voids.
Nylon’s low melt viscosity allows thinner walls than many other thermoplastics while maintaining part strength.
2. Radii and Corners
Avoid sharp corners that create stress concentrations.
Minimum radius: 0.5 mm.
Optimal radius: ≈75% of nominal wall thickness for best fatigue performance.
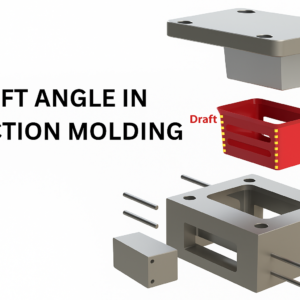
3. Angoli di tiraggio
Nylon’s smooth surface and low friction allow for minimal draft.
0.5°–1° per side is recommended to ease ejection and shorten cycle times.
Superfici piane (per esempio., ingranaggi) can sometimes be molded with no draft.
4. Tolleranze della parte
Nylon has a higher shrinkage rate (0.5%–2%) than many plastics, making dimensional control challenging.
Accurate mold temperature management reduces variation.
Glass-filled grades exhibit lower shrinkage and improved stability.
Controlled moisture conditioning post-molding ensures long-term precision.
Nylon Material Properties

Nylon Material Properties
The following are typical material properties for several nylon grades:
| Proprietà | Nylon 11 | Nylon 12 | Nylon 46 | Nylon 66 | Nylon 66 30% GF |
| Densità (g/cm³) | 1.04 | 1.31 | 1.20 | 1.17 | 1.38 |
| Linear Shrinkage (cm/cm) | 0.0083 | 0.0069 | 0.019 | 0.0139 | 0.0044 |
| Durezza Rockwell (R) | 107 | 98 | 95 | 114 | 117 |
| Resistenza alla trazione (MPa) | 37.1 | 46.1 | 73.9 | 72.5 | 155 |
| Allungamento a pausa (%) | 119 | 67 | 43 | 47 | 4 |
| Modulo di flessione (GPa) | 0.95 | 5.66 | 2.64 | 3.09 | 7.96 |
| Temperatura di asciugatura (°C) | 90 | 93 | 94 | 81 | 82 |
| Temperatura di fusione (°C) | 261 | 224 | 303 | 279 | 285 |
| Temperatura dello stampo (°C) | 49 | 71 | 103 | 75 | 86 |
Takeaway chiave: Nylon’s balance of high tensile strength, durezza, e flessibilità makes it ideal for load-bearing components. Tuttavia, per il suo hygroscopic nature, nylon must be dried thoroughly before processing.
Nylon Injection Molding Process Parameters
Controlling processing parameters ensures consistent part quality and dimensional accuracy.
1. Viscosity
Nylon has low melt viscosity, enabling fast mold filling through thin or intricate channels.
This reduces cycle times but requires careful pressure and speed control to prevent flashing.
2. Controllo dell'umidità
Nylon easily absorbs atmospheric moisture.
Excessive moisture causes vuoti, splay, and brittleness.
Optimal moisture content: 0.15–0.20%.
Dry nylon at 80–90°C for 3–6 hours prima dello stampaggio.
3. Controllo della temperatura
Higher mold temperature → increased crystallinity and strength.
Too high (Sopra 330°C) → risk of thermal degradation and discoloration.
Typical processing range:
Barrel temperature: 260–290°C
Temperatura dello stampo: 70–90°C
4. Pressione di iniezione
Typical range: 700–1400 bar (10,000–20,000 psi).
Low pressure → short shots, knit lines, scarsa finitura superficiale.
High pressure → flash, deformazione, or dimensional distortion.
Proper pressure profiling ensures uniform density and minimal internal stress.
5. Injection Speed
High injection speeds reduce cycle time and weld lines.
Tuttavia, excessive speed can cause shear heating E Brucia segni.
Controlled ramp-up of speed is best for thin-walled nylon parts.
6. Gassing and Venting
Nylon molding generates gases during melt injection.
Poor venting causes vuoti, burns, and incomplete filling.
Provide vent depths around 0.02–0.04 mm near cavity edges.
7. Restringimento
Typical range: 0.5–2%, depending on grade and cooling rate.
Controlled by:
Higher mold temperatures (ridurre il restringimento).
Uniform wall thickness.
Glass reinforcement (minimizes warping).
Common Nylon Injection Molding Defects and Solutions
| Difetto | Possible Cause | Recommended Solution |
| Splay marks | Excess moisture | Pre-dry material properly |
| Flashing | Excess pressure or low clamp force | Adjust injection pressure, inspect mold fit |
| Deformazione | Uneven cooling or wall thickness | Optimize mold design and cooling layout |
| Short shots | Low injection speed or venting issue | Increase speed, migliorare lo sfiato |
| Discoloration | Overheating or degradation | Lower melt temperature, ensure material purity |
Applications of Nylon Injection Molding
Nylon molded parts are used across numerous industries due to their combination of forza, tenacità, e resistenza al calore.
Settore automobilistico: Ingranaggi, boccole, radiator fans, fuel line connectors
Elettrico & Elettronica: Cable ties, isolanti, terminal housings
Beni di consumo: Power tool housings, appliance components
Equipaggiamento industriale: Cuscinetti, rulli, mechanical fasteners
Aerospaziale: Lightweight interior fittings, parentesi, clip
Best Practices for Successful Nylon Injection Molding
Store nylon pellets in airtight containers to prevent moisture absorption.
Sempre dry material prima dello stampaggio.
Mantenere raffreddamento uniforme to minimize warping.
Utilizzo glass-filled grades for high-strength or precision applications.
Fare domanda a controlled temperature and pressure profiles during molding.
Conclusione
Nylon injection molding combines the strength of engineering plastics with the versatility of thermoplastics. When processed correctly, nylon delivers exceptional performance, durabilità, e precisione, making it a preferred material for both industrial and consumer applications.
Proper control of umidità, temperatura, and pressure, along with intelligent design practices, ensures high-quality nylon parts that can even replace metal components.
Domande frequenti
- What is the best type of nylon for injection molding?
Nylon 6 e nylon 66 are the most commonly used types. Nylon 66 offers higher strength and temperature resistance, while Nylon 6 provides better surface finish and flexibility. - Why must nylon be dried before injection molding?
Because nylon is hygroscopic, it absorbs moisture from the air. Moisture in the resin can cause bubbles, splay, and degradation during molding. - Can nylon replace metal parts in mechanical assemblies?
SÌ. With glass-fiber reinforcement, nylon can achieve tensile strength comparable to aluminum, making it a cost-effective lightweight alternative. - What are the common challenges when molding nylon?
Key challenges include moisture absorption, restringimento, deformazione, and maintaining tight tolerances due to high shrinkage rates. - How do you reduce shrinkage in nylon injection molding?
Use higher mold temperatures, spessore della parete uniforme, and glass-filled grades. Controlled cooling also helps prevent warpage.
Per saperne di più:
Suggerimenti per la progettazione di clip per parti di plastica
5 Cose che devi sapere sullo stampaggio a iniezione di plastica
Tutto sulle basi dello stampaggio di iniezione di plastica
Tutto ciò che devi sapere sull'iniezione di policarbonato stampaggio?
![]()
1 pensato a “Stampaggio ad iniezione di nylon: Progetto, Processi, e Guida ai materiali per ingegneri”